一种硅棒拉制系统的制作方法
[0001]
本发明涉及太阳能硅棒拉制技术领域,尤其涉及一种硅棒拉制系统。
背景技术:
[0002]
目前,主要通过人工单据填写和数据录入等方式来获取太阳能硅棒拉制各工序的工序信息。
[0003]
但现有的人工信息统计方式,会导致各工序信息反馈滞后、信息流转不畅,造成设备待料、带病作业等情况的发生,使设备利用率无法有效提升。人工信息的统计方式也会导致信息录入繁琐、流程复杂,造成数据差错率较高,无法为生产提供准确的数据支持服务。
技术实现要素:
[0004]
本发明的目的在于提供一种硅棒拉制系统,以提供一种在硅棒拉制过程中,自动统计各个工序信息的技术方案。
[0005]
本发明提供一种硅棒拉制系统,应用硅棒拉制过程中,硅棒拉制系统包括:控制平台,以及与控制平台通信的拉晶设备以及检测设备。控制平台用于根据拉晶设备的状态参数,在确定硅料数据库中存在拉晶设备的加料需求信息的情况下,控制拉晶设备对满足拉晶设备的加料需求信息的硅料进行拉晶工序,以获得单晶硅棒,并将拉晶设备发送的单晶硅棒的拉制信息存储至单晶硅棒数据库。控制平台还用于根据拉晶设备发送的收尾状态信息或停炉状态信息,控制检测设备对拉晶设备拉制的单晶硅棒进行检测工序,并将检测设备发送的单晶硅棒的检测信息存储至单晶硅棒数据库。
[0006]
在采用上述技术方案的情况下,控制平台与拉晶设备以及检测设备进行通信。基于此,控制平台可以控制拉晶设备以及检测设备进行相应工序,以获得单晶硅棒和单晶硅棒的检测信息。拉晶设备用于向控制平台发送单晶硅棒的拉制信息。检测设备用于向控制平台发送单晶硅棒的检测信息。基于此,与现有技术中硅棒拉制的各工序信息流转主要是通过人工单据填写和数据录入的方式相比,本发明在拉晶工序完成之后,拉晶设备会自动生成单晶硅棒的拉制信息。在检测工序完成之后,检测设备会自动生成单晶硅棒的检测信息,故本发明无需人工进行信息的录入,可以避免人工信息录入繁琐、流程复杂,造成的数据差错率较高的技术问题,为晶棒的拉制提供准确的数据支持。且本发明可以提高各个工序之间的信息流转速度,避免了设备待料、带病作业等情况的发生,提高了设备的利用率。再者,控制平台用于控制拉晶设备对满足拉晶设备的加料需求信息的硅料进行拉晶工序。基于此,本发明可以根据拉晶设备的加料需求,自动完成物料的匹配,无需人工进行拉晶设备加工需求的确定,提升了拉晶设备的工作效率。
[0007]
在一种可能的实现方式中,硅棒拉制系统还包括与控制平台通信的第一运送设备和第一上料设备。控制平台还用于根据拉晶设备的预热状态信息,在确定硅料数据库中存在拉晶设备的首次加料需求信息的情况下,控制第一运送设备将满足首次加料需求信息的硅料运送至加料区域;并将首次加料需求信息的硅料信息存储至硅料数据库中。控制平台
还用于根据拉晶设备的熔料状态信息,控制第一上料设备将满足首次加料需求信息的硅料从加料区域上料至拉晶设备,控制拉晶设备进行首次拉晶工序,以获得首次单晶硅棒,并将拉晶设备发送的首次单晶硅棒的拉制信息存储至单晶硅棒数据库。
[0008]
在采用上述技术方案的情况下,本发明利用控制平台控制第一运送设备将首次加料需求信息中的硅料运送至加料区域,控制第一上料设备将首次加料需求信息中的硅料上料至拉晶设备,实现了自动化运送硅料和自动化将硅料上料至拉晶设备,提高了本发明的自动化程度。再者,本发明根据拉晶设备的预热状态信息控制第一运送设备将首次加料需求信息中的硅料运送至加料区域,根据拉晶设备的熔料状态信息控制第一上料设备将首次加料需求信息中的硅料从所述加料区域上料至所述拉晶设备,故本发明可以根据拉晶设备的工作状态触发第一运送设备和第一上料设备进行拉晶设备的首次加料工作,无需人工参与,可以更高效的完成拉晶设备对硅料的需求,提高了硅棒拉制过程的效率。最后,控制平台还用于将首次加料需求信息中的硅料信息存储至硅料数据库,将拉晶设备发送的首次单晶硅棒的拉制信息存储至单晶硅棒数据库,进一步实现了晶棒拉制过程中信息的自动化统计。
