由金属制成的热轧材的处理的制作方法
1.本发明基于一种用于由金属制成的热轧材的处理过程,该热轧材在至少一个轧机机架中被轧制,并且然后在布置在该至少一个轧机机架的下游的冷却段中被冷却。
2.本发明还基于一种用于由金属制成的热轧材的处理设备,
‑‑
该处理设备具有至少一个轧机机架,在该轧机机架中轧制该轧材,
‑‑
该处理设备具有冷却段,该冷却段布置在轧机机架的下游,并且在其中冷却该轧材。
背景技术:
3.这种处理过程和相关的处理设备是众所周知的。尤其公知的是一种精轧机组,在该精轧机组中,轧制这种类型的扁平轧材,例如由钢或铝制成的轧材,精轧机组各自具有下游的冷却段,在该冷却段中设置轧材的冶金性能,并且因此设置轧材的机械性能。
4.在现有技术中,在这方面试图在轧机机组的最后一个轧机机架之后将冷却段布置成尽可能接近最后一个轧机机架,以使冷却能够尽快开始。在冷却段中,轧材的机械性能的设置通常通过从上方和下方施加数量被精确调整的水进行
‑
在特殊情形下,仅从上方或仅从下方施加水。尤其,重要的是轧材以尽可能精确正确的(随时间变化的)温度曲线冷却。这尤其影响轧材的晶粒结构。
技术实现要素:
5.本发明的目的是创建能够额外地影响轧材的晶粒结构的可能方式。
6.该目的通过具有权利要求1的特征的处理过程来实现。处理过程的有利设计是从属权利要求2至7的主题。
7.根据本发明,在开头处所提及的类型的处理过程的特征在于如下事实:借助于耦合设备将借助于声音发生器布置所产生的声音耦合到轧材中,使得至少在轧材的位于耦合设备附近的区域中形成驻声波。
8.驻声波在轧材的某些点处
‑
尤其是声波的所谓波腹所位于的任何点处
‑
导致扁平轧材以声波的频率进行机械移动(尽管很轻微)。在其他点处
‑
特别是驻声波的所谓节点所处的任何点处
‑
扁平轧材没有这样的移动。因此,轧材的波腹所处的点导致相对于轧材的节点所处的点的移动。这些相对移动影响晶粒尺寸的增加,准确地说,既影响晶粒尺寸增加的开始,也影响晶粒尺寸增加的速率。该过程类似于例如在三水合乙酸钠的情形中,三水合乙酸钠在远低于其熔点时保持液体状态,直到可以通过声音脉冲引发相转变为固体为止。通过选择驻声波的合适频率和合适振幅,能够因此对晶粒尺寸产生特定影响。根据需要,声音发生器布置可以具有单个声音发生器或若干声音发生器。声音发生器可以例如被设计为所谓的换能器。
9.声音优选地具有在mhz范围内或更高的频率。尤其,声音的传播速率在钢的情形中在大约5000m/s的范围内,在铝的情形中甚至高于6000m/s。因此,在假定的50mhz频率下,在
钢的情形中获得大约0.1mm的波长,在铝的情形中获得大约0.08mm的波长。在假定的500mhz频率下,波长对应地更短并且分别为大约10μm和大约8μm。晶粒尺寸也具有这样的数量级。
10.可能的是声音发生器布置不受控制
‑
可能除了用于将其打开和关闭的开关信号以外。然而,声音发生器布置优选地由控制设备馈送至少一个控制变量。在该情形中,声音发生器布置根据控制变量设置被耦合到轧材中的声音的特性量。因此,能够实现由驻声波引起的效果的特定设置。
11.特性量可以尤其是声音的频率和/或振幅和/或
‑
如果声音发生器布置具有若干声音发生器,其每个均将声音信号独立地耦合到轧材中
‑
声音发生器的声音信号相对于彼此的相位位置。
12.控制设备优选地根据冷却段之前的轧材的实际性能和/或根据轧材预期在冷却段之后具有的设置点性能来确定至少一个控制变量。轧材的温度和尺寸(例如,在扁平轧材的情形下其宽度和厚度)尤其作为冷却段之前的轧材的实际性能被考虑。扁平轧材的期望的机械或冶金或微晶性能尤其作为设置点性能被考虑。
