水平横移式钢包全自动接氩系统的制作方法
[0001]
本实用新型涉及冶金技术领域,尤其涉及一种水平横移式钢包全自动接氩系统。
背景技术:
[0002]
目前,现有的吹氩连接装置有手动快速接头式、钟式自动接头式和平板型自动接头式三种。
[0003]
手动快速接头式优点是设备简单,连通率高,但因为采用人工手动连接,工作时间长,工作环境恶劣,操作时容易受到钢包掉渣伤害,而且台车上不平稳,易崴脚,造成人身伤害;钟式自动接头式是通过安装于钢包边缘的母头与安装于台车边缘的公头配合自动连接,其优点是自动连接,作业时间短,人员无需上车,保证人生安全,但其设备配件多,易碰撞、易结渣,而且由于定位精度要求高且设备连接过程中受冲击载荷较大,所以设备故障率高,连通成功率低、维护工作量大;平板型自动接头式,虽然可实现完全自动连接,但其密封圈耐热不好,故障率较高,而且该方式对台车基准面清洁度要求较高,一旦基准面出现粘渣等情况,系统将无法自动接氩。
技术实现要素:
[0004]
本实用新型的主要目的在于提供一种水平横移式钢包全自动接氩系统,旨在整体结构简单,同时设备故障率低。
[0005]
为实现上述目的,本实用新型提供一种水平横移式钢包全自动接氩系统,包括钢包承载系统、进气系统以及轨道系统,其中,
[0006]
所述钢包承载系统包括钢包车、安装于钢包车上且用于支承钢包的鞍座、与进气系统对接的氩气接收装置以及安装于钢包车上的编码器;
[0007]
所述进气系统包括固定于钢包车上的气缸外筒、在气缸外筒内可活动的活塞杆、以及与气缸外筒连通的进气管道,活塞杆中空设置以与氩气接收装置连通;
[0008]
所述轨道系统包括位于钢包车下方的行走轨道、固定于行走轨道上的远端限位板和近端限位板、以及安装于行走轨道上的钢包车初始位极限开关和钢包车工作位极限开关。
[0009]
优选地,所述进气管道上安装有压力表和流量表。
[0010]
优选地,所述气缸外筒上方固定有悬架,悬架上安装有活塞杆初始位极限开关和活塞杆工作位极限开关以监测活塞杆的运动和位置情况。
[0011]
优选地,所述钢包车设有车轮,编码器位于车轮上。
[0012]
优选地,所述鞍座上还安装有重量传感器。
[0013]
优选地,所述氩气接收装置包括固定于鞍座上的连接头以及与连接头连通的进气管,连接头一侧用于与活塞杆连通。
[0014]
优选地,所述进气管上安装有截止阀。
[0015]
优选地,所述钢包承载系统还包括固定于钢包车一侧的定位板。
[0016]
优选地,所述钢包车初始位极限开关位于近端限位板上。
[0017]
本实用新型提出的水平横移式钢包全自动接氩系统,具有以下有益效果:
[0018]
1、整体系统结构简单,能实现钢包接氩和吹氩的全流程无人化控制,同时设备故障率低;
[0019]
2、通过钢包车上的重量监测系统,能实时检测钢包的重量,并通过判定标准可实现钢包坐罐是否要进行吹氩处理和钢包吊走后钢包车上是否有残渣的自动判定;
[0020]
3、通过对活塞杆的位置进行监控,能准确识别活塞杆的位置,可有效避免因活塞杆未收回而导致设备损坏的现象发生;
[0021]
4、通过钢包车位置实时监控和行走系统的自动控制,能确保钢包车始终处于正确的工作位,避免坐罐或者起吊钢包中钢水外泄的安全性事故发生;
[0022]
5、通过流量监控系统,能自动对接氩连接是否牢靠进行判定,保证自动接氩效果。
附图说明
[0023]
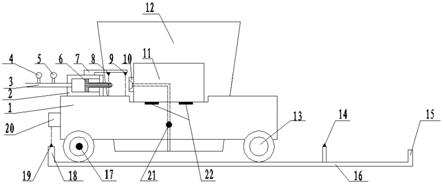
图1为本实用新型水平横移式钢包全自动接氩系统的结构示意图;
[0024]
图2为本实用新型水平横移式钢包全自动接氩系统其控制方法的流程示意图。
[0025]
图中,1-钢包车、2-气缸外筒、3-进气系统、4-压力表、5-流量表、6-活塞杆、7-悬架、8-活塞杆初始位极限开关、9-活塞杆工作位极限开关、10-连接头、11-鞍座、12-钢包、13-车轮、14-钢包车工作位极限开关、15-远端限位板、16-行走轨道、17-编码器、18-近端限位板、19-钢包车初始位极限开关、20-定位板、21-截止阀,22-重量传感器。
[0026]
本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0027]
应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0028]
需要说明的是,在本实用新型的描述中,术语“横向”、“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0029]
本实用新型提出一种水平横移式钢包全自动接氩系统。
[0030]
参照图1,本优选实施例中,一种水平横移式钢包全自动接氩系统,包括钢包承载系统、进气系统3以及轨道系统,其中,
[0031]
钢包承载系统包括钢包车1、安装于钢包车1上且用于支承钢包12的鞍座11、与进气系统3对接的氩气接收装置以及安装于钢包车1上的编码器17;
[0032]
进气系统3包括固定于钢包车1上的气缸外筒2、在气缸外筒2内可活动的活塞杆6、以及与气缸外筒2连通的进气管道,活塞杆6中空设置以与氩气接收装置连通;
[0033]