[0009]
在一种可能的实现方式中,控制平台还用于根据拉晶设备的收尾状态信息,在确定硅料数据库中存在拉晶设备的二次加料需求信息的情况下,控制第一运送设备将满足二次加料需求信息的硅料运送至加料区域;并将二次加料需求信息的硅料信息存储至硅料数据库中。控制平台还用于根据拉晶设备的熔料状态信息,控制上料设备将满足二次加料需求信息的硅料从加料区域上料至拉晶设备;并控制拉晶设备进行二次拉晶工序,以获得二次单晶硅棒,将拉晶设备发送的二次单晶硅棒的拉制信息存储至单晶硅棒数据库。
[0010]
在采用上述技术方案的情况下,本发明利用控制平台控制第一运送设备将二次加料需求信息中的硅料运送至加料区域,控制第一上料设备将二次加料需求信息中的硅料上料至拉晶设备,实现了自动化运送硅料和自动化将硅料上料至拉晶设备,进一步提高了本发明的自动化程度。再者,本发明根据拉晶设备的收尾状态信息控制第一运送设备将二次加料需求信息中的硅料运送至加料区域,根据拉晶设备的熔料状态信息控制第一上料设备将二次加料需求信息中的硅料从所述加料区域上料至所述拉晶设备,故本发明可以根据拉晶设备的工作状态触发第一运送设备和第一上料设备进行拉晶设备的二次加料工作,无需人工参与,可以更高效的完成拉晶设备在二次加料中对硅料的需求,提高了硅棒拉制过程的效率。最后,控制平台还用于将二次加料需求信息中的硅料信息存储至硅料数据库,将拉晶设备发送的二次单晶硅棒的拉制信息存储至单晶硅棒数据库,进一步实现了晶棒拉制过程中信息的自动化统计。
[0011]
在一种可能的实现方式中,硅棒拉制系统还包括与控制平台通信的目标客户端。控制平台还用于接收拉晶设备发送的异常状态信息,在确定异常状态数据库中存在异常状态信息中的异常状态解决方案的情况下,向目标客户端发送所述异常状态解决方案。
[0012]
在采用上述技术方案的情况下,在拉晶设备发生异常状态的情况下,通信平台根据拉晶设备的异常状态在异常状态数据库中查找异常状态解决方案,并向目标客户端发送该异常状态解决方案,手持该目标客户端的工作人员可以根据该异常状态解决方案及时、准确的解决该拉晶设备的异常状态。
[0013]
在一种可能的实现方式中,控制平台还用于在异常状态解决方案为多个的情况
下,在多个解决方案中确定最优解决方案,并向目标客户端发送最优解决方案。
[0014]
在采用上述技术方案的情况下,控制平台在多个解决方案中确定最优解决方案,并向目标客户端发送最优解决方案,手持该目标客户端的人员能够根据该最优解决方案更准确的解决该拉晶设备的异常状态。
[0015]
在一种可能的实现方式中,硅棒拉制系统还包括与控制平台通信的取晶设备。控制平台还用于根据拉晶设备发送的收尾状态信息或停炉状态信息,控制取晶设备将单晶硅棒从拉晶设备中取出至冷却区域,并将拉晶设备发送的单晶硅棒的硅棒信息存储至单晶硅棒数据库。
[0016]
在采用上述技术方案的情况下,控制平台根据拉晶设备发送的收尾状态信息或停炉状态信息,控制取晶设备将单晶硅棒从拉晶设备中取出至冷却区域,并将拉晶设备发送的单晶硅棒的硅棒信息存储至单晶硅棒数据库。实现了取晶工序的自动化,以及单晶硅棒信息统计的自动化。
[0017]
