一种高性能结构件的固态复合增材的制造方法与流程
[0001]
本发明涉及金属塑性成形技术领域,具体涉及一种高性能结构件的固态复合增材的制造方法。
背景技术:
[0002]
现有的增材制造方法,一般只能应用于一些具有良好焊接性的特定金属。对于焊接性不好的材料,在增材制造过程中,容易产生组织不均匀、热裂纹、孔洞等冶金缺陷,导致性能不可接受或不可预见。在增材制造的固化过程中,初始平衡相首先从液态金属中析出,温度的骤然降低,在固液界面上形成枝晶,容易产生孔洞,导致结构件的力学性能不均匀。另外,在固化过程中,由于热接触和相邻材料的热不匹配,容易产生热裂纹。零件成形后的非均匀温度场也会产生很大的热残余应力,会导致零件变形和翘曲。在成形不同层时,会受到加热和冷却的循环热梯度作用,从而导致不可预见或不可避免的缺陷,这些问题严重限制了增材制造的适用材料范围。
[0003]
在固态条件下进行增材制造,避免了金属材料的熔覆,降低了凝固过程中的热温度梯度,可以有效地避免各种冶金缺陷。常用的固态增材制造方法有两种,一种是meld公司的搅拌摩擦增材制造技术,搅拌摩擦增材制造技术在固态条件下实现变形和连接,成形后也不需要耗时的后续处理,例如热等静压工艺,或者是烧结来提高其性能,几乎适用于各种金属材料,包括各种铝合金。然而,搅拌摩擦增材制造的主要问题和不足是在成形过程中,搅拌头和材料之间要发生剧烈的摩擦,这种剧烈的摩擦很容易导致搅拌头剧烈磨损,在成形后的零部件中会引入硬质夹杂,导致零部件的力学性能,特别是疲劳性能大大降低。超声增材制造方法(uam,ultrasonicadditive manufacturing)是另一种固态增材制造方法,这种方法采用超声焊接实现层间金属的连接,对环境和模具的要求比较低,是一种环境友好的金属成形方法。但是uam方法一般只能连接箔材,制造效率受到每层可焊接厚度的影响。另一个问题是粗糙的箔材表面很容易导致成形后零件在层间连接时形成层间孔洞。
[0004]
因此,发明人提供了一种高性能结构件的固态复合增材的制造方法。
技术实现要素:
[0005]
(1)要解决的技术问题
[0006]
本发明实施例提供了一种高性能结构件的固态复合增材的制造方法,通过在材料熔化温度之下,先经过预处理后,再通过挤压和轧制压力连接的方法实现增材制造,通过固态复合增材将铸态金属材料直接成形出具有热机械加工组织的结构件,解决了固态增材制造中因容易在结构件中引入高密度夹杂而导致结构件力学性能降低的技术问题。
[0007]
(2)技术方案
[0008]
本发明的实施例提供了一种高性能结构件的固态复合增材的制造方法,该方法包括以下步骤:
[0009]
加热固态复合增材的铸造的棒状原材料至固溶温度;
[0010]
将固溶后的固态复合增材的棒状原材料装入挤压模具并挤压成形为设定形状;
[0011]
将挤压成形后的固态复合增材的原材料通过轧制的方法按照轨迹逐层铺覆到基板上,形成固态复合增材的预制坯;
[0012]
预制坯经过数控加工获得金属零件。
[0013]
进一步地,固溶温度为0.3t
m
~0.75t
m
,其中,t
m
为固态复合增材的原材料的熔点。
[0014]
进一步地,将固溶后的固态复合增材的棒状原材料装入挤压模具并挤压成形为设定形状,具体为:
[0015]
在真空环境下或氩气环境下,通过挤压头和挤压模具对固溶后的固态复合增材的原材料施加侧向挤压;其中,侧向挤压的挤压比为5~15。
[0016]
进一步地,将挤压成形后的固态复合增材的原材料通过轧制的方法按照轨迹逐层铺覆到基板上,形成固态复合增材的预制坯,具体包括如下步骤:
[0017]
在设定温度和设定变形量的条件下,通过轧辊或冲头对挤压成形后的固态复合增材的原材料施加压力;
[0018]
当挤压成形后的固态复合增材的原材料与基板连接在一起后,按照轨迹逐层叠放挤压成形后的固态复合增材的原材料以形成固态复合增材的预制坯。
