移动扶手损伤检测装置的制作方法
1.本发明涉及检测移动扶手内部的金属钢丝的损伤的移动扶手损伤检测装置。
背景技术:
2.以往,已知一种移动扶手损伤检测装置,其具备:框体;损伤检测装置主体,其设置于框体,与移动扶手的上表面对置地配置;以及侧面辊,其设置于框体,与移动扶手的侧面接触。通过框体相对于移动扶手在移动扶手的长度方向上相对移动,损伤检测装置主体相对于移动扶手的上表面在移动扶手的长度方向上相对移动。通过损伤检测装置主体相对于移动扶手的上表面在移动扶手的长度方向上相对移动,损伤检测装置主体依次检测移动扶手的与损伤检测装置主体对置的部分的内部的金属钢丝的损伤(例如,参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2016
‑
88697号公报
技术实现要素:
6.发明要解决的课题
7.侧面辊在移动扶手的侧面滚动,由此损伤检测装置主体在移动扶手的长度方向上被引导。然而,在移动扶手的侧面的高度方向中央部,当制造移动扶手时形成有毛刺。在毛刺残留在移动扶手的侧面的情况下,当侧面辊在移动扶手的侧面滚动时,损伤检测装置主体相对于移动扶手在移动扶手的宽度方向上移动。由此,存在损伤检测装置主体的检测精度低的课题。
8.本发明是为了解决上述那样的课题而提出的,其目的在于提供一种能够提高损伤检测装置主体的检测精度的移动扶手损伤检测装置。
9.用于解决课题的手段
10.本发明的移动扶手损伤检测装置具备:框体;损伤检测装置主体,其设置于框体,与移动扶手对置地配置,检测移动扶手的内部的金属钢丝的损伤;侧面辊,其设置于框体,与移动扶手的侧面接触;以及弹簧装置,其将侧面辊向移动扶手的侧面按压,在侧面辊的与移动扶手的侧面的高度方向中央部对置的部分,形成有从移动扶手的侧面离开的第1凹部。
11.发明效果
12.根据本发明的移动扶手损伤检测装置,在侧面辊的与移动扶手的侧面的高度方向中央部对置的部分形成有从移动扶手的侧面离开的第1凹部。由此,即使在制造移动扶手时形成的毛刺残留于移动扶手的侧面的情况下,当侧面辊在移动扶手的侧面滚动时,也能够抑制损伤检测装置主体相对于移动扶手在移动扶手的宽度方向上的移动。其结果是能够提高损伤检测装置主体的检测精度。
附图说明
13.图1是示出本发明的实施方式1的移动扶手损伤检测装置的主视图。
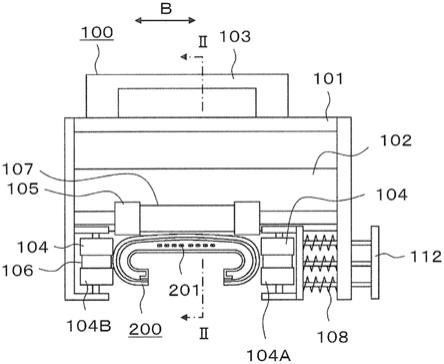
14.图2是沿着图1的ii
‑
ii线的向视剖视图。
15.图3是示出图1的移动扶手的立体图。
16.图4是示出图1的移动扶手损伤检测装置的框图。
17.图5是示出图1的移动扶手损伤检测装置安装于移动扶手的状态的侧视图。
具体实施方式
18.实施方式1.