在一种可能的实现方式中,硅棒拉制系统还包括与控制平台通信的第二上料设备。控制平台还用于在单晶硅棒存放在冷却区域的时长大于或等于预设冷却时长的情况下,控制第二上料设备将单晶硅棒上料至检测设备。
[0018]
在采用上述技术方案的情况下,控制平台根据预设冷却时长以及单晶硅棒存放在冷却区域的时长,自动控制第二上料设备将单晶硅棒上料至检测设备,进一步提高了硅棒拉制系统的自动化程度。
[0019]
在一种可能的实现方式中,控制平台还用于控制检测设备对单晶硅棒进行电阻率和寿命检测,并将检测设备发送的单晶硅棒的电阻率和寿命信息存储至单晶硅棒数据库。控制平台还用于根据单晶硅棒的电阻率和寿命信息确定单晶硅棒的加工参数,根据单晶硅棒的加工参数以及单晶硅棒的尺寸参数,确认单晶硅棒的质量信息,并将单晶硅棒的质量信息存储至单晶硅棒数据库。
[0020]
在采用上述方案的情况下,本发明利用检测设备对单晶硅棒的电阻率和寿命信息进行检测,并将单晶硅棒的电阻率和寿命信息存储至单晶硅棒数据库,实现了自动化统计单晶硅棒信息。控制平台根据单晶硅棒的电阻率和寿命信息以及单晶硅棒的尺寸参数,确认单晶硅棒的质量信息,实现了仅检测单晶硅棒的电阻率和寿命信息,就能确认单晶硅棒的质量信息,减少了单晶硅棒信息检测的数量。
[0021]
在一种可能的实现方式中,硅棒拉制系统还包括与控制平台通信的目标客户端;控制平台还用于根据拉晶设备的工作时长,确定拉晶设备到达停炉状态,并向目标客户端发送拉晶设备的拆装和保养任务。
[0022]
在采用上述方案的情况下,本发明根据拉晶设备的停炉状态,向目标客户端发送拉晶设备的拆装和保养任务,手持该目标客户端的人员可以根据该拉晶设备的拆装和保养任务对拉晶设备进行拆装或保养,保证了对单晶设备拆装或保养的及时性,提高了单晶设备的利用率。
[0023]
在一种可能的实现方式中,硅棒拉制系统还包括与控制平台通信的第二运送设备。控制平台用于根据目标客户端发送的辅材需求信息,确定辅材数据库中存在辅材需求信息的情况下,控制第二运送设备将满足辅材需求信息的辅材从辅材库运送至辅材需求区域,并向目标客户端发送辅材送达信息。控制平台还用于当辅材的使用时长大于或等于辅
材的使用寿命时,向目标客户端发送辅材的替换任务。
[0024]
在采用上述方案的情况下,控制平台可以根据目标客户端发送的辅材需求信息,控制第二运送设备将满足辅材需求信息的辅材从辅材库运送至辅材需求区域,并向目标客户端发送辅材送达信息,基于此,提高了信息流转的速率,以及辅材送达的效率。控制平台还用于当辅材的使用时长大于或等于辅材的使用寿命时,向目标客户端发送辅材的替换任务,基于此,本发明对辅材的使用时长进行监控,以实现辅材的及时替换,避免辅材使用时长过长,造成的带病作业。
附图说明
[0025]
此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
[0026]
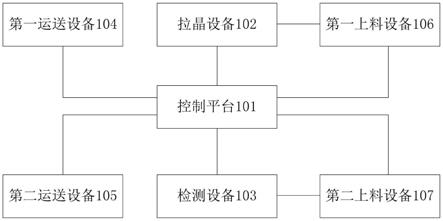
图1示出了本发明实施例提供的一种硅棒拉制系统的结构示意图;
[0027]
图2示出了本发明实施例提供的一种硅棒拉制系统中的控制平台的硬件结构示意图。
具体实施方式
[0028]
以下,将参照附图来描述本公开的实施例。但是应该理解,这些描述只是示例性的,而并非要限制本公开的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本公开的概念。
[0029]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
[0030]
当前,太阳能硅棒拉制主要包含硅料领用、单炉配料、物料配送、炉台生长及毛棒检测等工序,各工序信息流转主要是通过人工单据填写和数据录入等方式。