[0019]
进一步地,设定温度为室温至0.75t
m
,其中,t
m
为固态复合增材的原材料的熔点。
[0020]
进一步地,设定变形量为15%~60%。
[0021]
进一步地,通过轧辊对挤压成形后的固态复合增材的原材料施加压力时采用两个对称轧辊的一体化压力连接。
[0022]
进一步地,按照轨迹逐层叠放挤压成形后的固态复合增材的原材料以形成固态复合增材的预制坯后,还包括:
[0023]
对成形后的固态复合增材的预制坯进行后续热处理。
[0024]
(3)有益效果
[0025]
综上,本发明通过在材料熔化温度之下,先经过预处理后,再通过挤压和轧制压力连接的方法实现增材制造,可以通过转角挤压成形实现细化晶粒,破碎表面的氧化膜,通过轧制等压力连接方法实现层间金属的连接,通过固态复合增材将铸态金属材料直接成形出具有均匀热机械加工组织的结构件,解决了固态增材制造中因容易在结构件中引入高密度夹杂而导致结构件力学性能降低的技术问题,消除了冶金缺陷,具有良好的强度、塑性和韧性,以及抗疲劳性能,特别适用于难焊接材料。
附图说明
[0026]
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0027]
图1是本发明实施例提供的一种高性能结构件的固态复合增材的制造方法的流程示意图;
[0028]
图2是本发明实施例提供的一种高性能结构件的固态复合增材的制造原理图;
[0029]
图3是本发明实施例提供的另一高性能结构件的固态复合增材的制造原理图。
[0030]
图中:
[0031]
1-挤压头;2-棒材原材料;3-挤压模具;4-窄带;5-轧辊;6-预制坯;7-基板。
具体实施方式
[0032]
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
[0033]
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本申请。
[0034]
常用的金属增材制造方法主要包括:激光选区熔覆(slm,selective laser melting),电子束熔覆(ebm,electron beam melting),激光选区烧结(sls,selective laser sintering),激光熔化沉积(lmd,laser melting deposition),电弧增材制造(waam,wirearcadditive manufacturing),等离子增材制造(paw,plasmaadditive manufacturing)。这些增材制造方法一般都是采用热源,将金属粉末或丝材熔覆,然后固化成形出设计的几何外形,在成形过程中,都存在一个液态向固态的转变过程,温度梯度较大。
[0035]
现有以熔覆为基础的增材制造方法存在一些不足:
[0036]
以金属熔覆为基础的增材制造方法,金属熔化后沉积形成的单一铸态组织,不能根据不同的需求获得不同的组织状态,满足对性能的多种需求,还不能用于制造飞机框体、起落架和发动机的转子等关键部件;
[0037]
以高能束为热源的增材制造技术的成本高昂,设备尺寸大,成形效率有待提高。
[0038]
现有以固态摩擦焊为基础的增材制造方法也存在一些不足:
[0039]
基于搅拌摩擦焊的增材制造技术,需要依靠搅拌头对材料进行搅拌摩擦变形和连接,对搅拌头磨损严重,很容易在结构件中引入高密度夹杂,导致结构件力学性能,特别是疲劳性能降低;
[0040]
采用线性摩擦焊的增材制造技术对设备要求高,难于按照轨迹逐点、逐行成形出具有一定复杂形状的结构件。
[0041]
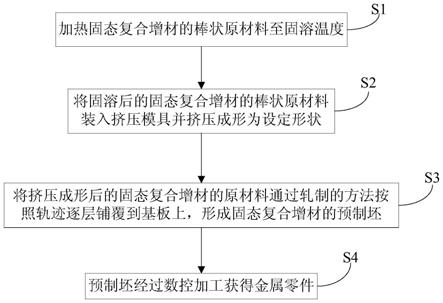
