一种碳基-PVC板材及其加工工艺的制作方法
一种碳基
‑
pvc板材及其加工工艺
技术领域
1.本发明为一种碳基
‑
pvc板材加工工艺,属于建筑材料技术领域。
背景技术:
2.pvc片材地板又称石塑地板,新型地面装饰材料,采用天然的大理石粉构成高密度、高纤维网状结构的坚实基层,表面覆以超强耐磨的高分子pvc耐磨层,经多道工序加工而成。
3.石塑地板与其他地面装饰材料相比优点突出,价格低廉,因此广受好评。
4.煤矸石伴随煤炭开采被大量挖掘出来。煤矸石经济价值低,大量煤矸石被弃置不用,一方面造成环境污染,另一方面占用大量土地。
5.近年来,随着新技术发展,原材料价格上升,煤矸石回收利用越来越被人重视。其中,以煤矸石替换石塑地板的大理石粉可有效降低产品成本,提高产品竞争力。
6.但是,如何以煤矸石替换大理石粉同时确保板材性能优良,目前对这方面的研究并不充分。
技术实现要素:
7.为解决上述技术问题,本发明提出一种以煤矸石和pvc树脂为基础原料的板材以及其加工工艺。
8.为实现上述技术目的,本发明提供的技术方案为:
9.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂167~250份、煤矸石500~750份、硬脂酸2.7~6.0份、pe蜡2~3.3份、石蜡1~1.7 份、acr增塑剂4~8.3份、cpe增韧剂10~13.3份和pvc抗收缩剂6.7~16.7份。
10.所述煤矸石为粉状,所述煤矸石目粒度为400~450目。
11.一种碳基
‑
pvc板材加工工艺,所述碳基
‑
pvc板材包括如下加工步骤:
12.第一步:混料,所述碳基
‑
pvc板材加工原料在混合机内混合,使原料在粉末状态下充分混合;
13.第二步:挤出,混合后的原料输送至螺杆挤出机,经过片材模头挤出成型;
14.第三步:板材成型,成型片材经过压延机a调整片材厚度,后经过切割机切割为条状板材,所述条状板材表面依次贴pvc彩膜和pvc耐磨层。
15.第四步:uv处理,所述板材表面经过uv处理;
16.第五步:回火,对板材进行回火处理,回火热水温度为40:~80℃;
17.第六步:开槽,板材上加工条形槽,所述条形槽用于相邻板材之间相互扣合;
18.第七步:包装,若干板状堆积后打包装箱。
19.所述混料包括热混和冷混,所述热混为:原料在高速混合机内混合温度为: 110~135℃,混合时间为20分钟,混合均匀后,所述原料转运至混合机;所述冷混为:原料在混合机b内混合温度为:15~20℃,混合时间为15分钟。
20.所述条状板材表面温度为40℃,其上表面覆盖pvc彩膜后经过压延机b实现贴合;贴合后的pvc彩膜表面温度为15℃,pvc彩膜上表面覆盖pvc耐磨层后经过压延机c实现贴合。
21.所述螺杆挤出机机筒温区和机头温区为:1170~200℃。
22.所述螺杆挤出机为双螺杆挤出机。
23.本发明与现有技术相比具有以下有益效果:
24.一、本发明采用煤矸石,可有效降低产品生产成本,同时煤矸石目粒度为 400~450目,在此目粒度下板材收缩率低、韧性优良、翘曲度相对较低。
25.二、本发明采用热混和冷混,混料过程最高温度为135℃,该温度范围内,可将原料内水分蒸发同时确保原料保持粉料状,利于原料混合和后续加工。
26.三、本发明采用重叠的片材内包含网格线结构,进一步提高板材韧性,进而减少pvc树脂的使用量。
具体实施方式
27.为进一步理解本发明,下面结合实施例详细阐述:
28.实施例1
29.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂167份、煤矸石500份、硬脂酸2.7份、pe蜡2份、石蜡1份、acr增塑剂 4份、cpe增韧剂10份和pvc抗收缩剂6.7份。
