承载式浇注包及铸造用连续浇注设备的制作方法
[0001]
本实用新型涉及铸造技术领域,特别涉及一种承载式浇注包;本实用新型还涉及一种具有该承载式浇注包的铸造用连续浇注设备。
背景技术:
[0002]
铸造是人类掌握比较早的一种金属热加工工艺,铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质为常态下多为固态、可加热至液态的金属(如铜、铁、铝、锡、铅等),而铸模的材料可以是砂、金属甚至陶瓷。
[0003]
传统的浇注设备用铁水包来进行模具的浇注。在铸造车间内,一般利用行车来吊运铁水包,将铁水包吊运至熔炉处承接熔融铁水,然后再通过行车将盛装铁水的铁水包运送至铸型处进行浇注作业。铁水包采用双向回转式结构,在浇注作业时,铁水包朝向一侧方向倾转,并将铁水通过模具的浇口浇注入模具的型腔内,待铁水从模具的帽口处流出时,即可完成浇注作业。通常是人工手动转动手摇轮或借助旋转动力设备来驱动铁水包倾转,实现铁水的倾泻浇注。这种回转式结构的铁水包以及倾转浇注方式,在对多个模具分别进行浇注作业时,模具间浇注间隔时间较长,浇注效率不高。这种回转式铁水包在对模具进行浇注作业时,需要控制铁水包的倾转角度,避免倾转角度过大,铁水四处倾泻,对模具或人员造成伤害,浇注作业的安全性和可靠性不高。
技术实现要素:
[0004]
为了解决上述技术问题,本实用新型的目的是提供一种浇注效率更高、安全性更好的承载式浇注包以及具有该承载式浇注包的铸造用连续浇注设备。
[0005]
为此,本实用新型提供了一种承载式浇注包,包括:
[0006]
包本体,顶部为敞口结构、底壁设有出液口;
[0007]
设置在所述包本体内的塞部,所述塞部配置成打开或关闭所述出液口;
[0008]
与所述塞部传动连接的执行机构,所述执行机构配置成将动力传递至所述塞部以便所述塞部执行相应动作;
[0009]
承载部,设置在所述包本体上,所述承载式浇注包藉由所述承载部平稳的支撑在一承载架上。
[0010]
本实用新型通过在包本体底壁设置出液口,在包本体内设置能打开和关闭出液口的塞部,通过执行机构与塞部传动连接,从而将动力传递至塞部以便塞部执行相应动作,承载式浇注包藉由包本体上的承载部平稳的支撑在一承载架上。与传统的回转式结构的铁水包不同,本实用新型的浇注包在浇注作业时,通过执行机构来控制塞部的打开和关闭,以便实现铁水等金属液体的释放,浇注包无需倾转角度,解决传统铁水包倾转式浇注方式带来的效率低下、安全性和可靠性不高的问题。
[0011]
作为本实用新型的一个优选方案,所述承载部包括一对承载耳,一对所述承载耳
固定连接在所述包本体外周侧壁相对两侧。
[0012]
作为本实用新型的另一个优选方案,所述塞部为棒状结构,所述棒状结构下端部与所述出液口相紧密适配。
[0013]
作为本实用新型的再一个优选方案,所述执行机构包括动力提升组件和连杆,所述塞部与所述连杆固定连接,所述动力提升组件设置在所述承载架上并与所述连杆传动连接,所述动力提升组件配置成将动力传递至所述塞部以便所述塞部向上移动并脱离所述出液口或向下移动并封堵在所述出液口处。
[0014]
作为更进一步的优选方案,所述连杆沿水平延伸,所述动力提升组件包括丝杆升降机,所述丝杆升降机的底座固定在所述承载架上,所述丝杆升降机的螺母与所述连杆相固定。
[0015]
本实用新型还提供了一种铸造用连续浇注设备,包括:
[0016]
一对纵轨道;
[0017]
以可移动的方式设置在一对所述纵轨道上的模具台车,所述模具台车上设置有用于驱动所述模具台车移动的第一行走机构,所述模具台车配置成承载至少一个待浇注模具,所述待浇注模具的浇口具有由所述模具台车的移动而形成的第一移动轨迹;
[0018]
沿横向布置在一对所述纵轨道外侧的一对支座;
[0019]
横跨一对所述纵轨道的横梁,所述横梁与一对所述支座之间设置有用于驱动所述横梁上下浮动的浮动机构,所述横梁上固定设置有一对横轨道;
[0020]
以可移动的方式设置在一对所述横轨道上的承载架,所述承载架上设置有用于驱动所述承载架移动的第二行走机构;
[0021]
支撑在所述承载架上的前述技术方案中任一所述的承载式浇注包,所述出液口具有由所述承载式浇注包的移动而形成的第二移动轨迹;
