一种控制冷轧辊表面短划伤的磨削方法与流程
[0001]
本发明属于冷轧产品生产加工技术领域,具体涉及一种控制冷轧辊表面短划伤的磨削方法。
背景技术:
[0002]
在冷轧板的生产过程中,轧辊表面形貌都会复印到板面上而影响表面质量。为减少轧辊表面缺陷对冷轧板的影响,越来越多的生产厂采用更高硬度cr5锻钢或高速钢等材料制备轧辊,辊面表面粗糙度能够达到ra 0.5um-0.8um,甚至更低。轧辊表面除了无刀花、无振痕、无烧伤等缺陷,对砂轮磨削产生的划痕也提出精确要求,一般称此缺陷为“短划伤”。该缺陷从微观上看就是磨粒划擦辊面产生,只能尽量减少短划伤的数量和大小,以达到最终板面要求(划伤长度≤4mm,个数≤1个/m)。
[0003]
短划伤产生的原因一是砂轮颗粒不均匀或单颗磨粒过大、磨料过于锋利,在精磨的过程中划伤辊面导致磨削时划伤辊面;二是磨削液中杂渣过多或脱落的磨粒附着在砂轮表面,而划伤辊面。
[0004]
冷轧辊材质主要为cr3、cr5锻钢或高速钢等,辊面硬度高达90hsd以上。根据冷轧辊材质和磨削要求,目前主要使用白刚玉树脂型砂轮,磨料为白色、高纯al203刚玉结晶,切削能力强,适于加工淬火钢、螺纹磨、齿轮磨等;树脂结合剂优点是强度高、弹性好,多用于切断、开槽及主轴平磨,但耐热性差;气孔率小、易糊塞;磨损快,易失去廓形,耐腐蚀性差。
[0005]
现有技术通过选择不同磨料、结合剂的砂轮或优化磨削工艺及磨削参数等方法可以提高辊面尺寸精度,降低板面粗糙度,但工作效率低且未有效遏制辊面短划伤缺陷,无法满足高精度表面轧制的需要。
技术实现要素:
[0006]
鉴于上述问题,本发明提供克服上述问题或者至少部分地解决上述问题的一种控制冷轧辊表面短划伤的磨削方法。
[0007]
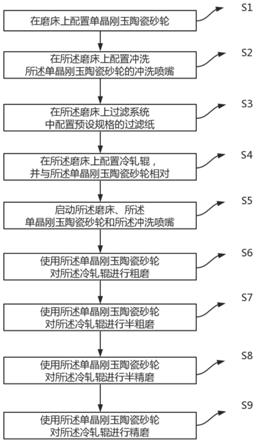
为解决上述技术问题,本发明提供了一种控制冷轧辊表面短划伤的磨削方法,所述方法包括:
[0008]
在磨床上配置单晶刚玉陶瓷砂轮;
[0009]
在所述磨床上配置冲洗所述单晶刚玉陶瓷砂轮的冲洗喷嘴;
[0010]
在所述磨床上过滤系统中配置预设规格的过滤纸;
[0011]
在所述磨床上配置冷轧辊,并与所述单晶刚玉陶瓷砂轮相对;
[0012]
启动所述磨床、所述单晶刚玉陶瓷砂轮和所述冲洗喷嘴;
[0013]
使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行粗磨;
[0014]
使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半粗磨;
[0015]
使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半精磨;
[0016]
使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行精磨。
[0017]
优选地,所述过滤纸的过滤精度为20-60um,保留粒子数为20-40um。
[0018]
优选地,所述使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行粗磨时,所述单晶刚玉陶瓷砂轮的转速为12-20r/m,所述磨床的横移速度为1600-2600mm/min,所述冷轧辊的转速为30-60r/m,磨削进给量在0.05mm内,所述单晶刚玉陶瓷砂轮的电流为26a-34a。
[0019]
优选地,所述使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半粗磨时,所述单晶刚玉陶瓷砂轮的转速为16-20r/m,所述磨床的横移速度为1200-1600mm/min,所述冷轧辊的转速为30-60r/m,磨削进给量在0.05mm内,所述单晶刚玉陶瓷砂轮的电流为26a-34a。
[0020]
优选地,所述使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半精磨时,所述单晶刚玉陶瓷砂轮的转速为12-20r/m,所述磨床的横移速度为800-1200mm/min,所述冷轧辊的转速为30-60r/m,磨削进给量在0.01mm内,所述单晶刚玉陶瓷砂轮的电流为8a-12a。
[0021]
优选地,所述磨削道次为3-4道次。
[0022]
优选地,所述使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行精磨时,所述单晶刚玉陶瓷砂轮的转速为12-16r/m,所述磨床的横移速度为400-800mm/min,所述冷轧辊的转速为60-70r/m,磨削进给量在0.005mm内,所述单晶刚玉陶瓷砂轮的电流为6-10a,磨削3-4道次。
[0023]
