一种铅基合金铸锭打钢印装置的制作方法
1.本实用新型涉及铅基合金(含精铅)生产技术领域,特别是涉及一种铅基合金铸锭打钢印装置。
背景技术:
2.铅基合金铸锭过程,已逐步使用铸锭机代替人工作业,但购置的铸锭机不带打钢印装置,铸锭机铸锭速度较快,人工打钢印速度跟不上,容易产生漏打、打钢印不清晰、错打不易纠正等问题。
技术实现要素:
3.本实用新型的目的在于解决上述现有技术的不足,从而提供了一种铅基合金铸锭打钢印装置,提高打钢印的工作效率,节省人力,生产成本大幅降低。
4.一种铅基合金铸锭打钢印装置,包括底座、上摆臂及驱动上摆臂升降的驱动件;
5.所述底座下端固定在铸锭机输送链条一侧的机架上,底座上端设置有带座轴承;
6.所述上摆臂一端经连接轴铰接在底座上端的带座轴承内,上摆臂可随驱动件绕连接轴枢转,连接轴中心线与铸锭机输送链条前进方向相垂直,上摆臂的另一端设有钢印安装头,钢印安装头的下端开设有钢印安装槽,钢印设在钢印安装槽内;
7.所述钢印安装槽相对的两侧壁开设有对称的螺纹通孔,对称的螺纹通孔内分别安装有一个可顶端抵住钢印的钢印紧固螺栓。
8.所述驱动件为固定在连接轴上的下摆臂,下摆臂宽度略小于铸锭机输送链条的相邻两个滚动轮之间的间距,下摆臂下端部与铸锭机一侧的输送链条正对,下摆臂下端部到连接轴中心线的直线距离大于铸锭机输送链条的各滚动轮中心线所在平面到连接轴中心线的直线距离,下摆臂的中心线与上摆臂的中心线之间有夹角。
9.所述下摆臂的中心线与上摆臂的中心线之间的夹角取值为75~90
°
。
10.所述下摆臂下端部为圆弧面。
11.所述上摆臂由相互连接的摆臂一和摆臂二组成,摆臂二套设在摆臂一上,摆臂二一端设有长条孔,摆臂一一端设于长条孔对应的通孔,螺栓穿过对应长条孔和通孔后经螺母紧固。
12.本实用新型底座、上摆臂、钢印安装头、钢印和下摆臂均采用钢铁材质,可耐高温,使用寿命长。
13.铸锭机输送链条相邻两个滚动轮之间的间距与铸锭机输送链条上的铅锭模具的长度一致。
14.本实用新型钢印安装槽宽度在15
㎝
以内,可根据实际需要调整钢印位数,通过钢印紧固螺栓固定,可拆卸,适应范围更广。
15.本实用新型节省了打钢印的人工成本,同时提高打钢印的工作效率。
附图说明
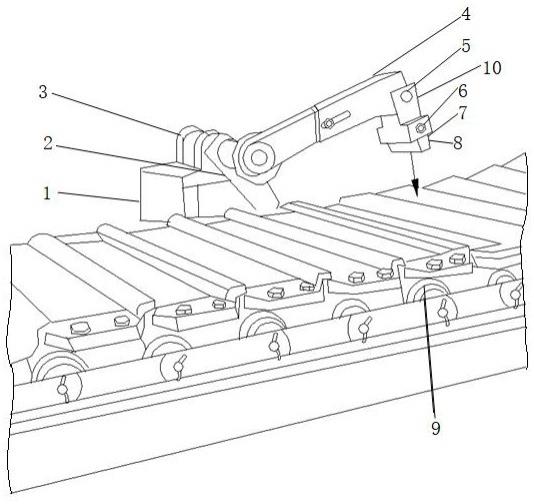
16.图1是本实用新型的结构示意图;
17.图2是本实用新型使用状态图一;
18.图3是本实用新型使用状态图二;
19.图中:1、底座,2、下摆臂,3、连接轴,4、上摆臂,5、螺栓,6、钢印紧固螺栓,7、钢印安装槽,8、钢印,9、滚动轮,10、钢印安装头。
具体实施方式
20.下面结合附图和具体实施例对本实用新型作进一步详细的说明,并不是把本实用新型的实施范围限制于此。
21.如图1、图2、图3所示,铸锭机输送链条上有并排均布的铅锭模具,铅锭在铅锭模具内成型,铸锭机输送链条的相邻两个滚动轮9之间的间距同铅锭模具长度相当,且铅锭模具位于相邻两个滚动轮9之间,此部分为现有技术中铸锭机的自身结构,本实施例不在赘述。
