二氧化碳保护焊喷嘴的制作方法
1.本实用新型涉及焊接设备技术领域,尤其是涉及二氧化碳保护焊喷嘴。
背景技术:
2.二氧化碳气体保护焊是焊接生产中的高效、节能、变形小、成本低以及易于操作的焊接技术。目前所使用的焊枪喷嘴,普遍是采用紫铜管形式,并在喷嘴表面设置电镀层。在焊接过程中,由于要承受电弧所传来的大量热辐射,喷嘴易软化变形,同时喷嘴的内外壁极易粘结金属飞溅物,从而堵塞气流的通道,恶化气体保护的性能。更严重的是,一旦内壁上逐渐积聚的金属飞溅物较多时,飞溅物与焊丝相连接,喷嘴触及工件时便发生了短路,导致喷嘴被烧毁。
技术实现要素:
3.本实用新型的目的是提供一种新型二氧化碳保护焊喷嘴,利用铝合金制作喷嘴,并在喷嘴表层涂覆高温不沾涂层,从而解决喷嘴粘接金属飞溅物的问题。
4.为实现上述目的,本实用新型提供了如下技术方案,
5.二氧化碳保护焊喷嘴,包括铝合金管体,管体内外表面设置高温不沾涂层;铝合金管体的管身上设置分隔环线,铝合金管体位于分隔环线后端部位设置内螺纹,铝合金管体位于分隔环线前端部位外侧设置防滑纹。
6.本实用新型采用上述结构的二氧化碳保护焊喷嘴,通过高温不沾涂层对喷嘴进行保护,有效降低喷嘴表面的金属粘接度,提高了喷嘴的使用寿命。而且,喷嘴使用铝合金制作,重量更轻、成本更低、更美观。
附图说明
7.图1为二氧化碳保护焊喷嘴的工作原理图;
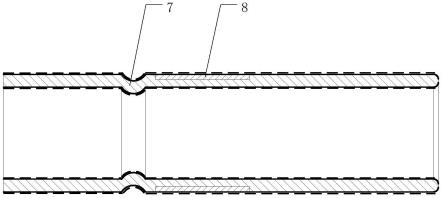
8.图2为本实用新型实施例中喷嘴的外观结构图;
9.图3为本实用新型实施例中直型喷嘴的剖面图(虚线表示涂层);
10.图4为本实用新型实施例中锥形喷嘴的剖面图(虚线表示涂层);
11.图5为本实用新型实施例中高温不沾涂层的示意图;
12.图6为基于本实用新型方案开发的六种型号喷嘴样品图。
13.附图标记
14.1、枪管接头;2、管体;3、分流器;4、导电嘴;5、焊丝;6、基材;7、分隔环线;8、防滑纹;9、高温不沾涂层。
具体实施方式
15.以下结合附图和实施例对本实用新型的技术方案作进一步说明。
16.如图1所示,枪管接头1内套合有气管,气管连接分流器3,分流器3下方又安装有导
电嘴4。焊接前,安装焊丝5并将喷嘴连接至枪管接头1,然后开启气泵。焊接时,分流器3向外喷射co2保护气体,保护气体在喷嘴的导流作用下,向基材6方向运动,从而在焊丝5周围形成气体膜层。
17.如图2-5所示的二氧化碳保护焊喷嘴,使用铝合金制作管体2,并在管体2内外表面涂覆高温不沾涂层9。管体2的管身上设置分隔环线7,以便于区分喷嘴方向。管体2位于分隔环线7后端部位设置内螺纹,内螺纹为粗螺纹,避免管体2锁死。管体2位于分隔环线7后端部位还可直接设置为卡接方式,如夹瓣、内凸点等形式,使用更方便。管体2位于分隔环线7前端部位外侧设置防滑纹8,以便于施加旋拧力。管体2的前端头可进一步设置为锥形,以使保护气体最大程度对焊丝5与基材6接触点(即熔池部位)进行保护。管体2的开口部位还进行打磨处理,以使管体2开口曲线更柔和。
18.本设计喷嘴,最主要在于涂层设计。涂层对喷嘴进行全方位覆盖。相比于陶瓷管等不沾设计,涂层方式更耐用、更易修复。本方案中高温不沾涂层9所用涂料选用高温硅酸盐溶液、纳米石墨、氧化锆、氧化钇等材料经过纳米超声分散、高温下合成等工序加工而成,长期耐温可达2000℃,不沾焊渣、不老化、不变色、涂层硬度高、耐冲击。
19.如图6所示,除涂层外,本方案的喷嘴外形可设置为多种形态。
20.以上是本实用新型的具体实施方式,但本实用新型的保护范围不应局限于此。任何熟悉本领域的技术人员在本实用新型所揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内,因此本实用新型的保护范围应以权利要求书所限定的保护范围为准。
技术特征:
1.二氧化碳保护焊喷嘴,其特征在于,包括铝合金管体,管体内外表面设置高温不沾涂层;铝合金管体的管身上设置分隔环线,铝合金管体位于分隔环线后端部位设置内螺纹,铝合金管体位于分隔环线前端部位外侧设置防滑纹。
技术总结
本实用新型公开了一种二氧化碳保护焊喷嘴,利用铝合金制作喷嘴的管体,并在管体表层涂覆高温不沾涂层;管体上设置分隔环线。管体位于分隔环线后端部位设置内螺纹,且螺纹为粗螺纹,以便于连接枪管接头;管体位于分隔环线前端部位外侧设置防滑纹,以便于施力。本实用新型采用上述喷嘴,能够保持喷嘴表面整洁度,且基本杜绝了喷嘴粘连金属飞溅物,提高了喷嘴使用寿命。使用寿命。使用寿命。
技术研发人员:李鹏浩
受保护的技术使用者:任丘冀隆焊接设备有限公司
技术研发日:2022.07.04
技术公布日:2022/9/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1