19.图1是示出本发明的实施方式1的移动扶手损伤检测装置的主视图。图2是沿着图1的ii
‑
ii线的向视剖视图。移动扶手损伤检测装置100在对乘客输送机中使用的移动扶手200进行维护检查时被使用。
20.移动扶手200具有树脂部、设置在树脂部的内部的金属钢丝201、以及设置于树脂部的帆布部。金属钢丝201沿着移动扶手200的长度方向a延伸配置。换言之,在移动扶手200的内部配置有沿着移动扶手200的长度方向a延伸的金属钢丝201。由此,移动扶手200的强度提高。在该例中,长度方向a是指移动扶手200的长度方向a。
21.在乘客输送机长期运转的情况下,金属钢丝201有可能发生断裂。在金属钢丝201发生断裂的情况下,断裂的金属钢丝201的一部分有可能从移动扶手200的表面突出。因此,要对金属钢丝201中有无损伤进行诊断。对金属钢丝201中有无损伤的诊断是在乘客输送机的维护检查时进行的。乘客输送机的维护检查作业在限定的时间内进行。因此,对于金属钢丝201中有无损伤的诊断作业,要求简化及短时间化。作为限定的时间,例如可以举出设置有乘客输送机的建筑物中的从营业结束时到营业开始时为止的时间。
22.移动扶手损伤检测装置100具备框体101、设置在框体101内部的损伤检测装置主体102、以及设置在框体101的外表面的把手部103。
23.损伤检测装置主体102检测设置在移动扶手200内部的金属钢丝201的损伤。损伤检测装置主体102具有未图示的磁铁和未图示的检测线圈。损伤检测装置主体102使用磁铁来使金属钢丝201磁化。此外,损伤检测装置主体102测定从金属钢丝201泄漏的漏磁通,从而检测金属钢丝201的损伤。损伤检测装置主体102的检测结果包括金属钢丝201的有无损伤和金属钢丝201的损伤位置。
24.把手部103以在移动扶手200的宽度方向上把手部103的中心位置与移动扶手200的中心位置一致的方式安装于框体101。在该例中,宽度方向b是指移动扶手200的宽度方向b。在宽度方向b上把手部103的中心位置与移动扶手200的中心位置不一致的情况下,当作业人员向下方按压把手部103时,损伤检测装置主体102有可能相对于移动扶手200的上表面倾斜地配置。在损伤检测装置主体102相对于移动扶手200的上表面倾斜地配置的情况下,损伤检测装置主体102的检测精度下降。另一方面,在宽度方向b上把手部103的中心位置与移动扶手200的中心位置一致的情况下,当作业人员向下方按压把手部103时,抑制了损伤检测装置主体102相对于移动扶手200的上表面倾斜。因此,损伤检测装置主体102的检测精度提高。
25.把手部103以在长度方向a上把手部103的中心位置与框体101的中心位置一致的
方式安装于框体101。在长度方向a上把手部103的中心位置与框体101的中心位置不一致的情况下,当作业人员向下方按压把手部103时,损伤检测装置主体102有可能相对于移动扶手200的上表面倾斜地配置。在损伤检测装置主体102相对于移动扶手200的上表面倾斜地配置的情况下,损伤检测装置主体102的检测精度下降。另一方面,在长度方向a上把手部103的中心位置与框体101的中心位置一致的情况下,当作业人员向下方按压把手部103时,抑制了损伤检测装置主体102相对于移动扶手200的上表面倾斜。因此,损伤检测装置主体102的检测精度提高。
26.把手部103以在从相对于移动扶手200的上表面垂直的方向观察的情况下把手部103横穿移动扶手200的方式安装于框体101。通过作业人员的手抓住把手部103,损伤检测装置主体102相对于移动的移动扶手200保持在固定的位置。在移动扶手200移动的情况下,在损伤检测装置主体102上作用有在移动扶手200的移动方向上按压的力。在把手部103以不横穿移动扶手200的方式安装于框体101的情况下,通过移动扶手200移动,损伤检测装置主体102有可能相对于移动扶手200从固定的位置移动。在损伤检测装置主体102相对于移动扶手200从固定的位置移动的情况下,损伤检测装置主体102的检测精度下降。另一方面,在把手部103以把手部103横穿移动扶手200的方式安装于框体101的情况下,即使在移动扶手200的移动方向上对损伤检测装置主体102作用有按压的力,损伤检测装置主体102也相对于移动扶手200保持在固定的位置。其结果是损伤检测装置主体102的检测精度提高。
