石英玻璃坩埚及其制造方法与流程
1.本发明涉及石英玻璃坩埚及其制造方法,特别是涉及在提拉单晶硅时使用的抑制单晶硅提拉时的气泡膨胀的石英玻璃坩埚及其制造方法。
背景技术:
2.已知石英玻璃中的氧过量缺陷(例如nbohc(non bridge oxygen hole center;非桥氧空穴中心))是导致产生气泡膨胀的原因。
3.在将上述石英玻璃应用于在提拉单晶硅时所使用的石英玻璃坩埚的情况下,当使硅原料在坩埚内熔融时,氧过量缺陷所含的氧由于所产生的热而脱离,被捕集于氧过量缺陷内的残留气泡膨胀,从而在坩埚内发生气泡膨胀。
4.如果这样的气泡膨胀发生在坩埚内表面附近,则存在气泡破裂时石英玻璃的碎片混入硅熔融液中这样的问题。进而,气泡从坩埚内表面脱离,有可能在培育的单晶硅中混入气泡。
5.如果能够非破坏性地测定石英玻璃中的氧过量缺陷,则能够提供保证了基于该测定结果的品质的石英玻璃部件、石英玻璃坩埚。
6.作为非破坏地测定石英玻璃中的氧过量缺陷的方法,存在专利文献1所公开的激光拉曼光谱分析法。根据该激光拉曼光谱分析法,在4000cm
‑1~4100cm
‑1处检测的650nm的荧光源于氧过量缺陷,通过在微小区域测定该荧光强度(红色荧光强度比:红色荧光(100~4000cm
‑1)的面积强度除以石英玻璃的内标峰(700~900cm
‑1)的面积强度而算出)的分布,能够掌握氧过量缺陷的量随位置而变化的大致倾向。
7.然而,在专利文献1所公开的使用了激光拉曼光谱分析法的氧过量缺陷的评价中,只不过是以红色荧光强度比这样的形式进行间接评价。即,虽然是非破坏,但无法测定氧过量缺陷的量,在对其结果进行不良分析、品质保证的方面,存在无法反映为具体数值的问题。
8.针对这样的问题,本技术人在专利文献2中提出了能够在微小区域非破坏地测定石英玻璃中的氧过量缺陷的量的评价方法。
9.该方法包括:使用激光拉曼光谱分析法和电子自旋共振法得到石英玻璃部件中的红色荧光强度比和氧过量缺陷的标准曲线的工序;和根据通过上述激光拉曼光谱分析法测定出的石英玻璃部件的红色荧光强度比,使用上述标准曲线,计算氧过量缺陷的每单位重量的个数的工序。
10.现有技术文献
11.专利文献
12.专利文献1:日本特开2000
‑
344536号公报
13.专利文献2:日本特开2019
‑
90794号公报
技术实现要素:
14.发明所要解决的问题
15.如果基于由本技术人提出的专利文献2的评价方法得到的石英玻璃中的氧过量缺陷的量来评价石英玻璃部件,则能够有效地抑制石英玻璃坩埚中的气泡膨胀的发生。
16.但是,在本技术人提出的专利文献2中,未能提供将石英玻璃部件(石英玻璃坩埚)中的氧过量缺陷的量形成为所希望的值的方法。
17.本技术发明人进行了深入研究,发现通过在维持为熔融成型后的高温状态的石英玻璃坩埚(坩埚形状体)的表面暴露与该表面区域所包含的氧反应的规定的反应性气体,从而能够抑制存在于石英玻璃坩埚的表层的氧过量缺陷的量,至此完成了本发明。
18.本发明的目的在于提供一种石英玻璃坩埚及其制造方法,在用于培育单晶硅的石英玻璃坩埚中,至少其内表面侧的氧过量缺陷量被降低至规定值以下。
19.用于解决问题的手段
20.为了解决上述问题而完成的本发明的石英玻璃坩埚是用于培育单晶硅的石英玻璃坩埚,其特征在于,至少在从所述石英玻璃坩埚的内表面至深度3mm的区域中的氧过量缺陷的含量为3
×
10
11
个/g以下。
21.通过使用这样构成的石英玻璃坩埚,在坩埚内熔融硅原料时,即使因所产生的热而使被捕获在氧过量缺陷内的残留气泡膨胀,也会因坩埚内表面的氧过量缺陷量较少而抑制坩埚内表面的气泡膨胀的发生,防止气泡向硅熔液中溶解。
22.另外,为了解决问题而完成的本发明的石英玻璃坩埚的制造方法是具有上述特征的石英玻璃坩埚的制造方法,包含:
23.使坩埚成型用模具的内侧部件绕轴旋转,并且向所述内侧部件内供给玻璃原料粉末的步骤;