[0022]
所述第一移动轨迹和所述第二移动轨迹在垂直方向上具有距离,所述浮动机构配置成驱动所述横梁浮动所述距离以便所述承载式浇注包的出液口与所述待浇注模具的浇口相对接。
[0023]
因具有前述所述承载式浇注包,因此本实用新型具备和前述所述承载式浇注包同样的优点,在此不做赘述,此外采用本实用新型公开的铸造用连续浇注设备,在对多个待浇注模具进行浇注作业时,多个模具之间的浇注间隔时间较短,浇注效率显著提高。
[0024]
作为本实用新型的一个优选方案,一对所述支座下侧设置有第一位置传感部,所述第一位置传感部配置成检测所述模具台车是否到达所述横梁下方指定位置;所述承载架上设置有第二位置传感部和液位传感部,所述第二位置传感部配置成检测所述承载式浇注包的出液口与所述模具台车上所述待浇注模具的浇口是否相对准,所述液位传感部配置成检测所述待浇注模具的帽口处的流体液位;一对所述支座上侧设置有测距传感部,所述测距传感部配置成测量所述承载式浇注包的出液口与所述模具台车上所述待浇注模具的浇口之间的所述距离。
[0025]
作为更进一步的优选方案,还包括控制单元,所述控制单元与所述第一位置传感部、所述第二位置传感部、液位传感部以及所述测距传感部分别信号连接,所述控制单元与所述第一行走机构、所述第二行走机构、所述浮动机构以及所述执行机构分别控制连接,所述控制单元配置成基于所述第一位置传感部反馈的检测信号来控制所述第一行走机构动
作、基于所述第二位置传感部反馈的检测信号来控制所述第二行走机构动作、基于所述测距传感部反馈的检测信号来控制所述浮动机构动作、基于所述液位传感部反馈的检测信号来控制所述执行机构动作。
[0026]
作为本实用新型的另一个优选方案,所述第一行走机构和所述第二行走机构均包括行走轮组件,所述行走轮组件包括电机、减速机、传动轴和行走轮,所述电机与所述减速机传动连接,所述减速机输出轴与所述传动轴固定连接,所述行走轮同轴固定在所述传动轴上。
[0027]
作为本实用新型的再一个优选方案,所述浮动机构包括一对丝杆升降机,每个所述丝杆升降机的底座固定设置在相应所述支座上,每个所述丝杆升降机的螺母与所述横梁相应端部固定连接。
附图说明
[0028]
图1是本实用新型承载式浇注包的一个俯视透视示意图;
[0029]
图2是本实用新型承载式浇注包的一个侧剖视透视示意图;
[0030]
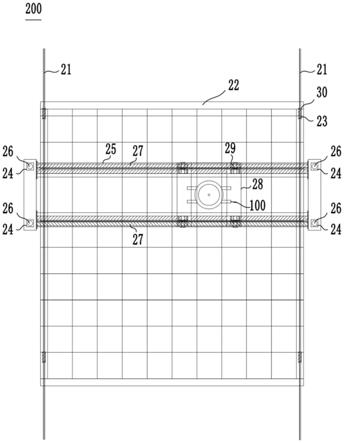
图3本实用新型铸造用连续浇注设备的一个俯视透视示意图;
[0031]
图4是图3中所示承载式浇注包藉由承载架在横梁上行走的一个俯视透视示意图;
[0032]
图5是图4中所示承载架的结构示意图;
[0033]
其中:100、承载式浇注包;11、包本体;111、出液口;12、塞部;13、执行机构;131、动力提升组件;132、连杆;14、承载部;141、承载耳;
[0034]
200、铸造用连续浇注设备;21、纵轨道;22、模具台车;23、第一行走机构;24、支座;25、横梁;26、浮动机构;27、横轨道;28、承载架;29、第二行走机构;30、行走轮组件。
具体实施方式
[0035]
为详细说明实用新型的技术内容、构造特征、所达成目的及功效,下面将结合实施例并配合附图予以详细说明。以下实施例仅用于详细说明本实用新型,并不以任何形式限制本实用新型的保护范围。其中,以下实施例中所述的纵向、横向与图3、图4中所示的各个方向相对应;所述的纵轨道是指沿纵向延伸的轨道,所述的横轨道是指沿横向延伸的轨道。
[0036]
如图1至图2所示,承载式浇注包100包括包本体11、塞部12、执行机构13以及承载部14。
[0037]