27.此外,移动扶手损伤检测装置100具备与移动扶手200的侧面接触的四个侧面辊104和与移动扶手200的上表面接触的两个上表面辊105。侧面辊104和上表面辊105各自以能够旋转的方式支承于框体101。在框体101相对于移动扶手200沿长度方向a移动的情况下,侧面辊104在移动扶手200的侧面滚动。在框体101相对于移动扶手200沿长度方向a移动的情况下,上表面辊105在移动扶手200的上表面滚动。侧面辊104在移动扶手200的侧面滚动,上表面辊105在移动扶手200的上表面滚动,由此,框体101在长度方向a上被引导。其结果是,在高度方向上,维持了损伤检测装置主体102相对于移动扶手200的相对位置,在宽度方向b上,维持了损伤检测装置主体102相对于移动扶手200的相对位置。因此,损伤检测装置主体102的检测精度提高。
28.在四个侧面辊104中,两个侧面辊104在宽度方向b上配置在一侧。在四个侧面辊104中,剩余的两个侧面辊104在宽度方向b上配置在另一侧。在该例中,将在宽度方向b上配置在一侧的两个侧面辊104作为第1侧面辊104a,将在宽度方向b上配置在另一侧的两个侧面辊104作为第2侧面辊104b。
29.两个第1侧面辊104a在长度方向a上彼此分离地配置。在从上方观察的情况下,损伤检测装置主体102在长度方向a上配置在两个第1侧面辊104a之间。两个第1侧面辊104a各自能够相对于框体101在宽度方向b上移动。
30.两个第2侧面辊104b在长度方向a上彼此分离地配置。在从上方观察的情况下,损伤检测装置主体102在长度方向a上配置在两个第2侧面辊104b之间。两个第2侧面辊104b各自相对于框体101在宽度方向b上不移动。
31.两个第1侧面辊104a中的一方与两个第2侧面辊104b中的一方在宽度方向b上彼此对置。两个第1侧面辊104a中的另一方与两个第2侧面辊104b中的另一方在宽度方向b上彼此对置。由此,框体101被更正确地沿长度方向a引导。
32.在宽度方向b上,移动扶手200被夹在两个第1侧面辊104a与两个第2侧面辊104b之间。在移动扶手200在长度方向a上移动的情况下,移动扶手200可能在宽度方向b上振动。在移动扶手200在宽度方向b上振动的情况下,第1侧面辊104a和第2侧面辊104b追随移动扶手200的振动。由此,在移动扶手200在宽度方向b上振动的情况下,维持了损伤检测装置主体102在宽度方向b上相对于移动扶手200的相对位置。因此,损伤检测装置主体102的检测精度提高。
33.在设置有乘客输送机的建筑物中,存在在宽度方向b上在移动扶手200的旁边配置有壁面的情况。在该情况下,对应于移动扶手200与壁面之间的距离,分别决定框体101的壁在宽度方向b上的尺寸以及侧面辊104在宽度方向b上的尺寸。由此,即使在宽度方向b上在移动扶手200的旁边配置有壁面的情况下,也能够将移动扶手损伤检测装置100设置于移动扶手200。
34.在侧面辊104的与移动扶手200的侧面的高度方向中央部对置的部分,形成有从移动扶手200的侧面离开的第1凹部106。第1凹部106遍及侧面辊104的整周配置。
35.图3是示出图1的移动扶手200的立体图。存在这样的情况:在移动扶手200的侧面的高度方向中央部,形成有在制造移动扶手200时产生的毛刺202。此外,存在这样的情况:在移动扶手200的侧面的高度方向中央部,形成有在使用切割器等从移动扶手200去除毛刺时产生的凹部。在因侧面辊104与移动扶手200的毛刺202接触而使得损伤检测装置主体102在宽度方向b上振动的情况下,损伤检测装置主体102的检测精度下降。因此,第1凹部106被配置成与形成在移动扶手200的侧面的毛刺202或凹部对置,并形成为不与移动扶手200的毛刺202接触的深度。由此,抑制了毛刺202引起的损伤检测装置主体102的振动,损伤检测装置主体102的检测精度提高。