[0031]
但现有的使用人工进行信息统计的方式,会使物料流转不畅,且需要有专门的物料区域用于物料标识、信息录入,造成物料堆积。再者,使用人工进行信息统计的方式,会导致各工序信息反馈滞后、信息流转不畅,造成设备待料、带病作业等情况的发生,使设备利用率低。使用人工进行信息统计的方式,也或导致信息录入繁琐、流程复杂,造成数据差错率较高,无法为生产提供准确的数据支持服务。
[0032]
基于此,本发明实施例公开了本发明提供一种硅棒拉制系统,应用硅棒拉制过程中。参照图1,硅棒拉制系统100包括:控制平台101,以及与控制平台101通信的拉晶设备102和检测设备103。控制平台101用于控制拉晶设备102进行拉晶工序,以获得单晶硅棒。控制平台101还用于控制检测设备103用于对单晶硅棒进行检测工序。其中,控制平台101可以为处理器,也可以为具有处理器的通信平台,拉晶设备102可以为现有的单晶炉,检测设备103可以为现有的电阻率、寿命检测仪器。
[0033]
在实际中,控制平台101用于根据拉晶设备102的状态参数,在确定硅料数据库中存在拉晶设备102的加料需求信息的情况下,控制拉晶设备102对满足拉晶设备102的加料需求信息的硅料进行拉晶工序,以获得单晶硅棒。
[0034]
上述拉晶设备102的状态参数可以包括拉晶设备102的预热状态信息以及拉晶设备102的收尾状态信息。其中,拉晶设备102的预热状态信息包括拉晶设备102停炉到首次拉晶之间的静置时间。在具体的过程中,拉晶设备102的静置时间需要大于或等于预设静置时间,以保证该拉晶设备102能够满足再次进行拉晶工序。拉晶设备102的收尾状态信息为拉晶设备102在每根单晶硅棒拉制完成后生成的状态信息。
[0035]
进一步的,本发明实施例公开的硅棒拉制系统还包括与控制平台101通信的第一运送设备104和第一上料设备106。控制平台101用于根据拉晶设备102的预热状态信息,在确定硅料数据库中存在拉晶设备102的加料需求信息的情况下,生成首次装料任务。并控制第一搬运设备将满足首次装料任务的硅料运送至加料区域。其中,该硅料为预先根据需求进行配比的物料,且在硅料配比完成之后,将配比过程中的相关信息发送给控制平台101,以进行存储。
[0036]
其中,上述加料区域位于相应的拉晶设备102附近。第一运送设备104可以为六轴机器人或avg(automated guided vehicles,无人搬运车),第一上料设备106可以为具有数据处理能力的机械臂或者桁架,对此,本发明不作具体限定。
[0037]
当第一运送设备104将满足首次装料任务的硅料运送至加料区域之后,该第一运送设备104还用于生成运送完成信号,并将该运送完成信号发送给控制平台101。之后,当拉晶设备102到达熔料状态时,该拉晶设备102将该熔料状态信息发送给控制平台101,此时,控制平台101用于控制第一上料设备106将满足首次加料需求信息的硅料从加料区域上料至所述拉晶设备102,并控制所述拉晶设备102进行首次拉晶工序,以获得首次单晶硅棒。其中,拉晶设备102达到熔料状态为拉晶设备102的功率和温度均达到熔料需求值。该熔料需求值为根据拉晶设备102进行熔料时需要达到的功率和温度,可以根据具体情况进行设定,本发明实施例对此不作限定。
[0038]