13.理论上讲,可以通过气隙将产生的声音无接触地耦合到轧材中。然而,借助于涉及接触的器件的耦合接入具有显著更好的效率。可能的是耦合设备是冷却段之前的最后一个轧机机架的工作辊。在该情形中,处理过程的实施尤其简单,因为不需要额外的设备。备选地,可能的是耦合设备是布置在最后一个轧机机架与冷却段之间并且抵靠轧材放置的辊。这种设计的优点在于,耦合设备可以特别针对声音的耦合接入而优化。其他位置也可以适合于耦合接入声音,例如,在轧机机组的倒数第二个轧机机架与最后一个轧机机架之间的位置、在冷却段内的位置或在冷却段之后(可能在布置在冷却段的下游的卷材机之前)的位置。
14.轧材原则上可以具有任何期望的形状。然而,在许多情形中,轧材是扁平轧材,尤其是带材。
15.该目的还通过具有权利要求8的特征的处理设备来实现。处理设备的有利设计是从属权利要求9至14的主题。
16.根据本发明,设计了开头所提及的类型的处理设备:
‑‑
使得处理设备具有声音发生器布置,借助于该声音发生器布置产生声音;以及
‑‑
使得处理设备具有耦合设备,借助该耦合设备,借助于声音发生器布置产生的声音被耦合到轧材中,使得至少在轧材的位于耦合设备附近的区域中形成驻声波。
17.因此可以实现的优点与处理过程的优点对应。
18.处理设备的有利设计对应于处理过程的设计。利用这些可以实现的优点也与在处理过程的设计的情形中的优点相同。
附图说明
19.结合示例性实施例的以下描述,在上文中描述的本发明的性能、特征和优点以及实现它们的方式变得更加清楚和更易理解,将结合示意性示出的附图更详细地解释示例性实施例,在附图中:图1示出轧材的处理设备,图2示出图1的处理设备的设计,
图3示出图1的处理设备的另一种设计,图4示出扁平轧材的一部分,以及图5示出控制设备和声音发生器布置。
具体实施方式
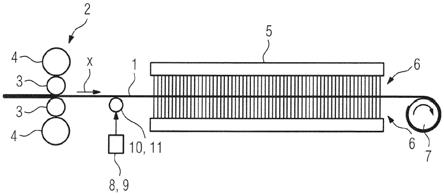
20.根据图1,由金属制成的热轧材1在轧机机架2中被轧制。热轧材1沿着运输方向x上运动穿过轧机机架2。热轧材1可以例如由钢组成。在该情形中,热轧材1离开轧机机架2时的温度t通常在750℃与900℃之间。备选地,热轧材1可以由铝组成。在该情形中,热轧材1离开轧机机架2时的温度t通常在300℃与400℃之间。热轧材1也可以由某种其他金属组成,例如铜,该金属在该情形中处于特定于材料的温度。
21.通常,在图2所示的轧机机架2中轧制之前,热轧材1在布置于轧机机架2上游的另外的轧机机架中被轧制。另外的轧机机架未包括在图1中。
22.热轧材1原则上可以具有任何期望的横截面。在许多情形中,热轧材1是扁平轧材,尤其是带材。因此,轧机机架2被形成为用于轧制扁平轧材1的轧机机架。尤其,在该情形中,轧机机架2可以除了其工作辊3之外还具有支撑辊4。
23.在轧机机架2中轧制之后,轧材1继续沿着运输方向x输送,并且因此运动穿过布置在轧机机架2下游的冷却段5。如果热轧材1是扁平轧材,则冷却段5被形成为用于冷却扁平轧材1的冷却段。在冷却段5中,通过被施加到轧材1上的液体冷却介质6(通常是水)来冷却轧材1。以对应于图1中的图示的方式,通常从不止一侧施加冷却介质6,例如,在扁平轧材的情形下,既从上方又从下方施加冷却介质。然而原则上也可以仅从一侧进行冷却,例如在扁平轧材的情形中,仅从上方或仅从下方进行冷却。在冷却段5之后,热轧材1处于比在冷却段5之前的温度低得多的温度。例如,在钢的情形中,温度可以降低到大约300℃。
24.可以在冷却段5的下游布置另外的设备,例如卷材机7,如果轧材1是带材,则借助于该卷材机7将轧材1卷起来。
25.借助于声音发生器布置8产生声音。为此目的,声音发生器布置8具有若干声音发生器9,例如换能器。声音借助于耦合设备10耦合到热轧材1中。以对应于图2中的图示的方式,耦合设备10可以例如是辊11,其布置在轧机机架2和冷却段5之间并且抵靠热轧材1放置。备选地,以对应于图3中的图示的方式,耦合设备10可以是最后一个轧机机架2的工作辊3。此外,类似地,可以在其他位置处将声音耦合到热轧材1中。尤其也可以在轧机机架2之前、在冷却段5中或者在冷却段5之后耦合接入。