优选地,在所述使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行精磨之后还包括:使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行抛光。
[0024]
优选地,所述使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行抛光时,所述单晶刚玉陶瓷砂轮的转速为18-20r/m,所述磨床的横移速度为200-400mm/min,所述冷轧辊的转速为60-70r/m,磨削进给量在0.002mm内,所述单晶刚玉陶瓷砂轮的电流为8-12a。
[0025]
优选地,所述磨削道次为3-4道次。
[0026]
本发明实施例中的一个或多个技术方案,至少具有如下技术效果或优点:
[0027]
本申请提供的一种控制冷轧辊表面短划伤的磨削方法,使用单晶刚玉陶瓷砂轮对冷轧辊进行磨削,在磨削过程中对砂轮进行冲洗,以及提高磨削液的过滤精度,保证磨削液内杂质颗粒数及大小,可有效提高辊面尺寸精度,降低表面粗糙度,遏制辊面短划伤缺陷,能快速有效满足高精度表面轧制的需要。
附图说明
[0028]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
[0029]
图1是本发明实施例提供的一种控制冷轧辊表面短划伤的磨削方法的流程示意图;
[0030]
图2是现有技术中使用树脂砂轮磨削得到的冷轧辊的表面示意图;
[0031]
图3是使用本发明实施例提供的一种控制冷轧辊表面短划伤的磨削方法得到的冷轧辊的表面示意图。
具体实施方式
[0032]
下文将结合具体实施方式和实施例,具体阐述本发明,本发明的优点和各种效果将由此更加清楚地呈现。本领域技术人员应理解,这些具体实施方式和实施例是用于说明本发明,而非限制本发明。
[0033]
在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。
[0034]
除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等,均可通过市场购买得到或者可通过现有方法制备得到。
[0035]
如图1,在本申请实施例中,本申请提供了一种控制冷轧辊表面短划伤的磨削方法,所述方法包括:
[0036]
s1:在磨床上配置单晶刚玉陶瓷砂轮;
[0037]
s2:在所述磨床上配置冲洗所述单晶刚玉陶瓷砂轮的冲洗喷嘴;
[0038]
s3:在所述磨床上过滤系统中配置预设规格的过滤纸;
[0039]
s4:在所述磨床上配置冷轧辊,并与所述单晶刚玉陶瓷砂轮相对;
[0040]
s5:启动所述磨床、所述单晶刚玉陶瓷砂轮和所述冲洗喷嘴;
[0041]
s6:使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行粗磨;
[0042]
s7:使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半粗磨;
[0043]
s8:使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半精磨;
[0044]
s9:使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行精磨。
[0045]
在本申请实施例中,步骤s1中使用的单晶刚玉陶瓷砂轮中,陶瓷砂轮的结合剂是粘土和长石,烧制温度高,化学成分稳定、耐热、耐水、强度大,主要用于精磨。单晶刚玉的颗粒是单晶体,强度、韧性好,在最终的精磨阶段在磨削区的表现为“揉”,而其它磨料表现出来的是“刮”,单晶刚玉在冷轧辊表面产生短划伤短划的可能性较小。故而本发明通过采用单晶刚玉陶瓷砂轮来减少冷轧辊表面短划伤。
[0046]
在本申请实施例中,步骤s2中的冲洗喷嘴可以对单晶刚玉陶瓷砂轮进行冲洗,喷嘴可以在磨削进行的过程中不断地喷出磨削液清洗砂轮,从而减少辊面产生短划伤的可能性。
[0047]
在本申请实施例中,步骤s3中过滤系统中的过滤纸的过滤精度为20-60um,保留粒子数为20-40um。此过滤纸提高了对磨削液的过滤,从而可以尽可能多地过滤出磨削液中渣夹、磨粒等物质,避免当磨削液作用于砂轮与轧辊上时,此类颗粒夹在砂轮与轧辊的磨削区中产生划伤。
[0048]
在本申请实施例中,步骤s6中的使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行粗磨时,所述单晶刚玉陶瓷砂轮的转速为12-20r/m,所述磨床的横移速度为1600-2600mm/min,所述冷轧辊的转速为30-60r/m,磨削进给量在0.05mm内,所述单晶刚玉陶瓷砂轮的电流为26a-34a。
[0049]