控制平台101还用于根据拉晶设备102的收尾状态信息,在确定硅料数据库中存在拉晶设备102的二次加料需求信息的情况下,控制第一运送设备104将满足二次加料需求信息的硅料运送至加料区域。当第一运送设备104将满足二次装料需求的硅料运送至加料区域之后,该第一运送设备104还用于生成运送完成信号,并将该运送完成信号发送给控制平台101。之后,当拉晶设备102到达再次熔料状态时,该拉晶设备102将该熔料状态信息发送给控制平台101,此时,控制平台101用于控制第一上料设备106将满足二次加料需求信息的硅料从加料区域上料至所述拉晶设备102,并控制所述拉晶设备102进行二次拉晶工序,以获得二次单晶硅棒。其中,上述二次加料为首次加料之后的其他加料过程,可以为根据拉晶设备102进行的多次加料过程。
[0039]
基于此,本发明实施例实现了自动化运送硅料和自动化将硅料上料至拉晶设备102的工序,提高了本发明实施例的自动化程度。
[0040]
本发明实施例中,上述拉晶设备102在每次完成单晶硅棒的拉制之后,均生成单晶硅棒的拉制信息,并将该单晶硅棒的拉制信息发送给控制平台101,控制平台101用于将该单晶硅棒的拉制信息存储至单晶硅棒数据库,以实现单晶硅棒的拉制信息的自动统计。控制平台101还用于将首次加料需求信息中的硅料信息以及二次加料信息中的硅料信息存储至硅料数据库,进一步实现了晶棒拉制过程中信息的自动化统计。最后,本发明实施例可以根据拉晶设备102的预热状态信息控制第一运送设备104将首次加料需求信息中的硅料运
送至加料区域,根据拉晶设备102的熔料状态信息控制第一上料设备106将首次加料需求信息中的硅料从所述加料区域上料至所述拉晶设备102,故本发明可以根据拉晶设备102的工作状态触发第一运送设备104和第一上料设备106进行拉晶设备102的首次加料工作,无需人工参与,可以更高效的完成拉晶设备102对硅料的需求,提高了硅棒拉制过程的效率。本发明根据拉晶设备102的收尾状态信息控制第一运送设备104将二次加料需求信息中的硅料运送至加料区域,根据拉晶设备102的熔料状态信息控制第一上料设备106将二次加料需求信息中的硅料从所述加料区域上料至所述拉晶设备102,故本发明可以根据拉晶设备102的工作状态触发第一运送设备104和第一上料设备106进行拉晶设备102的二次加料工作,无需人工参与,可以更高效的完成拉晶设备102在二次加料中对硅料的需求,提高了硅棒拉制过程的效率。
[0041]
在一种可能的实现方式中,在拉晶设备102在拉晶工序发生异常时,拉晶设备102还用于向控制平台101发送异常状态信息,并且向目标客户端发送异常状态信息,此时,持有该目标客户端的工作人员,可以进行相应的操作,例如,停炉操作。控制平台101在接收在拉晶设备102发送的异常状态信息之后,在异常状态数据库中查找该异常状态信息中的异常状态解决方案。当异常状态数据库中存在该异常状态解决方案的情况下,控制平台101用于向目标客户端发送该异常状态解决方案。持有该目标客户端的工作人员可以根据该异常状态解决方案进行相应的操作,从而对该异常状态信息中的异常状态进行处理。基于此,工作人员可以及时准确的处理拉晶设备102的异常状态。
[0042]
进一步的,控制平台101还用于在异常状态解决方案为多个的情况下,在多个解决方案中确定最优解决方案,并向目标客户端发送最优解决方案。基于此,可以使工作人员及时、准确解决拉晶设备102的异常状态,使得生产效率提升5%左右。
[0043]