30.所述煤矸石为粉状,所述煤矸石目粒度为400目。
31.实施例2
32.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂167份、煤矸石500份、硬脂酸2.7份、pe蜡2份、石蜡1份、acr增塑剂 4份、cpe增韧剂10份和pvc抗收缩剂6.7份。
33.所述煤矸石为粉状,所述煤矸石目粒度为450目。
34.实施例3
35.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂250份、煤矸石750份、硬脂酸6.0份、pe蜡3.3份、石蜡1.7份、acr增塑剂8.3份、cpe增韧剂13.3份和pvc抗收缩剂16.7份。
36.所述煤矸石为粉状,所述煤矸石目粒度为400目。
37.实施例4
38.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂250份、煤矸石750份、硬脂酸6.0份、pe蜡3.3份、石蜡1.7份、acr增塑剂8.3份、cpe增韧剂13.3份和pvc抗收缩剂16.7份。
39.所述煤矸石为粉状,所述煤矸石目粒度为450目。
40.实施例5
41.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂200份、煤矸石650份、硬脂酸4.5份、pe蜡2.7份、石蜡1.4份、acr增塑剂6.2份、cpe增韧剂12份和pvc抗收缩剂11.7份。
42.所述煤矸石为粉状,所述煤矸石目粒度为400目。
43.实施例6
44.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂200份、煤矸石650份、硬脂酸4.5份、pe蜡2.7份、石蜡1.4份、acr增塑剂6.2份、cpe增韧剂12份和pvc抗收缩剂11.7份。
45.所述煤矸石为粉状,所述煤矸石目粒度为450目。
46.实施例7
47.一种碳基
‑
pvc板材,所述碳基
‑
pvc板材包括如下重量份的组分:pvc树脂200份、煤矸石650份、硬脂酸4.5份、pe蜡2.7份、石蜡1.4份、acr增塑剂6.2份、cpe增韧剂12份和pvc抗收缩剂11.7份。
48.所述煤矸石为粉状,所述煤矸石目粒度为425目。
49.实施例8
50.一种碳基
‑
pvc板材加工工艺,所述碳基
‑
pvc板材包括如下加工步骤:
51.第一步:混料,所述碳基
‑
pvc板材加工原料在混合机内混合,使原料在粉末状态下充分混合;
52.第二步:挤出,混合后的原料输送至螺杆挤出机,经过片材模头挤出成型;
53.第三步:板材成型,成型片材经过压延机a调整片材厚度,后经过切割机切割为条状板材,所述条状板材表面依次贴pvc彩膜和pvc耐磨层。
54.第四步:uv处理,所述板材表面经过uv处理;
55.第五步:回火,对板材进行回火处理,回火热水温度为:80~120℃;
56.第六步:开槽,板材上加工条形槽,所述条形槽用于相邻板材之间相互扣合;
57.第七步:包装,若干板状堆积后打包装箱。
58.至少两个片材上下重叠设置,且相邻片材之间设置有网格线,重叠的片材经过压延机a同时加热至150℃,实现重叠片材融合和厚度调整。
59.所述混料包括热混和冷混,所述热混为:原料在高速混合机内混合温度为: 110℃,混合时间为20分钟,混合均匀后,所述原料转运至混合机;所述冷混为:原料在混合机b内混合温度为:50℃,混合时间为15分钟。
60.所述条状板材表面温度为40℃,其上表面覆盖pvc彩膜后经过压延机b实现贴合;贴合后的pvc彩膜表面温度为15℃,pvc彩膜上表面覆盖pvc耐磨层后经过压延机c实现贴合。
61.所述螺杆挤出机机筒温区和机头温区为:1170~200℃。
