一种高速同步夹紧移载机构的制作方法
1.本实用新型涉及夹紧移载机构领域,尤其涉及一种高速同步夹紧移载机构。
背景技术:
2.在非标行业中,客户对设备的要求越来越严格,他们要求一台设备要能够实现多个功能。且在实现功能的前提下,设备产能要高,要稳定。这时就需要一些移栽机构的出现,来实现产品的搬运。
3.现有的移栽搬运机构,虽然功能可以实现,但是功能专一,只能在特定的场合中使用。如果在高速移载加多个工位的前提下,传统的移栽机构就不符合需求了。
技术实现要素:
4.(一)实用新型目的
5.为解决背景技术中存在的技术问题,本实用新型提出一种高速同步夹紧移载机构,定位精准,加工效率高,加工质量好。
6.(二)技术方案
7.为解决上述问题,本实用新型提出了一种高速同步夹紧移载机构,包括机架、上料整形机构、夹紧整形机构、多个顶升整形机构、丝杠模组和盒子整形机构;
8.上料整形机构与盒子整形机构设置在机架的两端;多个顶升整形机构沿直线并排设置在机架的中部;
9.夹紧整形机构设置在上料整形机构的上方;每个顶升整形机构的上方对应形成一个工位;丝杠模组设置在多个顶升整形机构下方;
10.由夹紧整形机构朝向盒子整形机构形成生产线;
11.夹紧整形机构包括包胶板、第一导轨、第一直线轴承和第一气缸;包胶板连接第一导轨,第一导轨设置在第一直线轴承内;第一气缸动力连接包胶板,以驱动包胶板沿第一导轨移动;
12.顶升整形机构包括定位块、感应器、第二直线轴承、第二导轨和第二气缸;定位块上设有用于对盒子进行定位的定位槽;感应器设置在定位块上;定位块底部通过第二直线轴承连接第二导轨;第二气缸与定位块动力连接,以驱动定位块沿第二导轨移动。
13.优选的,顶升整形机构至少设置三组。
14.优选的,第一导轨沿水平方向设置;第二导轨沿竖直方向设置。
15.本实用新型中,夹紧整形机构分为前后两边,两者主要区别在于包胶板的大小尺寸不同,采取这样的设计是为了使盒子夹的更紧。
16.本实用新型中,定位块上设有用于对盒子进行定位的定位槽;顶升时,采用第二气缸作为动力源,直线轴承以及第二导轨进行导向,保证盒子上升时不晃。
17.本实用新型中,定位精准,能够连续投盒,以形成多工位的联动,加工效率高,加工质量好。
附图说明
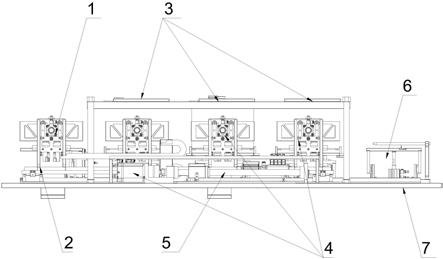
18.图1为本实用新型提出的高速同步夹紧移载机构的结构示意图。
19.图2为本实用新型提出的高速同步夹紧移载机构中夹紧整形机构的结构示意图。
20.图3为本实用新型提出的高速同步夹紧移载机构中顶升整形机构的结构示意图。
具体实施方式
21.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
22.如图1
‑
3所示,本实用新型提出的一种高速同步夹紧移载机构,包括机架7、上料整形机构2、夹紧整形机构1、多个顶升整形机构4、丝杠模组5和盒子整形机构6;
23.上料整形机构2与盒子整形机构6设置在机架7的两端;多个顶升整形机构4沿直线并排设置在机架7的中部;
24.夹紧整形机构1设置在上料整形机构2的上方;每个顶升整形机构4的上方对应形成一个工位3;丝杠模组5设置在多个顶升整形机构4下方;
25.由夹紧整形机构1朝向盒子整形机构6形成生产线;
26.夹紧整形机构1包括包胶板11、第一导轨12、第一直线轴承13和第一气缸14;包胶板11连接第一导轨12,第一导轨12设置在第一直线轴承13内;第一气缸14动力连接包胶板11,以驱动包胶板11沿第一导轨12移动;
27.顶升整形机构4包括定位块41、感应器42、第二直线轴承43、第二导轨 44和第二气缸45;定位块41上设有用于对盒子进行定位的定位槽;感应器42 设置在定位块41上;定位块41底部通过第二直线轴承43连接第二导轨44;第二气缸45与定位块41动力连接,以驱动定位块41沿第二导轨44移动。