在实际中,本发明实施例中的硅棒拉制系统还包括与控制平台101通信的取晶设备。当拉晶设备102执行完一次拉晶工序,得到单晶硅棒后,该拉晶设备102用于向控制平台101发送收尾状态信息。当拉晶设备102的工作时长达到预设工作时长时,控制平台101用于产生拉晶设备102的停炉状态信息。在此基础上,控制平台101用于根据收尾状态信息或停炉状态信息,控制取晶设备将单晶硅棒从拉晶设备102中取出至冷却区域,并将拉晶设备102发送的单晶硅棒的硅棒信息存储至单晶硅棒数据库。基于此,实现了本发明实施例取晶工序的自动化,以及单晶硅棒信息统计的自动化。可以理解,在实际中,当单晶硅棒拉制完成,从拉晶设备102中取出时,温度较高,此时需要将该单晶硅棒进行冷却,以进行下一工序。上述单晶硅棒的硅棒信息至少包括单晶硅棒的尺寸信息,拉制完成时刻等。其中,单晶硅棒的尺寸信息至少包括单晶硅棒的直径。
[0044]
为了保证拉制的单晶硅棒符合要求,本发明实施例提供的硅棒拉制系统还包括与控制平台101通信的第二上料设备107;控制平台101用于根据单晶硅棒的拉制完成时刻以及单晶硅棒的预设冷却时长,当由当前时刻与单晶硅棒的拉制完成时刻确定的单晶硅棒在冷却区域的存放时长大于或等于单晶硅棒的预设冷却时长时,控制平台101还用于控制第二上料设备107将单晶硅棒上料至检测设备103。该检测设备103用于对单晶硅棒的电阻率和寿命进行检测。且该检测设备103还用于在对单晶硅棒的电阻率和寿命进行检测之后,生成单晶硅棒的电阻率和寿命信息,并将该单晶硅棒的电阻率和寿命信息发送给控制平台101。此时,控制平台101用于根据单晶硅棒的电阻率和寿命信息确定单晶硅棒的加工参数。
具体的,控制平台101用于根据单晶硅棒的电阻率和寿命信息,核算单晶硅棒的成品长度、需加工短棒长度、边皮电阻档位,同时结合设备给出单晶硅棒的直径信息,完成单晶硅棒的质量信息确认。基于此,可以有效的降低工作人员搬运次数、检测项目多等情况,使工作人员工作量下降30%,物料流转效率有效提升。其中,上述第二上料设备107可以为具有数据处理能力的机械臂或者桁架。
[0045]
再者,控制平台101还用于将单晶硅棒的电阻率和寿命信息和单晶硅棒的质量信息存储至单晶硅棒数据库存储至单晶硅棒数据库,实现了自动化统计单晶硅棒信息。
[0046]
本发明实施例中,硅棒拉制系统还包括与控制平台101通信的目标客户端。控制平台101还用于根据拉晶设备102的工作时长判断拉晶设备102是否到达停炉状态,当拉晶设备102到达停炉状态时,控制平台101用于向目标客户端发送拉晶设备102的拆装和保养任务。具体的,所述控制平台101用于根据拉晶设备102的工作时长与预设工作时长,确定拉晶设备102是否到达停炉状态。当拉晶设备102的工作时长大于或等于预设工作时长时,该拉晶设备102到达停炉状态。其中,该预设工作时长为拉晶设备102可连续进行正常拉晶工序的时长,当超过该预设时长时,该拉晶设备102可能会出现由于辅材的老化,进而导致拉制的单晶硅棒不合格。故此时,需要对该拉晶设备102进行维修和保养。其中,上述目标客户端可以为安装在对拉晶设备102进行维修和保养的工作人员手持的移动终端上。当控制平台101向目标客户端发送拉晶设备102的拆装和保养任务时,手持该移动终端的工作人员对相应的拉晶设备102进行拆装和保养。具体的,当工作人员接收到拉晶设备102的拆装和保养任务时,完成工器具准备工作到拉晶设备102相对应操作区域。然后工作人员按照sop(standard operating procedure,标准作业程序)完成拉晶设备102拆装后,控制平台101根据辅材使用寿命推送消息至目标客户端,工作人员完成辅材评审、是否使用等确认工作。最后,工作人员完成拉晶设备102组装和安装。其中,上述辅材包括石墨件。
[0047]
在采用上述方案的情况下,本发明实施例可以根据拉晶设备102的停炉状态,向目标客户端发送拉晶设备102的拆装和保养任务,手持该目标客户端的人员可以根据该拉晶设备102的拆装和保养任务对拉晶设备102进行拆装或保养,保证了对单晶设备拆装或保养的及时性,提高了单晶设备的利用率。