36.如图2所示,两个上表面辊105在长度方向a上彼此分离地配置。在从上方观察的情况下,损伤检测装置主体102在长度方向a上配置在两个上表面辊105之间。由此,框体101被更正确地沿长度方向a引导。
37.在长度方向a上彼此分离的两个上表面辊105在移动扶手200的上表面滚动。在移动扶手200在长度方向a上移动的情况下,移动扶手200可能在高度方向上振动。在移动扶手200在高度方向上振动的情况下,两个上表面辊105追随移动扶手200的振动。由此,在移动扶手200在高度方向上振动的情况下,维持了损伤检测装置主体102在高度方向上相对于移动扶手200的相对位置。因此,损伤检测装置主体102的检测精度提高。
38.在上表面辊105的与移动扶手200的上表面的宽度方向中央部对置的部分,形成有从移动扶手200的上表面离开的第2凹部107。第2凹部107遍及上表面辊105的整周配置。
39.如图3所示,存在这样的情况:在移动扶手200的上表面的宽度方向中央部,在移动扶手200驱动时由于未图示的加压辊的压力而形成有凹部203。在因上表面辊105与移动扶手200的凹部203接触而使得损伤检测装置主体102在上下方向上振动的情况下,损伤检测装置主体102的检测精度下降。因此,第2凹部107被配置成与形成在移动扶手200的上表面的凹部203对置,并形成为不与移动扶手200的凹部203接触的深度。由此,抑制了凹部203引起的损伤检测装置主体102的振动,损伤检测装置主体102的检测精度提高。
40.侧面辊104及上表面辊105分别由硬度比移动扶手200的树脂部的硬度高的树脂构成。换言之,侧面辊104以及上表面辊105相比于移动扶手200的树脂部分别由高硬度的树脂
构成。在侧面辊104和上表面辊105分别由硬度比移动扶手200的树脂部的硬度低的树脂构成的情况下,当侧面辊104与移动扶手200的侧面接触、上表面辊105与移动扶手200的上表面接触时,侧面辊104和上表面辊105各自会发生变形。由于侧面辊104及上表面辊105各自变形,损伤检测装置主体102的检测精度下降。另一方面,在侧面辊104以及上表面辊105分别由硬度比移动扶手200的树脂部的硬度高的树脂构成的情况下,当侧面辊104与移动扶手200的侧面接触、上表面辊105与移动扶手200的上表面接触时,抑制了侧面辊104以及上表面辊105各自变形。因此,损伤检测装置主体102的检测精度提高。
41.此外,侧面辊104和上表面辊105分别由聚缩醛(polyacetal)构成。由此,当侧面辊104与移动扶手200的侧面接触、上表面辊105与移动扶手200的上表面接触时,抑制了移动扶手200的侧面及上表面发生损伤。另外,也可以是仅侧面辊104和上表面辊105的与移动扶手200接触的部分由聚缩醛构成。此外,侧面辊104和上表面辊105各自也可以由聚缩醛以外的树脂构成。
42.框体101、把手部103、侧面辊104及上表面辊105由非磁性体构成。作为构成框体101、把手部103、侧面辊104及上表面辊105的非磁性体,可以举出非磁性体的金属、树脂等。在损伤检测装置主体102的周围存在磁性体的情况下,在损伤检测装置主体102的周围存在的磁性体被损伤检测装置主体102的磁铁磁化。由于存在于损伤检测装置主体102的周围的磁性体磁化,损伤检测装置主体102的检测精度下降。另一方面,在框体101、把手部103、侧面辊104及上表面辊105由非磁性体构成的情况下,框体101、把手部103、侧面辊104及上表面辊105不磁化。因此,损伤检测装置主体102的检测精度提高。
43.如图1和图2所示,此外,移动扶手损伤检测装置100具备:弹簧装置108,其将第1侧面辊104a向第2侧面辊104b按压;以及电源供给部109,其设置于框体101,向损伤检测装置主体102供给电流。
