汽车运输铁水一包到底全程加盖保温方法与流程
[0001]
本发明属于钢铁冶金技术领域,具体涉及一种汽车运输铁水一包到底全程加盖保温方法。
背景技术:
[0002]
目前铁包运输过程中铁水包要么没有加盖保温,要么仅在运输车辆上设计了加盖保温,很难做到从出铁到兑铁全程加盖保温,铁水温降不是最小。而汽车运输铁水一包到底生产工艺,出铁位空间紧凑,铁包需要在不同方向实现兑铁翻铁,使其具有大小包嘴高低结构设计,普通结构包盖无法实现带盖兑铁翻铁,这样就更难实现从出铁到兑铁或铸铁,空包再出铁的真正全流程加盖保温,主要原因有:
[0003]
1.汽车运输铁水一包到底生产工艺中,由于兑铁位空间紧凑,很难在出铁位铁包包盖提升实现加盖揭盖;
[0004]
2.具有大小包嘴高低结构设计的铁包很难实现靠铁水运输车驱动包盖实现自动加盖揭盖,即使能实现需要较大高度空间;
[0005]
3.铁包要满足兑铁、翻铁,之前的结构与设计都无法实现全覆盖保温。
技术实现要素:
[0006]
本发明的目的在于提供一种汽车运输铁水一包到底全程加盖保温方法。
[0007]
本发明解决其技术问题所采用的技术方案是:汽车运输铁水一包到底全程加盖保温方法,包括以下步骤:
[0008]
1)铁包烘烤后加三分折叠盖,吊运至汽车运输铁水车上;
[0009]
2)运输至出铁口,对位后包盖整体平移揭盖,出铁结束获取指令后自动加盖;
[0010]
3)满载加盖运输至kr脱硫台车或铸铁机倾翻台;
[0011]
4)进入脱硫位脱硫前包盖通过加揭盖机提升揭盖,脱硫结束,包盖自动通过加揭盖机下降加盖后,吊运至转炉兑铁;
[0012]
5)铁包倾翻兑铁,大包嘴折叠盖中兑铁盖自动打开兑铁;
[0013]
6)或者满载加盖运输至铸铁机带盖倾翻铸铁块,铁包倾翻小包嘴折叠盖中翻铁盖自动打开铸铁;
[0014]
7)结束后全部自动关闭,带盖吊运至铁水运输车或放置等待,开始下一个循环。
[0015]
进一步地,所述三分折叠盖分为兑铁盖、固定盖、翻铁盖三部分。
[0016]
本发明具有以下有益效果:本发明的方法可以实现真正意义上汽车运输铁水一包到底铁包全程加盖保温,为降低铁水温降,提高铁水入炉温度提供基础,能够节铁增钢,降低铁包耐材消耗。
附图说明
[0017]
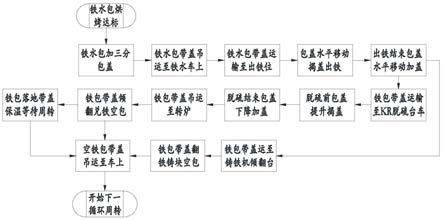
图1是本发明全程加盖保温方法的工艺流程图。
[0018]
图2是本发明折叠包盖主视图。
[0019]
图中,1、翻铁盖,2、固定盖,3、兑铁盖。
具体实施方式
[0020]
以下是本发明的具体实施例,对本发明的技术方案做进一步描述,但是本发明的保护范围并不限于这些实施例。凡是不背离本发明构思的改变或等同替代均包括在本发明的保护范围之内。
[0021]
如图2所示,将铁包包盖设计为折叠盖,分为三部分:兑铁盖、固定盖、翻铁盖。工艺流程图如图1所示。铁包烘烤后加三分折叠盖,吊运至汽车运输铁水车上;运输至出铁口,对位后包盖整体水平移开自动揭盖,出铁结束获取指令后自动加盖;满载加盖运输至kr脱硫台车或铸铁机倾翻台;进入脱硫位包盖整体,脱硫结束后,吊运至转炉带盖兑铁,铁包倾翻大包嘴折叠盖兑铁盖自动打开兑铁;或者满载加盖运输至铸铁机带盖倾翻铸铁块,铁包倾翻小包嘴折叠盖翻铁盖自动打开铸铁;结束后全部自动关闭,带盖吊运至铁水运输车或放置等待,开始下一个循环。
[0022]
本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
[0023]
本发明未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1