一种能够整列排序的自动上下料装置的制作方法
1.本实用新型涉及一种单边套环的上下料排序装置。
背景技术:
2.轴承套环等带有倒角的这类不对称圆形构件在进入到自动化流水线生产的时候,有一个过程是将圆形构件排列好的一面朝上,然后将排列好的圆形构件进入到加工设备进行加工,这个过程中,如果采用人工目测的方式进行排序,误判率高,势必极大的加大生产的成本,如果采用目前较为流行的视觉检测进行工件的排列面筛选,整套设备体积比较庞大,占地面积较大。
技术实现要素:
3.为了克服现在上下料排序装置体积大,人工检测速度又慢的不足,本实用新型提供一种能够整列排序的自动上下料装置。
4.本实用新型解决其技术问题的技术方案是:一种能够整列排序的自动上下料装置,包括一个竖向的进料道,所述进料道中设有一个推块,所述推块上端面后端高前端低,且推块的上端面内侧设有一个台阶;所述进料道外侧设有一个翻转料道,所述进料道的前侧设有一个正装料道;
5.所述进料道的进料口位于侧方,所述推块受一个推料气缸推动上下行,所述进料道与翻转料道之间设有侧隔板,所述进料道与正装料道之间设有前隔板;所述推块上升时,推块高于侧隔板高度,所述推块前端高于前隔板高度。
6.为了方便圆形构件能够顺利的进入翻转料道,所述侧隔板上设有一个翻转引导板,所述翻转引导板朝翻转料道斜向下布设。
7.为了方便圆形构件能够进入正装料道,所述正装料道上设有一个正装引导板,所述正装引导板包括一个斜板和位于斜板上的护板,所述斜板位于前隔板的前侧圆形构件掉落下来的位置。
8.一种推料气缸的设置方式,所述推料气缸位于进料道的内侧,且进料道侧壁上设有引导槽,所述推料气缸的活动杆端部通过一个横杆穿过引导槽与推块连接在一起。
9.为了防止圆形构件在推板作用下往前掉出,所述进料道的进料口上方还设有防止圆形构件滑出的限位板。
10.进一步,所述进料道和翻转料道侧壁上还设有观察窗。
11.本实用新型在使用时将进料道的进料口连接到带接近开关等辅助件的圆形构件上料线或者上料盘上,然后最前方的构件在推板的推动下上升,由于推板的内侧具有一个台阶,所以反装排列的倒角面在外的圆形构件会在台阶的作用下外翻进入翻转料道;而当构件是倒角在内的正装时,则沿着台阶上端面滚动进入由正装引导板引导进入正装料道。
12.本实用新型的有益效果在于:1、由一个简单的推板和气缸实现了带倒角不对称圆形构件的正反识别和翻转,可以把构件分别准确的送入正装料道和翻转料道,结构精巧精
细,实现排序,具有较高的防错性,降低错误排序带来的对机器损伤的可能性。2、正装料道和翻转料道分别由正装引导板和翻转引导板引导进入正装料道和翻转料道,降低了掉落过程中划伤率,保证了成品出货。
附图说明
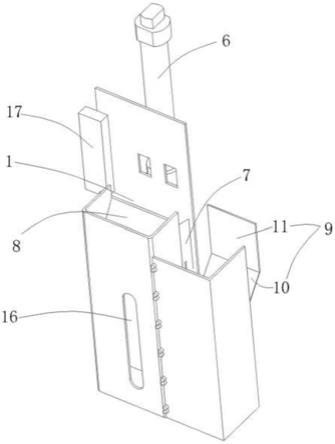
13.图1是本实用新型一个实施例的正面示意图。
14.图2是本实用新型一个实施例的背面示意图。
15.图3是本实用新型一个实施例的侧面示意图。
16.图4是本实用新型一个实施例圆形构件进入翻转料道的示意图。
17.图5是本实用新型一个实施例圆形构件进入正装料道的示意图。
具体实施方式
18.以下结合附图实施例对本实用新型作进一步详细描述。
19.实施例1
20.结合附图1至5,一种能够整列排序的自动上下料装置,包括一个竖向的进料道1,所述进料道1中设有一个推块2,所述推块2上端面后端高前端低,且推块2的上端面内侧设有一个台阶3;所述进料道1外侧设有一个翻转料道4,所述进料道1的前侧设有一个正装料道5;
21.所述进料道1的进料口14位于侧方,所述推块2受一个推料气缸6推动上下行,所述进料道1与翻转料道4之间设有侧隔板,所述进料道1与正装料道5之间设有前隔板7;所述推块2上升时,推块2高于侧隔板高度,所述推块2前端高于前隔板7高度。
22.为了方便圆形构件17能够顺利的进入翻转料道4,所述侧隔板上设有一个翻转引导板8,所述翻转引导板8朝翻转料道4斜向下布设。