44.弹簧装置108支承于框体101。通过弹簧装置108将第1侧面辊104a向第2侧面辊104b按压,移动扶手200在宽度方向b上的尺寸与第1侧面辊104a和第2侧面辊104b之间在宽度方向b上的尺寸一致。由此,与移动扶手200在宽度方向b上的尺寸的偏差对应地调整了第1侧面辊104a与第2侧面辊104b之间在宽度方向b上的尺寸。
45.在乘客输送机的维护检查时不损伤移动扶手200的表面是重要的。因此,移动扶手损伤检测装置100具备侧面辊把手部112,该侧面辊把手部112使侧面辊104克服弹簧装置108的弹性力而向离开移动扶手200的侧面的方向移动。侧面辊把手部112由作业人员操作。通过克服弹簧装置108的弹性力来操作侧面辊把手部112,第1侧面辊104a以沿宽度方向b离开第2侧面辊104b的方式移动。在克服弹簧装置108的弹性力而操作了侧面辊把手部112的状态下,在移动扶手200设置移动扶手损伤检测装置100,之后,解除侧面辊把手部112的操作。由此,通过弹簧装置108的弹性力,第1侧面辊104a以接近第2侧面辊104b的方式移动,第1侧面辊104a与移动扶手200的侧面接触。通过该机构,在移动扶手200与侧面辊104之间暂时形成间隙,在侧面辊104以外的部件不与移动扶手200接触的情况下,将移动扶手损伤检测装置100安装于移动扶手200。由此,能够防止在乘客输送机的维护检查时移动扶手200的表面受到损伤。
46.电源供给部109固定于框体101。因此,作业人员通过把持把手部103,能够将电源供给部109与框体101一起搬运。
47.图4是示出图1的移动扶手损伤检测装置100的框图。移动扶手损伤检测装置100具备与损伤检测装置主体102之间进行通信的便携终端装置110。作为便携终端装置110,例如举出笔记本个人电脑。在便携终端装置110中存储有与损伤检测装置主体102联动的控制程序。便携终端装置110具有显示损伤检测装置主体102的检测结果的显示部111。显示部111在由损伤检测装置主体102测定出的值为设定的s/n比以上的情况下,显示表示金属钢丝201已发生损伤的信号。由此,抑制了金属钢丝201的损伤部位的遗漏。此外,金属钢丝201的损伤部位被实时检测。
48.接着,对进行移动扶手200的诊断的步骤进行说明。图5是示出图1的移动扶手损伤检测装置100安装于移动扶手200的状态的侧视图。首先,在第1侧面辊104a与第2侧面辊104b之间配置移动扶手200,使第1侧面辊104a和第2侧面辊104b与移动扶手200的侧面接触。此外,使上表面辊105与移动扶手200的上表面接触。由此,损伤检测装置主体102与移动扶手200的上表面对置。此时,作业人员300使用把手部103设置侧面辊104和上表面辊105。
49.之后,在作业人员300把持把手部103的状态下,使移动扶手200循环移动。此时,作业人员300把持把手部103,以使得损伤检测装置主体102在长度方向a上不移动。由此,移动扶手200相对于损伤检测装置主体102沿长度方向a相对移动。
50.损伤检测装置主体102的检测结果显示于显示部111。作业人员300一边目视显示部111,一边进行移动扶手200的诊断。在发现移动扶手200中的金属钢丝201发生损伤的部分的情况下,使移动扶手200的循环移动停止。之后,作业人员300把持把手部103,使损伤检测装置主体102相对于移动扶手200沿长度方向a移动。由此,能够更详细地查找移动扶手200中的金属钢丝201发生损伤的部分。
51.如以上所说明的那样,根据本发明的实施方式1的移动扶手损伤检测装置100,在侧面辊104的与移动扶手200的侧面的高度方向中央部对置的部分,形成有从移动扶手200的侧面离开的第1凹部106。由此,即使在移动扶手200的侧面的高度方向中央部残留有毛刺202的情况下,也能够抑制损伤检测装置主体102相对于移动扶手200沿宽度方向b移动。其结果是能够提高损伤检测装置主体102的检测精度。