[0048]
进一步的,本发明实施例中的硅棒拉制系统还包括与控制平台101通信的第二运送设备105。当工作人员完成辅材评审、是否使用等工作确认辅材需要更换时,通过目标客户端向控制平台101发送辅材需求信息,控制平台101用于根据目标客户端发送的辅材需求信息,确定辅材数据库中存在辅材需求信息的情况下,控制第二运送设备105将满足辅材需求信息的辅材从辅材库运送至辅材需求区域,并向目标客户端发送辅材送达信息。控制平台101还用于当辅材的使用时长大于或等于辅材的使用寿命时,向目标客户端发送辅材的替换任务。控制平台101还用于推送辅材配送任务至仓储,由仓储安排人员按照规格、批次、数量将主辅材配送至需求区域。同时每次辅材到达使用时间时,控制平台101自动生成评审任务至技术管理人员使用的目标客户端,由技术管理人员及时、准确的完成评审,避免辅材带病作业。其中,上述第二运送设备105包括六轴机器人或avg(automated guided vehicles,无人搬运车)。
[0049]
本发明实施例针对单晶硅棒拉制各个工序,利用单炉配料、设备数据采集、毛棒检测项目及单晶硅棒特性、物料流转自动化及相对应的仪器和物流器具,结合工作任务调度、
大数据理念和问题解决方案推动,对单晶硅棒拉制过程中物料信息统计自动、高效且准确及时,提升单晶炉台加工效率和利用率,进而提高现场物料流转效率,降低员工劳动强度和现场生产成本。
[0050]
参照图2,上述控制平台执行的动作可以作为计算机指令存储在控制平台的存储器220中,存储器220中存储的计算机指令由处理器来执行。
[0051]
控制平台200包括:处理器210和通信接口230,通信接口230和处理器耦合210,处理器210用于运行计算机程序或指令。控制平台200可以通过通信接口230与拉晶设备、检测设备、第一运送设备、第一上料设备、第二运送设备、第二上料设备的驱动组件进行通信。
[0052]
如图2所示,上述处理器210可以是一个通用中央处理器(central processing unit,cpu),微处理器,专用集成电路(application-specific integrated circuit,asic),或一个或多个用于控制本发明方案程序执行的集成电路。上述通信接口230可以为一个或多个。通信接口230可使用任何收发器一类的装置,用于与其他设备或通信网络通信。
[0053]
如图2所示,上述控制平台200还可以包括通信线路240。通信线路240可包括一通路,在上述组件之间传送信息。
[0054]
可选的,如图2所示,控制平台200还可以包括存储器220。存储器220用于存储执行本发明方案的计算机指令,并由处理器210来控制执行。处理器210用于执行存储器220中存储的计算机指令。
[0055]
如图2示,存储器220可以是只读存储器(read-only memory,rom)或可存储静态信息和指令的其他类型的静态存储设备,随机存取存储器(random access memory,ram)或者可存储信息和指令的其他类型的动态存储设备,也可以是电可擦可编程只读存储器(electrically erasable programmable read-only memory,eeprom)、只读光盘(compact disc read-only memory,cd-rom)或其他光盘存储、光碟存储(包括压缩光碟、激光碟、光碟、数字通用光碟、蓝光光碟等)、磁盘存储介质或者其他磁存储设备、或者能够用于携带或存储具有指令或数据结构形式的期望的程序代码并能够由计算机存取的任何其它介质,但不限于此。存储器220可以是独立存在,通过通信线路240与处理器210相连接。存储器220也可以和处理器210集成在一起。