24.通过吸引力和离心力将所述玻璃原料粉末按压于绕轴旋转的所述内侧部件的内表面,在该内表面上形成具有至少1层的原料粉末层叠体的步骤;
25.将所述原料粉末层叠体的内侧加热熔融,使所述原料粉末层叠体的整体玻璃化而形成坩埚形状体的步骤;以及
26.将所述坩埚形状体的内侧表面温度保持在950℃~1200℃之间的步骤,
27.在将所述坩埚形状体的内侧表面温度保持在950℃~1200℃之间的步骤中,使与所述坩埚形状体中包含的氧发生反应的反应性气体至少暴露于所述坩埚形状体的内表面。
28.另外,优选地,在将所述坩埚形状体的内侧表面温度保持在950℃~1200℃之间的步骤中,将与所述坩埚形状体所含的氧反应的反应性气体以大于5l/秒且小于20l/秒向所述坩埚形状体的内表面喷吹60分钟以上。
29.另外,优选地,在将所述坩埚形状体的内侧表面温度保持在950℃~1200℃之间的步骤中,喷吹所述反应性气体的时间为60分钟以上且180分钟以下。
30.另外,优选地,所述反应性气体为氢气。
31.通过这样的方法,能够得到如上述那样至少在从石英玻璃坩埚的内表面到深度3mm的区域中的氧过量缺陷的含量为3
×
10
11
个/g以下的石英玻璃坩埚,能够起到上述的效果。
32.发明效果
33.根据本发明,能够提供一种用于培育单晶硅的石英玻璃坩埚及其制造方法,在该石英玻璃坩埚中至少使其内表面侧的氧过量缺陷量降低至规定值以下。
附图说明
34.图1是本发明的石英玻璃坩埚的剖视图。
35.图2是用于制造图1的石英玻璃坩埚的装置的概略图。
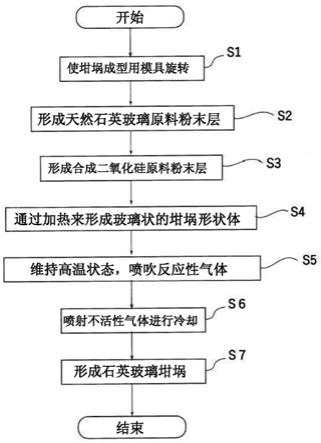
36.图3是表示本发明的石英玻璃坩埚的制造方法的流程的流程图。
37.标号说明
[0038]1ꢀꢀ
石英玻璃坩埚
[0039]2ꢀꢀ
不透明外层(不透明层)
[0040]3ꢀꢀ
透明内层(透明层)
[0041]
11 直体部
[0042]
12 角部
[0043]
13 底部
[0044]
20 石英玻璃坩埚制造装置
具体实施方式
[0045]
以下,基于附图对本发明的石英玻璃坩埚及其制造方法的实施方式进行说明。图1是本发明的石英玻璃坩埚的截面图,图2是用于制造图1的石英玻璃坩埚的装置的概略图。
[0046]
石英玻璃坩埚1例如形成为口径100~950mm,并且具有:底部13,其具有规定的曲率;角部12,其形成在上述底部13的周围,具有规定的曲率;以及直体部11,其从上述角部12向上方延伸。在上述直体部11的上端形成有坩埚开口(称为上端开口或口部1a)。
[0047]
在本实施方式中,如图1所示,石英玻璃坩埚1为不透明外层2(不透明层)与透明内层3(透明层)的双层结构。
[0048]
其中,不透明外层2由天然原料石英玻璃构成,透明内层3由提拉单晶硅时与熔融硅接触的高纯度的合成原料石英玻璃(或天然原料石英玻璃)构成。
[0049]
在此,不透明是指石英玻璃中内含大量气泡(气孔)而外观上白浊的状态。另外,天然原料石英玻璃是指将水晶等天然质原料熔融而制造的二氧化硅玻璃,所谓合成原料石英玻璃是指例如将通过硅醇盐的水解而合成的合成原料熔融而制造的二氧化硅玻璃。
[0050]
由天然原料石英玻璃构成的不透明外层2在加热前,直体部11的厚度尺寸例如为10~40mm,角部12的厚度尺寸为10~40mm,底部13的厚度尺寸为10~40mm。
[0051]
另外,由合成原料石英玻璃(或天然原料石英玻璃)构成的透明内层3的直体部11的厚度尺寸为3~30mm,角部12的厚度尺寸为3~30mm,底部13的厚度尺寸为3~30mm。
[0052]
另外,在透明内层3的从内表面到深度3mm以内的区域中,该氧过量缺陷的含量形成为3
×
10
11
个/g以下。
[0053]
这样,通过将从坩埚内表面到深度3mm的区域中的氧过量缺陷的含量形成为3
×
10
11
个/g以下,能够有效地抑制石英玻璃坩埚1中的气泡膨胀的发生。
[0054]
