垫片盖回火工装的制作方法
1.本实用新型涉及到机械零部件加工工装技术领域,特别是垫片盖回火工装。
背景技术:
2.现代的小型金属零件生产成品后,大多数都可直接应用到相对于的设备领域内;而相一部分金属零件则需要后续加工,达到一定的质量要求后投入使用。因此,针对垫片盖进行二次加工处理,通过回火处理,可提高材料之韧性与柔性。而垫片盖结构细小,且不易集中存放,因此大批量垫片盖很难统一定位并配合回火处理。
3.根据中国国家知识产权局公开的cn 209652382 u,该实用新型包括头部朝下的水平放置的六角螺栓,所述六角螺栓上放置有若干层压板a,所述压板a为圆板状,压板a的圆形平面上设置有若干个出水口和螺纹孔,所述螺纹孔的数目为三个且两两等间隔的设置,所述压板a的上表面设置有2个直径不相同的 环形凹槽,压板a之间放置有待加工的齿轮盖板,位于顶层的齿轮盖板上方防止有压板b,所述压板b的上表面不设置有环形凹槽,其余构造与压板a完全相同。
4.上述技术中,存在着一些技术问题,在回火处理的过程中,边缘的环形凹槽和槽内的支撑部件不足以支撑高质量的齿轮盖板,很容易造成结构损坏;同时还存在结构堆叠的间隙过少且能够承受的堆叠数量有限,无法达成大批量回火处理以及高效率回火的技术问题。
技术实现要素:
5.本实用新型需要解决的技术问题是提供了一种可批量放置垫片盖、与垫片盖表面贴合,不损伤弯折关节的垫片盖回火工装。
6.本实用新型提供了一种垫片盖回火工装,包括螺栓和螺母;所述螺栓栓身上螺接有若干组第一回火夹盘和第二回火夹盘,每两组第一回火夹盘之间夹装有一组第二回火夹盘,相邻的第一回火夹盘和第二回火夹盘之间夹装有垫片盖,所述垫片盖外圈转折边沿第一回火夹盘和第二回火夹盘夹缝中伸出,最底部的第一回火夹盘底面与螺母旋紧抵触,所述螺母螺接在螺栓根部。
7.进一步,所述第一回火夹盘上下面铣有关节槽,所述关节槽与第二回火夹盘上下面之间留有空腔,所述空腔内部限位包裹有垫片盖内圈与外圈之间冲压关节。
8.更进一步,所述关节槽内侧第一回火夹盘的厚度大于关节槽外侧第一回火夹盘的厚度。
9.更进一步,所述第二回火夹盘中段上下面铣有内圈槽,所述内圈槽与垫片盖内圈挤压接触。
10.更进一步,所述内圈槽与第二回火夹盘最大厚度的公差值和关节槽与第一回火夹盘最大厚度公差值相等。
11.更进一步,所述第一回火夹盘、第二回火夹盘和垫片盖中心都开有栓孔,所述垫片
盖中心的栓孔孔径大于第一回火夹盘、第二回火夹盘中心的栓孔孔径。
12.采用上述结构后,与现有技术相比较,本实用新型采用了竖直无损堆叠的结构,统一集中待回火处理的垫片盖,同时还利用组合空腔结构包裹垫片盖弯折关节,避免局部结构损坏。堆叠的结构还可解决淬火均匀受热的技术问题。
附图说明
13.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
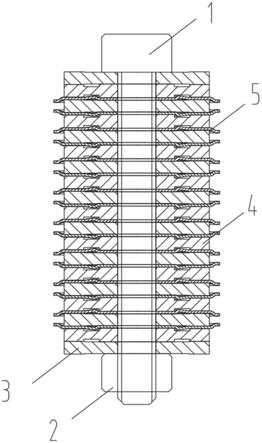
14.图1为本实用新型垫片盖回火工装的结构示意图。
15.图2为本实用新型垫片盖回火工装第二回火夹盘的截面图。
16.图3为本实用新型垫片盖回火工装第一回火夹盘的截面图图。
17.图4为本实用新型垫片盖回火工装垫片盖的结构示意图。
18.图5为本实用新型垫片盖回火工装垫片盖的截面图。
19.图中:1为螺栓、2为螺母、3为第一回火夹盘、4为第二回火夹盘、5为垫片盖、6为栓孔;
[0020]3‑
1为内圈、4
‑
1为关节槽、5
‑
1为内圈、5
‑
2为外圈。
具体实施方式
[0021]
如图1和图5所示,本实用新型垫片盖回火工装,包括螺栓和螺母;所述螺栓1栓身上螺接有若干组第一回火夹盘3和第二回火夹盘4,每两组第一回火夹盘3之间夹装有一组第二回火夹盘4,相邻的第一回火夹盘3和第二回火夹盘4之间夹装有垫片盖5,所述垫片盖5外圈5
‑
2转折边沿第一回火夹盘3和第二回火夹盘4夹缝中伸出,最底部的第一回火夹盘3底面与螺母2旋紧抵触,所述螺母2螺接在螺栓1根部。其中,本实用新型利用竖直结构的螺栓将第一回火夹盘3和第二回火夹盘4依次堆叠,其中在第一回火夹盘3和第二回火夹盘4之间添加需要回火处理垫片盖5,装配结构简易,同时还可以批量装配垫片盖5。回火的过程中垫片盖5可充分受热,不存在因遮挡而受热不均的现象。所述垫片盖5外圈5
‑
2转折边沿第一回火夹盘3和第二回火夹盘4夹缝中伸出,由于垫片盖5边缘部分存在多个关节点,无法平整挤压,因此将其部分暴露,降低操作难度。