图1是本发明实施例提供的一种高性能结构件的固态复合增材的制造方法的流程示意图,如图1所示,该方法包括以下步骤:
[0042]
s1、加热固态复合增材的原材料至固溶温度。
[0043]
本步骤中,原材料可以采用铸造材料或者是任何适用的材料形式,加热到固溶温度,一般是0.3-0.75t
m
,其中t
m
是材料的熔点。
[0044]
s2、将固溶后的固态复合增材的棒状原材料装入挤压模具并挤压成形为设定形状。
[0045]
本步骤中,固溶后的材料,装入挤压模具中,根据构件的需要,将原材料挤压成形为一定的形状。一般来说挤压成为窄带或窄板,然后将其铺覆到先前已成形的层上面。
[0046]
s3、将挤压成形后的固态复合增材的原材料通过轧制的方法按照轨迹逐层铺覆到基板上,形成固态复合增材的预制坯。
[0047]
s4、预制坯经过数控加工获得金属零件。
[0048]
本步骤中,沿着设定的轨迹,采用压力连接实现窄带或窄板的连接。在一定的温度区间(室温-0.75t
m
温度区间)和变形量条件下,挤压成形后的材料通过一个或两个轧辊,或者是冲头,实现层间金属材料的连接。
[0049]
作为一种优选的实施方式,在步骤s1中,固溶温度为0.3t
m
~0.75t
m
,其中,t
m
为固态复合增材的棒状原材料的熔点。
[0050]
作为一种优选的实施方式,在步骤s2中,将固溶后的固态复合增材的棒状原材料装入挤压模具并挤压成形为设定形状,具体为:
[0051]
在真空环境下或氩气环境下,通过挤压头和挤压模具对固溶后的固态复合增材的原材料施加侧向挤压;其中,侧向挤压的挤压比为5~15。
[0052]
作为一种优选的实施方式,在步骤s3中,将挤压成形后的固态复合增材的原材料通过轧制等压力连接方法按照轨迹逐层铺覆到基板上,形成固态复合增材的预制坯,具体包括如下步骤:
[0053]
s301、在设定温度和设定变形量的条件下,通过轧辊或冲头对挤压成形后的固态复合增材的原材料施加压力;
[0054]
s302、当挤压成形后的固态复合增材的原材料与基板连接在一起后,按照轨迹逐层叠放挤压成形后的固态复合增材的原材料以形成固态复合增材的预制坯。
[0055]
s303、预制坯经过数控加工获得金属零件。
[0056]
作为一种优选的实施方式,在步骤s3中,设定温度为室温至0.75t
m
,其中,t
m
为固态复合增材的原材料的熔点。
[0057]
作为一种优选的实施方式,在步骤s3中,设定变形量为15%~60%。
[0058]
作为一种优选的实施方式,在步骤s3中,通过轧辊对挤压成形后的固态复合增材的原材料施加压力时采用两个对称轧辊的一体化压力连接。
[0059]
作为一种优选的实施方式,按照轨迹逐层叠放挤压成形后的固态复合增材的棒状原材料以形成固态复合增材的预制坯后,还包括:
[0060]
s4、对成形后的固态复合增材的预制坯进行后续热处理。
[0061]
本步骤中,对成形后的零件在空气或氩气环境下进行冷却,或者是进行其他后续热处理。
[0062]
相比于现有技术,本发明具有如下优点:
[0063]
1.使得增材制造后的工程材料具有均匀的组织状态,消除了热(不是热缺陷,而是冶金缺陷)缺陷,特别适用于难焊接材料,例如铝合金、镁合金、钛合金、镍合金和金属间化合物等;
[0064]
2.细化晶粒尺寸,提高结构完整性。挤压成形和压力连接工艺过程,可以剧烈地细化原材料的晶粒,多个轧辊施加的压应力可以降低材料反复加热冷却时产生的残余应力,从而使增材制造零件具有更好的结构完整性;
[0065]
3.提高结合强度。压力连接前的预处理可以有效细化材料的微观组织,更重要的是可以破坏自由表面的氧化层,从而显著提高层间材料的结合强度;
[0066]
4.成形自由度高。采用两个对称轧辊的一体化压力连接,可以实现双向运动轨迹,提高了增材制造的效率;
[0067]