52.此外,移动扶手损伤检测装置100具备:弹簧装置108,其向移动扶手200的侧面按压侧面辊104;以及侧面辊把手部112,其克服弹簧装置108的弹性力而使侧面辊104向离开移动扶手200的侧面的方向移动。通过克服弹簧装置108的弹性力来操作侧面辊把手部112,能够不损伤移动扶手200的表面地将移动扶手损伤检测装置100安装于移动扶手200。
53.此外,在上表面辊105的与移动扶手200的上表面的宽度方向中央部对置的部分,形成有从移动扶手200的上表面离开的第2凹部107。由此,即使在通过加压辊在移动扶手200的上表面的宽度方向中央部形成有凹部203的情况下,也能够抑制损伤检测装置主体102相对于移动扶手200沿高度方向移动。其结果是能够提高损伤检测装置主体102的检测精度。
54.此外,移动扶手损伤检测装置100具备设置于框体101的电源供给部109。由此,作业人员300能够容易地搬运移动扶手损伤检测装置100。
55.此外,移动扶手损伤检测装置100具备显示损伤检测装置主体102的检测结果的显示部111。由此,作业人员300能够一边目视损伤检测装置主体102的检测结果,一边进行移动扶手200的诊断。
56.此外,移动扶手损伤检测装置100具有设置于框体101的把手部103。由此,作业人员300把持把手部103,能够容易地使损伤检测装置主体102与移动扶手200的上表面对置。其结果是,对于金属钢丝201的损伤的检测作业,能够实现简化以及短时间化。
57.此外,在第1侧面辊104a与第2侧面辊104b之间配置移动扶手200。由此,即使在移动扶手200因循环移动而在宽度方向b上振动的情况下,也能够抑制损伤检测装置主体102相对于移动扶手200在宽度方向b上移动。其结果是能够提高损伤检测装置主体102的检测精度。
58.此外,上表面辊105在移动扶手200的上表面滚动。由此,即使在移动扶手200因循环移动而在高度方向上振动的情况下,也能够抑制损伤检测装置主体102相对于移动扶手200在高度方向上移动。其结果是能够提高损伤检测装置主体102的检测精度。
59.此外,侧面辊104由硬度比移动扶手200的硬度高的树脂构成。由此,当侧面辊104与移动扶手200的侧面接触时,抑制了侧面辊104变形。其结果是能够提高损伤检测装置主体102的检测精度。
60.此外,上表面辊105由硬度比移动扶手200的硬度高的树脂构成。由此,当上表面辊105与移动扶手200的侧面接触时,抑制了上表面辊105变形。其结果是能够提高损伤检测装置主体102的检测精度。
61.此外,框体101、把手部103、侧面辊104及上表面辊105由非磁性体构成。由此,能够降低噪声对损伤检测装置主体102的影响。其结果是能够提高损伤检测装置主体102的检测精度。
62.此外,在上述实施方式1中,说明了在侧面辊104的与移动扶手200的侧面的高度方向中央部对置的部分形成有第1凹部106的结构。但是,不限于此,第1凹部106只要形成在侧面辊104的与移动扶手200的侧面对置的部分即可。在该情况下,第1凹部106形成于侧面辊104的与在移动扶手200的侧面形成的毛刺202或者凹部对置的部分。
63.此外,在上述实施方式1中,说明了在上表面辊105的与移动扶手200的上表面的宽度方向中央部对置的部分形成有第2凹部107的结构。但是,不限于此,第2凹部107只要形成在上表面辊105的与移动扶手200的上表面对置的部分即可。在该情况下,第2凹部107形成于上表面辊105的与在移动扶手200的上表面形成的凹部203对置的部分。
64.标号说明
65.100:移动扶手损伤检测装置;101:框体;102:损伤检测装置主体;103:把手部;104:侧面辊;104a:第1侧面辊;104b:第2侧面辊;105:上表面辊;106:第1凹部;107:第2凹部;108:弹簧装置;109:电源供给部;110:便携终端装置;111:显示部;112:侧面辊把手部;200:移动扶手;201:金属钢丝;202:毛刺;203:凹部;300:作业人员。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1