包本体11整体上呈罐状,其顶部为敞口结构、底壁设有出液口111。塞部12设置在包本体11内部,塞部12配置成打开或关闭出液口111。执行机构13与塞部12传动连接,执行机构13配置成将动力传递至塞部12以便塞部12执行相应动作。具体的,塞部12为棒状结构,该棒状结构的下端部与出液口111相紧密适配。执行机构13包括动力提升组件131和连杆132,塞部12与连杆132固定连接,动力提升组件131设置在图5所示的承载架28上并与连杆132传动连接,动力提升组件131配置成将动力传递至塞部12以便塞部12向上移动并脱离出液口111或向下移动并封堵在出液口111处。连杆132沿水平延伸,动力提升组件131包括丝杆升降机,丝杆升降机的底座固定在承载架28上,丝杆升降机的螺母与连杆132相固定。承载部14设置在包本体11上,承载式浇注包100藉由承载部14平稳的支撑在图4中和图5中所示的承载架28上。承载部14包括一对承载耳141,一对承载耳141固定连接在包本体11外周
侧壁相对两侧。
[0038]
需要说明的是,本领域的技术人员应当理解,除了丝杆升降机以外,其他具备动力提升功能的机构或组件也可作为动力提升组件131的应用例子,例如,升降气缸、升降油缸等。承载部14不限于采用一对对置在包本体11外周侧壁的承载耳141,也可是设置在包本体11底壁的水平延伸的承载面或承载底座。另外,动力提升组件131不限于设置在承载架28上,也可设置在包本体11的上端边缘。
[0039]
与传统的回转式结构的铁水包不同,本实用新型的承载式浇注包100在浇注作业时,通过执行机构13来控制塞部12的打开和关闭,以便实现铁水等金属液体的泄出,承载式浇注包100无需倾转角度,解决传统铁水包倾转式浇注方式带来的效率低下、安全性和可靠性不高的问题。
[0040]
此外,本实用新型还列举了铸造用连续浇注设备200的实施例。如图3至图4所示,铸造用连续浇注设备200包括一对纵轨道21、模具台车22、一对支座24、横梁25、承载架28以及前述所述的承载式浇注包100。
[0041]
图3中所示的模具台车22以可移动的方式设置在一对纵轨道21上,图3中仅示出了一个模具台车22,本领域的技术人员能够理解的是,可在该对纵轨道21上行走的模具台车22可以根据需要设置更多个,每个模具台车22可承载一个或多个待浇注模具(图3中未示出)。具体的,模具台车22上设置有用于驱动模具台车22移动的第一行走机构23,第一行走机构23包括行走轮组件30,行走轮组件30包括电机、减速机、传动轴和行走轮,电机和减速机分别固定设置在模具台车22上,电机与减速机传动连接,减速机输出轴与传动轴固定连接,传动轴以可转动的方式安装在模具台车22底部,行走轮同轴固定在传动轴上且与纵轨道21滚动摩擦接触。从而,模具台车22可在第一行走机构23的驱动下沿该对纵轨道21行走。待浇注模具具有供铁水等金属液体浇注入其内部型腔的浇口以及供型腔内的水汽排出和多余铁水等金属液体冒出以便制件成型的帽口。因而待浇注模具的浇口具有由模具台车22的移动而形成的第一移动轨迹。
[0042]
如图4所示,一对支座24沿横向布置在一对纵轨道21外侧,横梁25横跨一对纵轨道21,并且通过可驱动横梁25上下浮动的浮动机构26设置在一对支座24上。具体的,浮动机构26包括一对丝杆升降机,每个丝杆升降机的底座固定设置在相应支座24上,每个丝杆升降机的螺母与横梁25相应端部固定连接。从而,在该对丝杆升降的驱动下,横梁25可整体上下浮动一定距离。
[0043]
需要说明的是,本领域的技术人员应当理解,除了丝杆升降机以外,其他具备动力提升功能的机构或组件也可作为浮动机构的应用例子,例如升降气缸、升降油缸等。
[0044]
横梁25上固定设置有一对横轨道27,承载架28以可移动的方式设置在一对横轨道27上,承载架28上设置有用于驱动承载架28移动的第二行走机构29。具体的,第二行走机构29具有和第一行走机构23大致相同的结构组成,也包括行走轮组件30。行走轮组件30包括电机、减速机、传动轴和行走轮,电机和减速机分别固定设置在承载架28上,电机与减速机传动连接,减速机输出轴与传动轴固定连接,传动轴以可转动的方式安装在承载架28底部,行走轮同轴固定在传动轴上且与横轨道27滚动摩擦接触。图1和图2中所示的承载式浇注包100藉由其一对对置的承载耳141平稳的支撑在承载架28上。从而,承载架28可在第二行走机构29的驱动下沿该对横轨道27行走并带动承载式浇注包100在横梁上横向往复移动。因
而承载式浇注包100的出液口111具有由承载式浇注包100的移动而形成的第二移动轨迹。
[0045]