即,在坩埚内熔融硅原料时,即使因所产生的热而在氧过量缺陷内被捕获的残留气泡膨胀,由于坩埚内表面的氧过量缺陷量较少,因此可抑制坩埚内表面的气泡膨胀的发
生,防止气泡向硅熔液中溶解。
[0055]
接着,对本发明的石英玻璃坩埚的制造方法进行说明。
[0056]
本发明的石英玻璃坩埚的制造方法例如使用图2所示的石英玻璃坩埚制造装置20来进行。石英玻璃坩埚制造装置20的坩埚成型用模具21例如包括:由穿设有多个贯通孔(未图示)的模具构成的内侧部件22;和在其外周设置通气部23并保持内侧部件22的保持体24。
[0057]
另外,在保持体24的下部固定有与未图示的旋转单元连结的旋转轴25,以能够旋转的方式支承坩埚成型用模具21。通气部23经由设置于保持体24下部的开口部27而与设置于旋转轴25中央的排气口26连结,该通气部23与减压机构28连结。
[0058]
在与所述内侧部件22对置的上部设置有:电弧放电用的电弧电极29;原料供给喷嘴31;喷射氮气或氦气、氩气并向坩埚的规定部位喷吹所述气体的喷嘴32;以及喷射与石英玻璃中的氧(o2)反应的反应性气体例如氢气(h2)并向坩埚的内表面喷吹的喷嘴34。
[0059]
为了使用该石英玻璃坩埚制造装置20制造坩埚,使旋转驱动源(未图示)运转而使旋转轴25向箭头方向旋转,由此使坩埚成型用模具21以规定的速度旋转(图3的步骤s1)。
[0060]
然后,在大气氛围下利用减压机构28的工作进行通气部23的减压,经由在坩埚成型用模具21的内侧部件22形成的多个贯通孔来吸引内侧部件22内表面侧,并且从原料供给喷嘴31向内侧部件22内供给石英玻璃原料粉末。
[0061]
该原料供给喷嘴31构成为:在旋转的坩埚成型用模具21内装填石英玻璃原料粉末时,首先装填例如粗粒的天然石英玻璃原料粉末,然后在其内表面装填例如微粒的合成二氧化硅原料粉末。
[0062]
另外,也可以设置两个原料供给喷嘴,分别供给原料粉末。
[0063]
供给到该坩埚成型用模具21内的天然石英玻璃原料粉末在向内侧部件22内表面侧的吸引力和离心力的作用下被按压于坩埚成型用模具21的内侧部件22,并形成一个层(天然石英玻璃原料粉末层5)(图3的步骤s2)。
[0064]
然后,接着该天然石英玻璃原料粉末,将合成二氧化硅原料粉末供给至坩埚成型用模具21内。该合成二氧化硅原料粉末在吸引力和离心力的作用下而被按压于天然石英玻璃原料粉末层5,并形成一个层(合成二氧化硅原料粉末层6),整体上形成坩埚形状的双层原料粉末层叠体7(图3的步骤s3)。
[0065]
在形成上述原料粉末层叠体7之后,继续利用减压机构28的工作进行减压,在经过规定时间后,对作为碳电极的电弧电极29通电而从原料粉末层叠体的内侧进行加热,使原料粉末层叠体7从内侧熔融,使表层玻璃化(成为合成氧化硅玻璃层)。
[0066]
进而,继续利用减压机构28的工作进行减压,经由形成于内侧部件22的多个贯通孔而从原料粉末层叠体7吸引规定时间。
[0067]
进而,对电弧电极29通电,从原料粉末层叠体7的内侧加热熔融,形成玻璃化后的坩埚形状体8(图3的步骤s4)。
[0068]
在此,坩埚形状体8的温度保持在950℃~1200℃,从喷嘴34以大于5l/秒且小于20l/秒的流量向坩埚内表面整体喷吹60分钟~180分钟的作为反应性气体的反应性气体(图3的步骤s5)。
[0069]
通过该处理,反应性气体与坩埚内表面的氧成分反应,除去了坩埚内表面区域(从表面到深度3mm的区域)中的过量氧,从而使氧过量缺陷的含量被抑制在3
×
10
11
个/g以下。
[0070]
另外,在喷吹上述反应性气体的工序中,若坩埚形状体8的温度低于950℃,则反应性气体从坩埚内表面向玻璃壁中内部扩散时的扩散速度变慢,因此不优选。另外,若大于1200℃,则超过玻璃应变点,应力局部集中于模具中的石英玻璃坩埚内,存在石英玻璃坩埚变形的风险,因此不优选。
[0071]