[0022]
如图1和图3所示,所述第一回火夹盘3上下面铣有关节槽4
‑
1,所述关节槽4
‑
1与第二回火夹盘4上下面之间留有空腔,所述空腔内部限位包裹有垫片盖5内圈5
‑
1与外圈5
‑
2之间冲压关节。其中,内圈5
‑
1与外圈5
‑
2之间的关节凸起无法与平面结构的挤压面直接接触,所以为了避免直接损坏垫片盖5,在关节槽4
‑
1与第二回火夹盘4上下面之间留有空腔,通过这个组合结构后形成的空腔来包裹并限制内圈5
‑
1与外圈5
‑
2之间的关节凸起。
[0023]
如图3所示,所述关节槽4
‑
1内侧第一回火夹盘3的厚度大于关节槽4
‑
1外侧第一回火夹盘3的厚度。其中,由于上述关节部分专用的一些纵向的空间容积,因此为了弥补这一缺点,将关节槽4
‑
1内侧第一回火夹盘3保留了相应大小的厚度,方便第二回火夹盘4与第一回火夹盘3将垫片盖5纳入并进行贴合挤压定位。
[0024]
如图1和图2所示,所述第二回火夹盘4中段上下面铣有内圈槽3
‑
1,所述内圈槽3
‑
1与垫片盖5内圈挤压接触。其中,为了配合垫片盖5不规则的贴合平面,第二回火夹盘4也配合铣出了内圈槽3
‑
1配合垫片盖5完成贴合挤压定位工序。
[0025]
如图1、图2和图3所示,所述内圈槽3
‑
1与第二回火夹盘4最大厚度的公差值和关节槽4
‑
1与第一回火夹盘3最大厚度公差值相等。其中,由于垫片盖5整体的厚度一致,因此,需要将内圈槽3
‑
1与第二回火夹盘4最大厚度的公差值和关节槽4
‑
1与第一回火夹盘3最大厚度公差值相等。
[0026]
如图1、图2、图3、图4和图5所示,所述第一回火夹盘3、第二回火夹盘4和垫片盖5中心都开有栓孔6,所述垫片盖5中心的栓孔6孔径大于第一回火夹盘3、第二回火夹盘4中心的栓孔孔径。其中,避免垫片盖5栓孔内壁与螺栓1直接接触而影响装配或者成品率。
技术特征:
1.垫片盖回火工装,包括螺栓和螺母;其特征是:所述螺栓(1)栓身上螺接有若干组第一回火夹盘(3)和第二回火夹盘(4),每两组第一回火夹盘(3)之间夹装有一组第二回火夹盘(4),相邻的第一回火夹盘(3)和第二回火夹盘(4)之间夹装有垫片盖(5),所述垫片盖(5)外圈(5
‑
2)转折边沿第一回火夹盘(3)和第二回火夹盘(4)夹缝中伸出,最底部的第一回火夹盘(3)底面与螺母(2)旋紧抵触,所述螺母(2)螺接在螺栓(1)根部。2.根据权利要求1所述的垫片盖回火工装,其特征是:所述第一回火夹盘(3)上下面铣有关节槽(4
‑
1),所述关节槽(4
‑
1)与第二回火夹盘(4)上下面之间留有空腔,所述空腔内部限位包裹有垫片盖(5)内圈(5
‑
1)与外圈(5
‑
2)之间冲压关节。3.根据权利要求2所述的垫片盖回火工装,其特征是:所述关节槽(4
‑
1)内侧第一回火夹盘(3)的厚度大于关节槽(4
‑
1)外侧第一回火夹盘(3)的厚度。4.根据权利要求1所述的垫片盖回火工装,其特征是:所述第二回火夹盘(4)中段上下面铣有内圈槽(3
‑
1),所述内圈槽(3
‑
1)与垫片盖(5)内圈挤压接触。5.根据权利要求4所述的垫片盖回火工装,其特征是:所述内圈槽(3
‑
1)与第二回火夹盘(4)最大厚度的公差值和关节槽(4
‑
1)与第一回火夹盘(3)最大厚度公差值相等。6.根据权利要求1所述的垫片盖回火工装,其特征是:所述第一回火夹盘(3)、第二回火夹盘(4)和垫片盖(5)中心都开有栓孔(6),所述垫片盖(5)中心的栓孔(6)孔径大于第一回火夹盘(3)、第二回火夹盘(4)中心的栓孔孔径。
技术总结
本实用新型涉及到垫片盖回火工装,包括螺栓和螺母;所述螺栓栓身上螺接有若干组第一回火夹盘和第二回火夹盘,每两组第一回火夹盘之间夹装有一组第二回火夹盘,相邻的第一回火夹盘和第二回火夹盘之间夹装有垫片盖,所述垫片盖外圈转折边沿第一回火夹盘和第二回火夹盘夹缝中伸出,最底部的第一回火夹盘底面与螺母旋紧抵触,所述螺母螺接在螺栓根部。本实用新型采用了竖直无损堆叠的结构,统一集中待回火处理的垫片盖,同时还利用组合空腔结构包裹垫片盖弯折关节,避免局部结构损坏;堆叠的结构还可解决淬火均匀受热的技术问题。还可解决淬火均匀受热的技术问题。还可解决淬火均匀受热的技术问题。
技术研发人员:王仕东
受保护的技术使用者:常州东仕豪机械制造有限公司
技术研发日:2020.12.02
技术公布日:2021/9/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1