28.本实用新型中,当盒子在上料整形机构2时,定位块41对盒子进行初步定位。初步定位完成以后,夹紧整形机构1夹紧盒子,顶升整形机构4上升,此时,丝杠模组5开始移动。当运动到第一个工位3后(盒子下半部处于悬空状态),顶升整形机构4开始上升顶住盒子,随后开始第一个工位的工作。由于,这是第一个盒子,所以后面工站3都在等待加工,因此能够连续投盒,以形成多工位的联动。
29.需要说明的是,夹紧整形机构1分为前后两边,两者主要区别在于包胶板 11的大小尺寸不同,采取这样的设计是为了使盒子夹的更紧。
30.需要说明的是,定位块41上设有用于对盒子进行定位的定位槽;顶升时,采用第二气缸45作为动力源,第二直线轴承43以及第二导轨44进行导向,保证盒子上升时不晃。
31.在一个可选的实施例中,顶升整形机构4至少设置三组,提高工作效率。
32.在一个可选的实施例中,第一导轨12沿水平方向设置;第二导轨44沿竖直方向设置,保证加工质量达到最好。
33.综上,本实用新型,定位精准,加工效率高,加工质量好。
34.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的
情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
技术特征:
1.一种高速同步夹紧移载机构,其特征在于,包括机架(7)、上料整形机构(2)、夹紧整形机构(1)、多个顶升整形机构(4)、丝杠模组(5)和盒子整形机构(6);上料整形机构(2)与盒子整形机构(6)设置在机架(7)的两端;多个顶升整形机构(4)沿直线并排设置在机架(7)的中部;夹紧整形机构(1)设置在上料整形机构(2)的上方;每个顶升整形机构(4)的上方对应形成一个工位(3);丝杠模组(5)设置在多个顶升整形机构(4)下方;由夹紧整形机构(1)朝向盒子整形机构(6)形成生产线;夹紧整形机构(1)包括包胶板(11)、第一导轨(12)、第一直线轴承(13)和第一气缸(14);包胶板(11)连接第一导轨(12),第一导轨(12)设置在第一直线轴承(13)内;第一气缸(14)动力连接包胶板(11),以驱动包胶板(11)沿第一导轨(12)移动;顶升整形机构(4)包括定位块(41)、感应器(42)、第二直线轴承(43)、第二导轨(44)和第二气缸(45);定位块(41)上设有用于对盒子进行定位的定位槽;感应器(42)设置在定位块(41)上;定位块(41)底部通过第二直线轴承(43)连接第二导轨(44);第二气缸(45)与定位块(41)动力连接,以驱动定位块(41)沿第二导轨(44)移动。2.根据权利要求1所述的高速同步夹紧移载机构,其特征在于,顶升整形机构(4)至少设置三组。3.根据权利要求1所述的高速同步夹紧移载机构,其特征在于,第一导轨(12)沿水平方向设置;第二导轨(44)沿竖直方向设置。
技术总结
一种高速同步夹紧移载机构,包括机架、上料整形机构、夹紧整形机构、多个顶升整形机构、丝杠模组和盒子整形机构;上料整形机构与盒子整形机构设置在机架的两端;多个顶升整形机构沿直线并排设置在机架的中部;夹紧整形机构设置在上料整形机构的上方;每个顶升整形机构的上方对应形成一个工位;丝杠模组设置在多个顶升整形机构下方;由夹紧整形机构朝向盒子整形机构形成生产线。本实用新型,定位精准,加工效率高,加工质量好。加工质量好。加工质量好。
技术研发人员:罗桂烽
受保护的技术使用者:东莞市思榕智能装备有限公司
技术研发日:2020.12.14
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1