一种用于减少产品气孔与渣眼缺陷的铸造模型结构的制作方法
1.本实用新型涉及铸造加工技术领域,尤其涉及一种用于减少产品气孔与渣眼缺陷的铸造模型结构。
背景技术:
2.在目前的铸造行业中,金属液的品质是影响铸造产品品质的重要因素之一,金属液各成分配比以及温度和在型腔内的流速等会影响产品内部缺陷及性能,金属液中杂质成分、流动状态则会导致成品出现内部气孔,渣眼等缺陷,目前汽车关键零部件的关键区域不允许存在任何铸造缺陷,一旦在产品中出现气孔、渣眼等缺陷,这类产品大多进行报废进行处理,这无疑造成了一种成本浪费。所以,为制造出较高品质的铸件,需要克服这些缺陷。
技术实现要素:
3.本实用新型旨在解决现有技术的不足,而提供一种用于减少产品气孔与渣眼缺陷的铸造模型结构。
4.本实用新型为实现上述目的,采用以下技术方案:一种用于减少产品气孔与渣眼缺陷的铸造模型结构,包括浇口杯,所述浇口杯底部出口处连接有竖直的竖浇道,且所述浇口杯中部设有水平的滤渣片,所述竖浇道底部和两侧中部分别连接有搭接片,且所述搭接片远离竖浇道一侧连接有水平的横浇道,所述横浇道顶部竖直连接有若干入水片,所述横浇道通过所述入水片分别连接有铸件和冒口,所述冒口靠近所述铸件一侧设有冒口颈,且所述冒口通过所述冒口颈与所述铸件连接,所述横浇道末端连接有溢流块。
5.特别的,所述浇口杯竖向截面上部为梯形下部为三角形,且所述滤渣片位于所述浇口杯的梯形截面和三角形截面之间。
6.特别的,所述滤渣片为双层。
7.特别的,所述溢流块截面为梯形。
8.特别的,合模后的所述冒口为圆柱形
9.特别的,合模后的所述冒口颈截面为圆形。
10.特别的,冒口顶部设有钳口。
11.本实用新型的有益效果是:本实用新型通过设置滤渣片、入水片、搭接片、溢流块,有利于减少铸件内外气孔,减少渣眼缺陷,且结构设计简单、制作方便、可行性高,可应用于多种产品,适用范围广,使用灵活方便。
附图说明
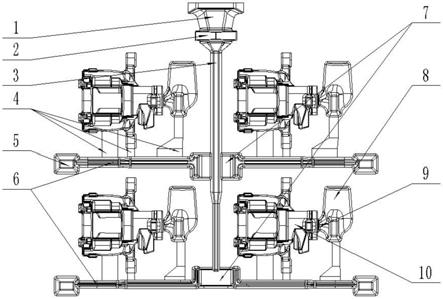
12.图1为本实用新型的结构示意图;
13.图中:1
‑
浇口杯;2
‑
滤渣片;3
‑
竖浇道;4
‑
入水片;5
‑
溢流块;6
‑
横浇道;7
‑
搭接片;8
‑
冒口;9
‑
冒口颈;10
‑
铸件;
14.以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
15.下面结合附图和实施例对本实用新型作进一步说明:
16.如图1所示,一种用于减少产品气孔与渣眼缺陷的铸造模型结构,包括浇口杯1,所述浇口杯1底部出口处连接有竖直的竖浇道3,且所述浇口杯1中部设有水平的滤渣片2,所述竖浇道3底部和两侧中部分别连接有搭接片7,且所述搭接片7远离竖浇道3一侧连接有水平的横浇道6,所述横浇道6顶部竖直连接有若干入水片4,所述横浇道6通过所述入水片4分别连接有铸件10和冒口8,所述冒口8靠近所述铸件10一侧设有冒口颈9,且所述冒口8通过所述冒口颈9与所述铸件10连接,所述横浇道6末端连接有溢流块5。
17.特别的,所述浇口杯1竖向截面上部为梯形下部为三角形,且所述滤渣片2位于所述浇口杯1的梯形截面和三角形截面之间。
18.特别的,所述滤渣片2为双层。
19.特别的,所述溢流块5截面为梯形。
20.特别的,合模后的所述冒口8为圆柱形
21.特别的,合模后的所述冒口颈9截面为圆形。
22.特别的,冒口8顶部设有钳口。
23.本实用新型工作时,模具合模后,金属液经浇口杯1进入与本铸造模型结构相对应的空腔内,金属液通过滤渣片2过滤后到达竖浇道3,滤渣片2可以吸附微粒并滤去金属液中的夹杂物,逸出金属液中所含的气泡,减少铸件10内外气孔,以便减少缺陷,另外滤渣片2还可以减缓金属液流动速度,让金属液由涡流变为稳定横流,避免浇注过程由于速度过快产生的冲砂,卷气及金属液的二次氧化,金属液经搭接片7分流之后到达横浇道6,随后率先进入溢流块5,溢流块5一方面可以减缓金属液在进入铸件10前的流速,另一方面,溢流块5可以当做一个集渣包,以便干净低速的金属液流入铸件10内,随后金属液经横浇道6上相应的入水片4进入铸件10内,并经另一入水片4进入冒口8,且此股金属液再通过冒口颈9填充进铸件10内,最后充满铸件10,其中,搭接片7及入水片4的薄片状结构对阻止非金属夹杂物进入铸件10有很大帮助。
24.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1