在本申请实施例中,步骤s7中的使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半粗磨时,所述单晶刚玉陶瓷砂轮的转速为16-20r/m,所述磨床的横移速度为1200-1600mm/min,所述冷轧辊的转速为30-60r/m,磨削进给量在0.05mm内,所述单晶刚玉陶瓷砂轮的电
流为26a-34a。
[0050]
在本申请实施例中,当使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行粗磨和半粗磨时,可以根据辊面状况调整磨削道次,确保快速去除轧辊表面疲劳层和缺陷。
[0051]
在本申请实施例中,步骤s8中的使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半精磨时,所述单晶刚玉陶瓷砂轮的转速为12-20r/m,所述磨床的横移速度为800-1200mm/min,所述冷轧辊的转速为30-60r/m,磨削进给量在0.01mm内,所述单晶刚玉陶瓷砂轮的电流为8a-12a。磨削3-4道次。
[0052]
在本申请实施例中,通过使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行半精磨,可以减少轧辊在粗磨阶段产生的磨痕,保证辊面无刀花、振痕等缺陷。
[0053]
在本申请实施例中,步骤s9中的使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行精磨时,所述单晶刚玉陶瓷砂轮的转速为12-16r/m,所述磨床的横移速度为400-800mm/min,所述冷轧辊的转速为60-70r/m,磨削进给量在0.005mm内,所述单晶刚玉陶瓷砂轮的电流为6-10a,磨削3-4道次。
[0054]
在本申请实施例中,通过使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行精磨,可以进一步减少轧辊在半精磨阶段产生的磨痕,确保辊面粗糙度控制在0.3-0.6um之间。
[0055]
在本申请实施例中,在步骤s9中的使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行精磨之后还包括:使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行抛光。通过对冷轧辊进行抛光,可以进一步减少轧辊在精磨阶段产生的磨痕。
[0056]
在本申请实施例中,所述使用所述单晶刚玉陶瓷砂轮对所述冷轧辊进行抛光时,所述单晶刚玉陶瓷砂轮的转速为18-20r/m,所述磨床的横移速度为200-400mm/min,所述冷轧辊的转速为60-70r/m,磨削进给量在0.002mm内,所述单晶刚玉陶瓷砂轮的电流为8-12a,磨削3-4道次。
[0057]
下面采用实施例对本申请提供的一种控制冷轧辊表面短划伤的磨削方法进行具体说明。
[0058]
在pomini生产制造的hd 478-3-8*4880磨床上配置泰利莱树脂砂轮(型号为:575a601g6b0150),使用此磨床对冷轧辊进行磨削,得到如图2所示的冷轧辊。磨削程序如下:
[0059]
表1:树脂砂轮磨削程序
[0060]
[0061][0062]
在pomini生产制造的hd 478-3-8*4880磨床上配置泰利莱陶瓷砂轮(型号为:10a1001g7av23),同时在磨床上配置冲洗秦利莱陶瓷砂轮的冲洗喷嘴,更换磨床上过滤系统中配置的过滤纸(过滤精度为20-60um,保留粒子数为20-40um),使用此磨床对冷轧辊进行磨削,得到如图3所示的冷轧辊。磨削程序如下:
[0063]
表2:陶瓷砂轮磨削程序
[0064][0065]
表1和表2中,程序1中粗磨道次和进给量是根据该轧辊使用情况和表面状况决定的,以去除辊面老化层及压坑等大缺陷目的,操作者可根据轧辊表面情况和磨床设备状况以节约成本和时间为目的选择道次多少和进给量大小,因此对程序1粗磨的道次和进给量未做确认。
[0066]
从图2和3可以明显看到,使用本申请提供的一种控制冷轧辊表面短划伤的磨削方法得到的冷轧辊表面产生的短划伤更少。
[0067]
本申请提供的一种控制冷轧辊表面短划伤的磨削方法,使用单晶刚玉陶瓷砂轮对冷轧辊进行磨削,在磨削过程中对砂轮进行冲洗,以及提高磨削液的过滤精度,保证磨削液内杂质颗粒数及大小,可有效提高辊面尺寸精度,降低表面粗糙度,遏制辊面短划伤缺陷,能快速有效满足高精度表面轧制的需要。
[0068]
最后,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的
要素。
[0069]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0070]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1