22.本实施例的一种铅基合金铸锭自动打钢印装置,主要包括底座1、下摆臂2、连接轴3、上摆臂4、螺栓5、钢印紧固螺栓6、钢印安装槽7、钢印8,本装置的底座1焊接在铸锭机输送链条一侧的机架上,底座1上端凸出于铸锭机输送链条上端面,底座1上端固定有一个带座轴承,连接轴3一端安装在带座轴承内,连接轴3的另一端向铸锭机输送链条上端伸出,连接轴3的中心线与铸锭机输送链条前进方向相垂直,连接轴3的另一端上分别固定有上摆臂4和下摆臂2,上摆臂4和下摆臂2可绕连接轴3旋转,上摆臂4前端经螺栓5固定有一个钢印安装头10,钢印安装头10的下端开设有钢印安装槽7,钢印8设在钢印安装槽7内;钢印安装槽7相对的前后两个侧壁分别开设有一个螺纹通孔,两个螺纹通孔内分别安装有一个可顶端抵住钢印8的钢印紧固螺栓6,两个钢印紧固螺栓6从两端将钢印8固定在钢印安装槽7内。钢印安装槽7宽度不超过15
㎝
,可放置不同宽度的钢印。下摆臂2的底部为圆弧状,下摆臂2宽度略小于铸锭机输送链条的两个滚动轮9之间间距,下摆臂2下端部与铸锭机一侧的输送链条正对,下摆臂2下端部到连接轴3中心线之间的直线距离大于铸锭机输送链条的各滚动轮9中心线所在平面到连接轴3中心线之间的直线距离,使下摆臂2下端部可卡在铸锭机输送链条的两个滚动轮9之间,下摆臂2和上摆臂4之间呈75
°‑
90
°
的夹角,保证了上摆臂4抬起到最高位置时,钢印安装头10始终位于连接轴的前方(即铸锭机链条运动方向)。
23.为了增加打钢印的力度,本装置的上摆臂4长度要长于下摆臂2,上摆臂4长度是下摆臂2长度的两倍以上,上摆臂4由相互连接的摆臂一和摆臂二组成,摆臂二套设在摆臂一上,摆臂二一端设有长条孔,摆臂一一端设于长条孔对应的通孔,螺栓穿过对应长条孔和通孔后经螺母紧固,方便调节上摆臂4的长度。
24.初始使用时,需要对上摆臂4的长度进行调节,调节后需保证,当下摆臂2处于相邻两个滚动轮9之间时,上摆臂4一端的钢印正好落在一个铅锭上。然后开启铸锭机,随着铸锭机链条的滚动轮9向前移动,下摆臂2底部被铸锭机链条上的滚动轮9推动,上摆臂4向上抬起,当滚动轮9完全经过滚动轮9后,下摆臂2短暂离开了滚动轮9,失去向上的推力,受重力作用,上摆臂4一端的钢印8落在铅锭表面,将钢印清晰打在铅锭表面,由于下摆臂2的宽度接近铸锭机链条的两个滚动轮9之间的间距,打完钢印后,经过1-2s的时间,下摆臂2底部再次被铸锭机链条上的下一个滚动轮9推动,上摆臂4抬起,周而复始,直至铸锭机关机停止运
转。本装置无需使用其他外来动力驱动,节省了能耗,实现了打钢印的机械化,结构简单,便于维护,打印的钢印清晰、无漏打。
25.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
技术特征:
1.一种铅基合金铸锭打钢印装置,其特征在于:包括底座(1)、上摆臂(4)及驱动上摆臂(4)升降的驱动件;所述底座(1)下端固定在铸锭机输送链条一侧的机架上,底座(1)上端设置有带座轴承;所述上摆臂(4)一端经连接轴(3)铰接在底座(1)上端的带座轴承内,上摆臂(4)可随驱动件绕连接轴(3)枢转,连接轴(3)中心线与铸锭机输送链条前进方向相垂直,上摆臂(4)的另一端设有钢印安装头(10),钢印安装头(10)的下端开设有钢印安装槽(7),钢印(8)设在钢印安装槽(7)内;所述钢印安装槽(7)相对的两侧壁开设有对称的螺纹通孔,对称的螺纹通孔内分别安装有一个可顶端抵住钢印(8)的钢印紧固螺栓(6)。2.根据权利要求1所述的一种铅基合金铸锭打钢印装置,其特征在于:所述驱动件为固定在连接轴(3)上的下摆臂(2),下摆臂(2)宽度略小于铸锭机输送链条的相邻两个滚动轮(9)之间的间距,下摆臂(2)下端部与铸锭机一侧的输送链条正对,下摆臂(2)下端部到连接轴(3)中心线的直线距离大于铸锭机输送链条的各滚动轮(9)中心线所在平面到连接轴(3)中心线的直线距离,下摆臂(2)的中心线与上摆臂(4)的中心线之间有夹角。3.根据权利要求2所述的一种铅基合金铸锭打钢印装置,其特征在于:所述下摆臂(2)的中心线与上摆臂(4)的中心线之间的夹角取值为75~90
°
。4.根据权利要求2或3所述的一种铅基合金铸锭打钢印装置,其特征在于:所述下摆臂(2)下端部为圆弧面。5.根据权利要求1所述的一种铅基合金铸锭打钢印装置,其特征在于:所述上摆臂(4)由相互连接的摆臂一和摆臂二组成,摆臂二套设在摆臂一上,摆臂二一端设有长条孔,摆臂一一端设于长条孔对应的通孔,螺栓穿过对应长条孔和通孔后经螺母紧固。6.根据权利要求1所述的一种铅基合金铸锭打钢印装置,其特征在于:底座(1)、上摆臂(4)、钢印安装头(10)、钢印(8)和下摆臂(2)均采用钢铁材质。7.根据权利要求1所述的一种铅基合金铸锭打钢印装置,其特征在于:铸锭机输送链条相邻两个滚动轮(9)之间的间距与铸锭机输送链条上的铅锭模具的长度一致。
技术总结
一种铅基合金铸锭打钢印装置,包括底座、上摆臂及驱动上摆臂升降的驱动件;所述底座下端固定在铸锭机输送链条一侧的机架上,底座上端设置有带座轴承;所述上摆臂一端经连接轴铰接在底座上端的带座轴承内,上摆臂可随驱动件绕连接轴枢转,连接轴中心线与铸锭机输送链条前进方向相垂直,上摆臂的另一端设有钢印安装头,钢印安装头的下端开设有钢印安装槽,钢印设在钢印安装槽内;所述钢印安装槽相对的两侧壁开设有对称的螺纹通孔,对称的螺纹通孔内分别安装有一个可顶端抵住钢印的钢印紧固螺栓。减少了铸锭过程人工打钢印漏打、钢印不整齐、不清晰的问题,同时也降低了人工成本,提高了打钢印效率。打钢印效率。打钢印效率。
技术研发人员:杨成 胡艳丽 高国兴 刘艳兵
受保护的技术使用者:湖北金洋冶金股份有限公司
技术研发日:2022.07.04
技术公布日:2022/9/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1