另外,喷吹氢气的时间如果在大于5l/秒且小于20l/秒的流量下短于60分钟,则反应性气体从坩埚内表面向玻璃壁内部的扩散效果减弱,因此不优选。另外,如果在大于5l/秒且小于20l/秒的流量下长于180分钟,则反应性气体的扩散范围过大,例如超过底部等薄的透明内层,连不透明外层也被抑制了氧过量缺陷,因此抑制了气泡的产生,并使得玻璃内部被过度加热。这样,在玻璃内部被过度加热的情况下,玻璃内部的硅熔液的温度出现不均匀,对单晶的提拉造成影响,因此不优选。
[0072]
进而,若反应性气体的供给少,则气体遍布石英玻璃坩埚内表面整体的速度变慢,其结果,向玻璃壁中扩散的速度也变慢。另一方面,若反应性气体的供给量多,则反应性气体从坩埚内表面向玻璃壁中扩散的反应场始终变化,因此不优选。因此,反应性气体的流量优选为大于5l/秒且小于20l/秒。反应性气体的流量更优选能稳定地保持反应场的10l/秒左右。
[0073]
最后,向容易成为高温的部位、例如上述坩埚形状体8的底部喷射氮气或氦气来进行冷却,抑制该部位的合成氧化硅玻璃层的高温化,抑制因汽化而导致的铝及金属系元素的浓缩(图3的步骤s6)。
[0074]
然后,在冷却后,通过切断上述坩埚形状体8的上端部,得到图1所示的石英玻璃坩埚1(图3的步骤s7)。
[0075]
如上所述,根据本实施方式,在距坩埚内表面的深度为3mm以内的区域中,该氧过量缺陷的含量形成为3
×
10
11
个/g以下。
[0076]
通过使用这样形成的石英玻璃坩埚,在坩埚内熔融硅原料时,即使因所产生的热而使被捕获在氧过量缺陷内的残留气泡膨胀,由于坩埚内表面的氧过量缺陷量较少,因此也可抑制坩埚内表面产生气泡膨胀,防止气泡向硅熔液中的溶解。
[0077]
另外,在制造这样的石英玻璃坩埚时,对保持在950℃~1200℃的坩埚形状体8的内表面,以大于5l/秒且小于20l/秒向坩埚内表面整体喷吹60分钟~180分钟的反应性气体(例如氢气),从而能够降低坩埚内表面的氧过量缺陷。
[0078]
需要说明的是,虽然在图3的步骤s5中,利用喷嘴34将反应性气体喷吹到坩埚内表面,但不限于此,也可以在将坩埚形状体8保持在高温的腔室内的状态下,向腔室内导入作为反应性气体的氢气,对坩埚表面暴露60分钟~180分钟的氢气。
[0079]
另外,在上述实施方式中,以双层结构的石英玻璃坩埚为例进行了说明,但在本发明中,石英玻璃坩埚的层数没有限制,可以为1层也可以为3层以上。
[0080]
另外,在上述实施方式中,将向坩埚内表面喷吹的反应性气体设为氢气,但在本发明中并不限定于氢气,只要是与氧气反应的气体,也可以使用其他气体。
[0081]
[实施例]
[0082]
基于实施例进一步说明本发明的石英玻璃坩埚及其制造方法。
[0083]
[实验1]
[0084]
在实验1中,使用图2所示的石英玻璃坩埚制造装置,通过上述实施方式所示的制
造方法,进行直径约800mm的石英玻璃坩埚的制造。
[0085]
形成坩埚形状体后,在大气压的环境下保持在1200℃,在腔室内以10l/秒导入60分钟以上的氢气。然后,冷却坩埚形状体,制造石英玻璃坩埚。
[0086]
在制造的石英玻璃坩埚的图1的标号11、12、13所示的3处部位,根据深度方向的位置验证了氧过量缺陷量是否存在差异。
[0087]
在实施例1中,利用专利文献2中记载的方法来测定距离坩埚内表面1mm、实施例2中距离坩埚内表面2mm、实施例3中距离坩埚内表面3mm的位置的氧过量缺陷量。
[0088]
将实验1的结果示于表1。
[0089]
需要说明的是,表1的氧过量缺陷量是在各自的深度测定的各部位的平均的值。
[0090]
[表1]
[0091] 距坩埚内表面的深度(mm)氧过量缺陷量(个/g)实施例11mm1
×
10
10
实施例22mm8
×
10
10
实施例33mm3
×
10
11
[0092]
根据实验1的结果确认了:如果距坩埚内表面的深度在3mm以内的范围,则氧过量缺陷量为3