62.所述螺杆挤出机为双螺杆挤出机。
63.实施例9
64.一种碳基
‑
pvc板材加工工艺,所述碳基
‑
pvc板材包括如下加工步骤:
65.第一步:混料,所述碳基
‑
pvc板材加工原料在混合机内混合,使原料在粉末状态下充分混合;
66.第二步:挤出,混合后的原料输送至螺杆挤出机,经过片材模头挤出成型;
67.第三步:板材成型,成型片材经过压延机a调整片材厚度,后经过切割机切割为条状板材,所述条状板材表面依次贴pvc彩膜和pvc耐磨层。
68.第四步:uv处理,所述板材表面经过uv处理;
69.第五步:回火,对板材进行回火处理,回火热水温度为:80~120℃;
70.第六步:开槽,板材上加工条形槽,所述条形槽用于相邻板材之间相互扣合;
71.第七步:包装,若干板状堆积后打包装箱。
72.所述混料包括热混和冷混,所述热混为:原料在高速混合机内混合温度为: 135℃,混合时间为20分钟,混合均匀后,所述原料转运至混合机;所述冷混为:原料在混合机b内混合温度为:60℃,混合时间为15分钟。
73.所述条状板材表面温度为40℃,其上表面覆盖pvc彩膜后经过压延机b实现贴合;贴合后的pvc彩膜表面温度为15℃,pvc彩膜上表面覆盖pvc耐磨层后经过压延机c实现贴合。
74.所述螺杆挤出机机筒温区和机头温区为:1170~200℃。
75.所述螺杆挤出机为双螺杆挤出机。
76.实施例10
77.一种碳基
‑
pvc板材加工工艺,所述碳基
‑
pvc板材包括如下加工步骤:
78.第一步:混料,所述碳基
‑
pvc板材加工原料在混合机内混合,使原料在粉末状态下充分混合;
79.第二步:挤出,混合后的原料输送至螺杆挤出机,经过片材模头挤出成型;
80.第三步:板材成型,成型片材经过压延机a调整片材厚度,后经过切割机切割为条状板材,所述条状板材表面依次贴pvc彩膜和pvc耐磨层。
81.第四步:uv处理,所述板材表面经过uv处理;
82.第五步:回火,对板材进行回火处理,回火热水温度为:80~120℃;
83.第六步:开槽,板材上加工条形槽,所述条形槽用于相邻板材之间相互扣合;
84.第七步:包装,若干板状堆积后打包装箱。
85.至少两个片材上下重叠设置,且相邻片材之间设置有网格线,重叠的片材经过压延机a同时加热至160℃,实现重叠片材融合和厚度调整。
86.所述混料包括热混和冷混,所述热混为:原料在高速混合机内混合温度为: 122℃,混合时间为20分钟,混合均匀后,所述原料转运至混合机;所述冷混为:原料在混合机b内混合温度为:55℃,混合时间为15分钟。
87.所述条状板材表面温度为85~110℃,其上表面覆盖pvc彩膜后经过压延机 b实现贴合;贴合后的pvc彩膜表面温度为85~110℃,pvc彩膜上表面覆盖 pvc耐磨层后经过压延机c实现贴合。
88.所述螺杆挤出机机筒温区和机头温区为:1170~200℃。
89.所述螺杆挤出机为双螺杆挤出机。
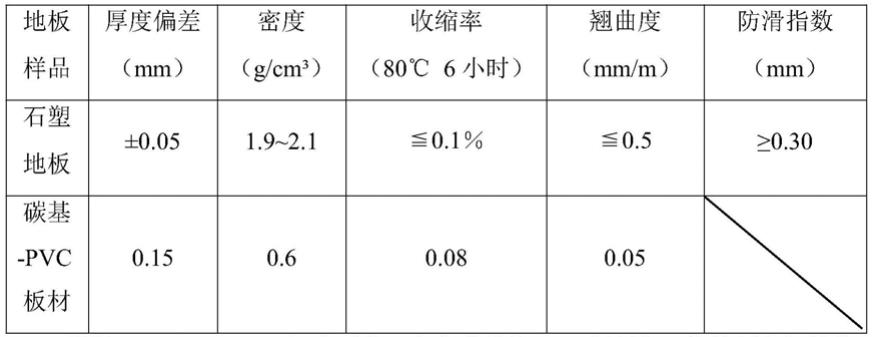
90.本发明所述碳基
‑
pvc板材与石塑地板性能对比:
[0091][0092]
根据gb/t4085
‑
2015标准要求,本发明碳基
‑
pvc板材与石塑地板之间性能对比主要涉及板材厚底、密度、板材收缩率、翘曲度和防滑指数方面测试。
[0093]
板材收缩率要求在80℃的密闭空间内存放6小时,并对存放前后的板材进行体积变化比较。
[0094]
通过上述参数可知,碳基
‑
pvc板材某些性能优于现存的石塑地板,而碳基
ꢀ‑
pvc板材的防滑指数与自身表面贴膜有关,其效果可优于石塑地板。
[0095]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1