23.为了方便圆形构件17能够进入正装料道5,所述正装料道5上设有一个正装引导板9,所述正装引导板9包括一个斜板10和位于斜板上的护板11,所述斜板10位于前隔板7的前侧圆形构件17掉落下来的位置。
24.一种推料气缸6的设置方式,所述推料气缸6位于进料道1的内侧,且进料道1侧壁上设有引导槽12,所述推料气缸6的活动杆端部通过一个横杆13穿过引导槽12与推块2连接在一起。
25.为了防止圆形构件17在推板作用下往前掉出,所述进料道1的进料口14上方还设有防止圆形构件17滑出的限位板15。
26.进一步,所述进料道1和翻转料道4侧壁上还设有观察窗16。
27.本实用新型在使用时将进料道1的进料口14连接到圆形构件17上料线或者上料盘上,然后最前方的构件在推板的推动下上升,由于推板的内侧具有一个台阶3,所以反装排列的倒角面在外的圆形构件17会在台阶3的作用下外翻进入翻转料道4;而当构件是倒角在内的正装时,则沿着台阶3上端面滚动进入由正装引导板9引导进入正装料道5。
28.本实用新型的有益效果在于:1、由一个简单的推板和气缸实现了带倒角不对称圆形构件的正反识别和翻转,可以把构件分别准确的送入正装料道和翻转料道,结构精巧精细,实现排序,具有较高的防错性,降低错误排序带来的对机器损伤的可能性。2、正装料道
和翻转料道分别由正装引导板和翻转引导板引导进入正装料道和翻转料道,降低了掉落过程中划伤率,保证了成品出货。
技术特征:
1.一种能够整列排序的自动上下料装置,其特征在于:包括一个竖向的进料道,所述进料道中设有一个推块,所述推块上端面后端高前端低,且推块的上端面内侧设有一个台阶;所述进料道外侧设有一个翻转料道,所述进料道的前侧设有一个正装料道;所述进料道的进料口位于侧方,所述推块受一个推料气缸推动上下行,所述进料道与翻转料道之间设有侧隔板,所述进料道与正装料道之间设有前隔板;所述推块上升时,推块高于侧隔板高度,所述推块前端高于前隔板高度。2.根据权利要求1所述能够整列排序的自动上下料装置,其特征在于:所述侧隔板上设有一个翻转引导板,所述翻转引导板朝翻转料道斜向下布设。3.根据权利要求1所述能够整列排序的自动上下料装置,其特征在于:所述正装料道上设有一个正装引导板,所述正装引导板包括一个斜板和位于斜板上的护板,所述斜板位于前隔板的前侧圆形构件掉落下来的位置。4.根据权利要求1所述能够整列排序的自动上下料装置,其特征在于:所述推料气缸位于进料道的内侧,且进料道侧壁上设有引导槽,所述推料气缸的活动杆端部通过一个横杆穿过引导槽与推块连接在一起。5.根据权利要求1所述能够整列排序的自动上下料装置,其特征在于:所述进料道的进料口上方还设有防止圆形构件滑出的限位板。6.根据权利要求1所述能够整列排序的自动上下料装置,其特征在于:所述进料道和翻转料道侧壁上还设有观察窗。
技术总结
本实用新型涉及一种能够整列排序的自动上下料装置,包括一个竖向的进料道,所述进料道中设有一个推块,所述推块上端面后端高前端低,且推块的上端面内侧设有一个台阶;所述进料道外侧设有一个翻转料道,所述进料道的前侧设有一个正装料道;本实用新型的有益效果在于:1、由一个简单的推板和气缸实现了带倒角不对称圆形构件的正反识别和翻转,可以把构件分别准确的送入正装料道和翻转料道,结构精巧精细,实现排序,具有较高的防错性,降低错误排序带来的对机器损伤的可能性。2、正装料道和翻转料道分别由正装引导板和翻转引导板引导进入正装料道和翻转料道,降低了掉落过程中划伤率,保证了成品出货。保证了成品出货。保证了成品出货。
技术研发人员:张天耕 张贵森
受保护的技术使用者:宁波美联达轴承有限公司
技术研发日:2021.08.24
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1