5.原材料成本低廉。原材料可以是各种尺寸的铸锭、锻块等,降低了对原材料的限制,与粉末相比,大大降低了原料成本。
[0068]
下面以具体实施例对本发明进行详细说明
[0069]
实施例1
[0070]
研究了压力连接对固态成形材料结合强度和微观组织的可行性和有效性,以铝合金为例进行了压力连接试验,通过轧制施加压力来实现连接:
[0071]
1.将7075铝合金棒状原材料2装填入挤压模具3中,对真空室抽真空或者用高纯氩气对手套箱中的空气进行置换,原料被加热至450℃~500℃;
[0072]
2.通过挤压头1和挤压模具3对预热后的棒状原材料施加侧向挤压,在侧向挤压成形过程中,挤压比为5~15,对棒状原料施加了剪切应力,可以破碎氧化膜,显著地细化晶粒,在氩气环境下或真空环境下进行工作,在整个成形过程中,氧化膜破碎的表面不会产生新的氧化膜;
[0073]
3.挤压后的窄带4通过侧向挤压方法获得,挤压后的窄带4的横截面尺寸为:2mm~5mm(厚)
×
5mm~15mm(宽),轧辊5紧跟在铺覆的窄带后面,通过施加压力实现层间连接,轧制变形量为15%~60%,在这个过程中,动态的预制坯界面和挤压后的窄带4的界面将会被轧辊5加热;
[0074]
4.窄带和基板7或者是预制坯6通过轧制过程中施加的塑性变形来实现连接,当挤压后的窄带4与基板7连接在一起后,就实现了单层材料的沉积,新的一层将会在已连接的层上面继续铺层;
[0075]
5.挤压后的窄带4被裁断,基板7下降单层厚度的距离,然后反向运动,到达与上一层起始点y值的位置,在返回起始点的过程中挤压成形暂时停止,然后,重复上一个过程,增材制造加工头将继续挤压成形棒状原材料2,实现了挤压后的窄带4与上一层之间的连接,这样就成形出一个多层的零件;当成形预制坯6时,沉积路径和压力连接速度受计算机控制,来重复以上过程,成形后预制坯6在空气或氩气环境下下进行冷却,最后进行后续的热处理。
[0076]
实施例2
[0077]
研究了压力连接对固态成形材料结合强度和微观组织的可行性和有效性,以铝合金为例进行了压力连接试验,通过轧制施加压力来实现连接:
[0078]
1.将7075铝合金棒状原材料2装填入挤压模具3中,对真空室抽真空或者用高纯氩气对手套箱中的空气进行置换,原料被加热至450℃~500℃;
[0079]
2.通过挤压头1和挤压模具3对预热后的棒状原材料施加侧向挤压,在侧向挤压成形过程中,挤压比为5~15,对棒状原料施加了剪切应力,可以破碎氧化膜,显著地细化晶粒;在氩气环境下或真空环境下进行工作,在整个成形过程中,氧化膜破碎的表面不会产生新的氧化膜;
[0080]
3.挤压后的窄带4通过侧向挤压方法获得,挤压后的窄带4的横截面尺寸为:2mm~5mm(厚)
×
5mm~15mm(宽),轧辊5紧跟在铺覆的窄带4后面,通过施加压力实现层间连接,轧制变形量为15%~60%。
[0081]
4.窄带和基板7或者是预制坯6通过轧制过程中施加的塑性变形来实现连接;当挤压后的窄带4与基板7连接在一起后,就实现了单层材料的沉积,新的一层将会在已连接的
层上面继续铺层;
[0082]
5.挤压后的窄带4不被裁断,基板7下降单层厚度的距离,然后反向运动,到达与上一层起始点y值的位置,在返回起始点的过程中挤压/轧制成形不会停止,这样挤压后的窄带4就会连续地通过轧制变形与上一层连接在一起,重复上述过程,就会成形出一个多层的零件,最后位置连接的窄带4被裁断,成形后预制坯6在空气或氩气环境下进行冷却,最后进行后续的热处理。
[0083]
需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
[0084]
以上仅为本申请的实施例而已,并不限制于本申请。在不脱离本发明的范围的情况下对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1