轨道系统包括位于钢包车1下方的行走轨道16、固定于行走轨道16上的远端限位板15和近端限位板18、以及安装于行走轨道16上的钢包车初始位极限开关19和钢包车工作
位极限开关14。
[0034]
进一步地,进气管道上安装有压力表4和流量表5,从而对进气管道中的氩气的压力和流量进行检测和监控。
[0035]
进一步地,气缸外筒2上方固定有悬架7,悬架7上安装有活塞杆初始位极限开关8和活塞杆工作位极限开关9以监测活塞杆6的运动和位置情况。
[0036]
钢包车1设有车轮,编码器17位于车轮上,编码器17用于对钢包车1移动距离进行实时跟踪。钢包车1上还安装有重量传感器22。重量传感器22主要用来测量钢包12的重量。
[0037]
具体地,氩气接收装置包括固定于鞍座11上的连接头10以及与连接头10连通的进气管,进气管上安装有截止阀21,连接头10一侧用于与活塞杆6连通。进气管的另一端与钢包12的进气孔连通。
[0038]
钢包承载系统还包括固定于钢包车1一侧的定位板20。定位板20用于对应钢包车初始位极限开关19和钢包车工作位极限开关14的发射信号,当定位板20接收到钢包车初始位极限开关19或钢包车工作位极限开关14的信号时,说明钢包车1移动到位。
[0039]
钢包车初始位极限开关19位于近端限位板18上。远端限位板15和近端限位板18对钢包车1向前和向后的距离进行机械限位。钢包车初始位极限开关19主要是用来监测钢包车1是否在钢包车初始位(此处用于接收钢包12)。远端限位板15位于钢包车工作位极限开关14前方一段距离。
[0040]
本水平横移式钢包全自动接氩系统还包括控制器,控制器与重量传感器22、截止阀21、钢包车初始位极限开关19、钢包车工作位极限开关14、活塞杆初始位极限开关8、活塞杆工作位极限开关9、流量表5、压力表4和编码器17电连接,以实现自动控制。
[0041]
参照图2,本水平横移式钢包全自动接氩系统其工作过程如下。
[0042]
1、通过钢包车初始位极限开关19检测钢包车1是否在初始位(即行走轨道16的最左端)。当钢包车1在初始位时,说明位置正常,进行步骤2;当钢包车1不在初始位时,控制钢包车1的车轮使钢包车1进行回位行走,直到行走至钢包车初始位时,然后进行步骤2。其中设定钢包12空罐的重量为a;
[0043]
2、利用天车缓慢将钢包12放置在钢包车11上,即坐罐。当重量传感器22检测到钢包12重量≥1.2a时(数值1.2可根据不同实际情况进行设定,其值可取范围为1.01-3),说明钢包12里面有钢水,可判定钢包12坐罐是来进行吹氩处理的,此时打开进气系统3,使活塞杆6伸出,进行步骤3;当重量传感器22检测到钢包12重量<1.2a时,说明钢包12里面无钢水或是只有极少量钢水,可判定钢包12坐罐不是来进行吹氩处理的,结束整个流程,不进行任何操作;
[0044]
3、检测活塞杆工作位极限开关9的信号是否到达,当信号到达时开始计时,在20s后检测气体流量是否为0,如果是为0,则进行步骤4,如果不为0,则显示连接故障,需人工确认并处理;当持续检测30s,活塞杆工作位极限开关9的信号仍未到达,则显示气缸故障,需人工确认并处理;
[0045]
4、控制钢包车1正向行走(即图1向右行走),即从钢包车1初始位向钢包车1到位极限方向走,当钢包车工作位极限开关14信号到达后(在工作位设置有配套的防尘盖等设备以对吹氩进行保护),打开截止阀21,进行步骤5;如信号未来则重复步骤4;
[0046]
5、通过进气系统3持续给钢包12吹氩,当检测到吹氩结束信号后,关闭截止阀21和
进气系统3,进行步骤6;如未检测到吹氩结束信号,重复步骤5;
[0047]
6、控制钢包车1反向行走(即图1向左行走),即从钢包车1到位极限向钢包车初始位方向走,当检测到钢包车1初始位极限信号到达后,进行步骤7;如未检测到达到信号,重复步骤6;
[0048]
7、检测活塞杆工作位极限开关9的信号是否消失,当信号消失时,进行步骤8;如果持续检测30s,活塞杆工作位极限开关9信号是否消失,则显示回位故障,需人工确认并处理;
[0049]
8、利用天车起吊钢包12,从钢包12重量开始降低时开始计时,如果在30s后重量传感器22检测到钢包重量<0.02a,结束整个流程;如果在30s后重量传感器22检测到钢包重量>0.02a,则显示钢包车1上有钢渣残留,需现场确认清理。
[0050]
本实施例提出的水平横移式钢包全自动接氩系统,具有以下有益效果:
[0051]
1、整体系统结构简单,能实现钢包接氩和吹氩的全流程无人化控制,同时设备故障率低;
[0052]
2、通过对钢包车1的重量进行监测,并设定判定标准可实现钢包坐罐是否要进行吹氩处理和钢包吊走后钢包车1上是否有残渣的自动判定,其工作可靠;
[0053]
3、通过对活塞杆6的位置进行监控,能准确识别活塞杆6的位置,可有效避免因活塞杆6未收回而导致设备损坏的现象发生;
[0054]
4、通过钢包车1位置实时监控和行走系统的自动控制,能确保钢包车1始终处于正确的工作位,避免坐罐或者起吊钢包中钢水外泄的安全性事故发生;
[0055]
5、通过流量监控系统,能自动对接氩连接是否牢靠进行判定,保证自动接氩效果。
[0056]
以上仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1