为了能够自动实现上述所述承载式浇注包100的出液口111与待浇注模具的浇口相对接的目的,减少人工操作的繁琐性和较低的准确度,通过设置多个传感部和控制单元来实现两条移动轨迹(即第一移动轨迹和第二移动轨迹)在交叉点处完成对接,从而实现后续的浇注作业。第一移动轨迹和第二移动轨迹在垂直方向上具有距离,浮动机构26配置成驱动横梁25浮动距离以便承载式浇注包100的出液口111与待浇注模具的浇口相对接。
[0046]
具体的,一对支座24下侧设置有第一位置传感部,第一位置传感部配置成检测模具台车22是否到达横梁25下方指定位置。作为第一位置传感部的一个应用例子,第一位置传感部包括4个位置传感器,该4个位置传感器布置在横梁25的下方且分别位于一对支座24的下侧,呈矩形分布,当前述所述一对纵轨道21上的模具台车22移动至模具台车22的四个角与该4个位置传感器相对应的位置时,该4个位置传感器为模具台车22是否到达横梁25下方指定位置提供检测信号。
[0047]
承载架28上设置有第二位置传感部和液位传感部,第二位置传感部配置成检测承载式浇注包100的出液口111与模具台车22上待浇注模具的浇口是否相对准,液位传感部配置成检测待浇注模具的帽口处的流体液位。作为第二位置传感部的一个应用例子,第二位置传感部包括4个位置传感器,该4个位置传感器布置在承载架28上且分布在承载式浇注包100的四周位置,当前述所述模具台车22到达横梁25下方指定位置时,第二位置传感部检测承载式浇注包100是否位于模具台车22的正上方位置,以便为承载式浇注包100的出液口111与模具台车22上的待浇注模具的浇口是否相对准提供检测信号。作为液位传感部的一个应用例子,液位传感部包括一个或多个红外传感器,该一个或多个红外传感器布置在承载架28上,用于检测待浇注模具的帽口处是否有铁水等金属液体流出,从而为判定浇注作业是否完成提供检测信号。
[0048]
一对支座24上侧设置有测距传感部,测距传感部配置成测量承载式浇注包100的出液口111与模具台车22上待浇注模具的浇口之间的距离。作为测距传感部的一个应用例子,测距传感部包括一个或多个测距传感器,该一个或多个测距传感器用于检测出液口111至其下方的待浇注模具的浇口之间的垂直距离,为后续浮动机构26带动横梁25浮动所述距离提供检测信号,以实现出液口111和模具浇口之间的对接工作。
[0049]
控制单元与第一位置传感部、第二位置传感部、液位传感部以及测距传感部分别信号连接,控制单元与第一行走机构23、第二行走机构29、浮动机构26以及执行机构13分别控制连接,控制单元配置成基于第一位置传感部反馈的检测信号来控制第一行走机构23动作、基于第二位置传感部反馈的检测信号来控制第二行走机构29动作、基于测距传感部反馈的检测信号来控制浮动机构26动作、基于液位传感部反馈的检测信号来控制执行机构13动作。
[0050]
本实用新型铸造用连续浇注设备200具体的工作原理是这样实现的:模具台车22沿纵轨道21移动至横梁25下方指定位置,控制单元控制第一行走机构23将模具台车22停车在该指定位置;控制单元控制第二行走机构29启动,从而承载架28带动承载式浇注包100沿横轨道27移动至待浇注模具的正上方,待浇注模具的浇口移动而形成第一移动轨迹和承载式浇注包100的出液口111移动而形成的第二移动轨迹在垂直方向上具有距离,控制单元控制浮动机构26浮动该距离,从而承载式浇注包100的出液口111与待浇注模具的浇口对接在
一起,控制单元控制执行机构13动作,驱动塞部12打开出液口111,包本体11内盛装的铁水等金属液体注入待浇注模具的型腔内,当铁水等金属液体有多余部分从待浇注模具的帽口流出时,控制单元控制执行机构13再次动作,驱动塞部12关闭出液口111,至此完成浇注作业。
[0051]
因具有前述所述的承载式浇注包,因此本实用新型具备和前述所述承载式浇注包同样的优点,在此不做赘述,此外采用本实用新型公开的铸造用连续浇注设备,在对多个待浇注模具进行浇注作业时,多个模具之间的浇注间隔时间可控制在10秒以内,浇注效率显著提高。
[0052]
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1