×
10
11
个/g以下。
[0093]
[实验2]
[0094]
在实验2中,将反应性气体导入量设为10l/秒,改变形成坩埚形状体后的保持温度的条件、改变导入时间的条件,制造石英玻璃坩埚。在所制造的石英玻璃坩埚的图1的标号11、12、13所示的3处部位,测定距坩埚内表面的深度为3mm时的氧过量缺陷量。另外,还确认了此时的石英玻璃坩埚的变形和对不透明外层的有无影响。
[0095]
[实施例4、5]
[0096]
在实施例4、5中,使形成坩埚形状体后的保持温度的条件与实验1不同并进行了验证。其他条件与实验1相同。
[0097]
[实施例6、7]
[0098]
在实施例6、7中,使形成坩埚形状体后的反应性气体导入时间的条件与实验1不同并进行了验证。其他条件与实验1相同。
[0099]
[比较例1]
[0100]
在比较例1中,在形成坩埚形状体后不导入反应性气体,制造石英玻璃坩埚。
[0101]
[比较例2]
[0102]
在比较例2中,使形成坩埚形状体后的保持温度的条件与实验1不同并进行了验证。其他条件与实验1相同。
[0103]
[实施例8]
[0104]
在实施例8中,使形成坩埚形状体后的保持温度的条件与实验1不同并进行了验证。其他条件与实验1相同。
[0105]
[比较例3]
[0106]
在比较例3中,使形成坩埚形状体后的反应性气体导入时间的条件与实验1不同并进行了验证。在比较例3中,将坩埚形状体保持温度设为1100℃。其他条件与实验1相同。
[0107]
[实施例9]
[0108]
在实施例9中,使形成坩埚形状体后的反应性气体导入时间的条件与实验1不同并进行了验证。其他条件与实验1相同。
[0109]
将实验2的结果示于表2。
[0110]
需要说明的是,表2的氧过量缺陷量是对各部位的氧过量缺陷量进行平均而得到的值。
[0111]
[表2]
[0112][0113]
[实验3]
[0114]
在实验3中,将形成坩埚形状体后的保持温度的条件固定为1200℃,将反应性气体导入时间固定为120分钟,改变反应性气体导入量,测定在距坩埚内表面的深度3mm的氧过量缺陷量。
[0115]
[实施例10]
[0116]
在实施例10中,使形成坩埚形状体后的反应性气体导入量的条件与实验1不同并进行了验证。其他条件与实验1相同。
[0117]
[对比例4、5]
[0118]
在比较例4、5中,使形成坩埚形状体后的反应性气体导入量的条件与实验1不同并进行了验证。其他条件与实验1相同。
[0119]
实验3的结果示于表3。
[0120]
[表3]
[0121] 反应性气体流量(l/秒)氧过量缺陷量(个/g)实施例10101
×
10
10
比较例455
×
10
11
比较例5204
×
10
11
[0122]
根据表2、3的结果,确认了通过将坩埚形状体保持在950~1200℃的高温状态,将氢气以大于5l/秒且小于20l/秒导入60~180分钟,将其暴露在坩埚内表面,从而能够至少在距坩埚内表面的深度为3mm的位置处将氧过量缺陷的含量形成为3
×
10
11
个/g以下。
[0123]
[实验4]
[0124]
在距坩埚内表面深度为3mm的区域中,使用氧过量缺陷的含量为3
×
10
11
个/g以下的坩埚和在距坩埚内表面深度为3mm的区域中氧过量缺陷的含量超过3
×
10
11
个/g的坩埚,提拉单晶硅,验证坩埚内表面的气泡膨胀的发生状况。
[0125]
作为提拉条件,使用cz(提拉法)法,在石英玻璃坩埚内投入多晶硅及b(硼酸)、p(磷),在1400℃以上使其溶解,用70小时以上提拉单晶硅。
[0126]
结果确认,在距坩埚内表面深度为3mm的区域中氧过量缺陷的含量为3
×
10
11
个/g以下的坩埚中,坩埚内表面的气泡膨胀的发生被抑制,并能够抑制气泡向硅熔融液的溶解。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1