[0056]
可选的,本发明实施例中的计算机指令也可以称之为应用程序代码,本发明实施例对此不作具体限定。
[0057]
在具体实现中,作为一种实施例,如图2所示,处理器210可以包括一个或多个cpu,如图2中的cpu0和cpu1。
[0058]
在具体实现中,作为一种实施例,如图2所示,控制平台200可以包括多个处理器210,如图2中的处理器210和处理器250。这些处理器中的每一个可以是一个单核处理器,也可以是一个多核处理器。
[0059]
本发明实施例还提供一种计算机可读存储介质。该计算机可读存储介质中存储有指令,当指令被运行时,实现上述实施例中由控制平台执行的功能。
[0060]
在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任意组合来实现。当使用软件实现时,可以全部或部分地以计算机程序产品的形式实现。计算机程序产品包括一个或多个计算机程序或指令。在计算机上加载和执行计算机程序或指令时,全部或
部分地执行本发明实施例的流程或功能。计算机可以是通用计算机、专用计算机、计算机网络、终端、用户设备或者其它可编程装置。计算机程序或指令可以存储在计算机可读存储介质中,或者从一个计算机可读存储介质向另一个计算机可读存储介质传输,例如,计算机程序或指令可以从一个网站站点、计算机、服务器或数据中心通过有线或无线方式向另一个网站站点、计算机、服务器或数据中心进行传输。计算机可读存储介质可以是计算机能够存取的任何可用介质或者是集成一个或多个可用介质的服务器、数据中心等数据存储设备。可用介质可以是磁性介质,例如,软盘、硬盘、磁带;也可以是光介质,例如,数字视频光盘(digital video disc,dvd);还可以是半导体介质,例如,固态硬盘(solid state drive,ssd)。
[0061]
尽管在此结合各实施例对本发明进行了描述,然而,在实施所要求保护的本发明过程中,本领域技术人员通过查看附图、公开内容、以及所附权利要求书,可理解并实现公开实施例的其他变化。在权利要求中,“包括”(comprising)一词不排除其他组成部分或步骤,“一”或“一个”不排除多个的情况。单个处理器或其他单元可以实现权利要求中列举的若干项功能。相互不同的从属权利要求中记载了某些措施,但这并不表示这些措施不能组合起来产生良好的效果。
[0062]
尽管在此结合各实施例对本发明进行了描述,然而,在实施所要求保护的本发明过程中,本领域技术人员通过查看附图、公开内容、以及所附权利要求书,可理解并实现公开实施例的其他变化。在权利要求中,“包括”(comprising)一词不排除其他组成部分或步骤,“一”或“一个”不排除多个的情况。单个处理器或其他单元可以实现权利要求中列举的若干项功能。相互不同的从属权利要求中记载了某些措施,但这并不表示这些措施不能组合起来产生良好的效果。
[0063]
尽管结合具体特征及其实施例对本发明进行了描述,显而易见的,在不脱离本发明的精神和范围的情况下,可对其进行各种修改和组合。相应地,本说明书和附图仅仅是所附权利要求所界定的本发明的示例性说明,且视为已覆盖本发明范围内的任意和所有修改、变化、组合或等同物。显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1