26.耦合接入的声音具有的效果是:至少在热轧材1的位于将声音耦合到热轧材1中的位置附近的区域中形成驻声波。图4以举例的方式示出了对于扁平轧材的情形。图4中所描绘的线和圆圈旨在指示驻声波的节点所处的那些位置,在那些位置处由于相消干涉而因此导致发生声波的消失。在那些位置之间是声波未消失的位置,尤其是在一些位置处,由于相长干涉而使声波最大。
27.在许多情形下,将声音耦合到热轧材1中的位置被选择成使得至少在轧机机架2与冷却段5的进入区域之间形成驻声波。然而,在一些情形中,其他位置也可能是合适的。
28.声波具有影响热轧材1的显微结构转变的效果。尤其,耦合接入的声音的频率f越大且因此驻声波的频率也越大,则显微结构都变成更细小的晶粒。因此,耦合接入的声音的
频率f应该位于mhz范围内或更高,或者声音发生器布置8应当对应地形成以对应于这样的频率。
29.声音发生器布置8优选地被形成为能够被设置的声音发生器设置。在该情形中,以对应于图5中的图示的方式,声音发生器布置8可以由处理设备的控制设备12馈送至少一个控制变量c。在该情形中,声音发生器布置8根据控制变量c设置耦合到热轧材1中的声音的特性量f、a、。
30.例如,以对应于图5中的图示的方式,控制设备12可以借助于控制变量c向声音发生器布置8指定声音将具有哪个频率f。作为备选或额外地,控制设备12可以借助于另一控制变量c向声音发生器布置8指定声音将具有哪个振幅a。以对应于图5中的图示的方式,如果声音发生器布置8具有若干声音发生器9,其每个均独立地将声音信号s耦合到热轧材1中,则可能地可以借助于相应的控制信号c为相应的声音发生器9单独指定振幅a。在存在若干声音发生器9的情形中,控制设备12还可以进一步借助于相应的控制变量c为声音发生器布置8的声音发生器9指定声音发生器9的声音信号s相对于彼此的相位位置
‑
在此再次作为备选或额外于频率f和/或振幅a的影响。相反,频率f对于所有声音发生器9大体相同。
31.至少一个控制变量c可以根据需要由控制设备12确定。例如,可以将冷却段5之前的热轧材1的实际性能p指定给控制设备12。热轧材1在冷却段5之前的实际性能p可以例如是其温度t和/或至少一个几何尺寸,尤其在扁平轧材的情形中是其宽度b或厚度d(还参见图1和图4)。作为备选或额外地,也可以向控制设备12指定热轧材1在冷却段5之后预期具有的设置点性能p*。设置点性能p*可以例如是期望的机械性能,诸如拉伸强度、伸长极限、断裂极限等,或者是微晶性能,诸如例如贝氏体、马氏体等的占比。在该情形中,控制设备12根据为其指定的性能p、p*确定控制变量c。
32.本发明具有许多优点。尤其,当冷却热轧材1时,可能很容易独立于冷却而额外影响显微结构转变。轧材1的显微结构性能可以被改善、被更精确地设置,并且特别是被制造地更均匀。冷却段5的结构可以被简化。距最后一个轧机机架2的距离可以毫无问题地增加。
33.尽管本发明已经通过优选的示例性实施例被更加具体地示出并且进行了详细的描述,但是本发明并不限于所公开的示例,并且本领域技术人员可以从中得出其他变型,而不脱离本发明的保护范围。
34.附图标记1
ꢀꢀꢀ
轧材2
ꢀꢀꢀ
轧机机架3
ꢀꢀꢀ
工作辊4
ꢀꢀꢀ
支撑辊5
ꢀꢀꢀ
冷却段6
ꢀꢀꢀ
冷却介质7
ꢀꢀꢀ
卷材机8
ꢀꢀꢀ
声音发生器布置9
ꢀꢀꢀ
声音发生器10
ꢀꢀ
耦合设备11
ꢀꢀ
辊
12
ꢀꢀ
控制设备a
ꢀꢀꢀ
振幅b
ꢀꢀꢀ
宽度c
ꢀꢀꢀ
控制变量d
ꢀꢀꢀ
厚度f
ꢀꢀꢀ
频率p
ꢀꢀꢀ
实际性能p*
ꢀꢀ
设置点性能s
ꢀꢀꢀ
声音信号t
ꢀꢀꢀ
温度x
ꢀꢀꢀ
运输方向
ꢀꢀ
相位位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1