一种自动剔除歪瓶倒瓶的理瓶转盘的制作方法
1.本实用新型涉及一种理瓶转盘剔瓶装置,具体涉及一种自动剔除歪瓶倒瓶的理瓶转盘,属于理瓶转盘剔瓶装置技术领域。
背景技术:
2.包装瓶输送是灌装线上一道重要工序,在包装机械领域,理瓶装置通常用来将杂乱无序的瓶体进行整理,使瓶体有规律地输送至下一工序;现有技术中常用的设备为理瓶转盘,理瓶转盘包括理瓶盘和理瓶栏栅,理瓶盘转动并带动瓶体进入理瓶栏栅,通过理瓶栏栅形成的理瓶轨道实现有序分流,部分进入到灌装工序;由于理瓶盘的转动及理瓶栏栅的摩擦,经常会发生倒瓶歪瓶现象,这些歪瓶倒瓶进入到灌装工序,则会造成灌装机停止下料或者灌装到包装瓶外面,造成物料浪费以及车间环境的污染,造成物料浪费并需要停线整理,影响生产效率,浪费人力物力。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种自动剔除歪瓶倒瓶的理瓶转盘,通过光电感应器检测到理瓶盘内包装瓶歪瓶倒瓶情况,立即将信号传送至控制器并由控制器下命令至自动剔除装置,将歪瓶自动剔除并及时补瓶,提升了产品质量,提高了生产效率。
4.本实用新型的自动剔除歪瓶倒瓶的理瓶转盘,包括理瓶座,及安装于理瓶座上的理瓶仓,及设置于理瓶仓内侧的理瓶盘;所述理瓶盘由理瓶座内侧的驱动总成驱动,所述理瓶仓上固定有理瓶栏栅;所述理瓶栏栅设置于理瓶盘上方;所述理瓶仓一侧设置有出瓶口,所述出瓶口处设置有出瓶轨道;所述出瓶轨道内侧设置有输送带;所述输送带连通至灌装工位;待灌装的瓶身送入到理瓶仓内侧,并通过理瓶座内侧驱动总成驱动理瓶盘转动,带动瓶体进入理瓶栏栅,通过理瓶栏栅形成的理瓶轨道实现有序分流,部分瓶身通过输送带进入到灌装工序,所述出瓶轨道上开设有长条开口;所述长条开口长度不小于瓶身长度;所述长条开口外部设置有导流槽;所述导流槽下部设置有收集箱;所述出瓶轨道正对长条开口处固定有剔除板;所述剔除板于输送带顶面固定有高压喷头;所述高压喷头通过高压管道连接电磁阀;所述电磁阀接入到高压气源;所述剔除板于高压喷头上方至少设置有两光电感应器;两所述光电感应器上下正对设置;所述光电感应器和电磁阀接入到控制器;当瓶身通过输送带进入到剔除板时,剔除板上的光电感应器检测瓶子的状态,是否是随着输送带直立运行没有倾斜现象,如有倾斜或者直接歪倒的瓶子,光电感应器便会感知,同时将信号传递给控制器,由控制器下达命令,给电磁阀信号,高压气源气体管路并接通,高压气源喷出高压气体,通过高压喷头将瓶子从长条开口处吹出,并通过导流槽进入到收集箱。
5.进一步地,两所述光电感应器间距大于瓶身外径;且低位的所述光电感应器与传送带顶面间距小于瓶身外径,当瓶子直立时,低位的光电感应器和高位的光电感应器同步检测到瓶身;当瓶子倒掉以后,低位的光电感应器检测到瓶身,高位的光电感应器检测不到瓶身,此时,光电感应器给控制器信号,控制器给电磁阀信号,从而高压气源喷出高压气源。
6.进一步地,所述高压气源由气源管道供气或通过供气泵供气;所述供气泵和电磁阀之间设置有中间罐。
7.进一步地,所述控制器由单片机最小系统构成。
8.本实用新型与现有技术相比较,本实用新型的自动剔除歪瓶倒瓶的理瓶转盘,在给下一工序有序提供合格包装瓶的过程中,及时检测到歪瓶倒瓶,并利用自动剔除装置瞬间喷出的高压气流将歪瓶倒瓶吹出输送带,落入理瓶转盘下备好的收纳箱里;防止歪瓶倒瓶进入灌装生产线,造成灌装机停止工作或由于瓶子歪斜致使物料外漏。
附图说明
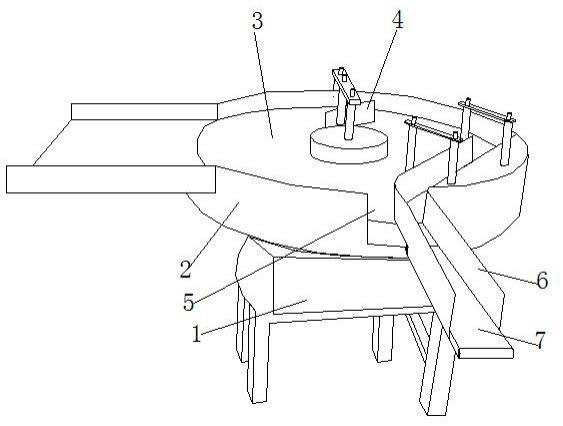
9.图1为本实用新型的实施例1整体结构示意图。
10.图2为本实用新型的出瓶轨道前侧结构示意图。
11.图3为本实用新型的出瓶轨道后侧结构示意图。
具体实施方式
12.实施例1:
13.如图1至图3所示的自动剔除歪瓶倒瓶的理瓶转盘,包括理瓶座1,及安装于理瓶座上的理瓶仓2,及设置于理瓶仓内侧的理瓶盘3;所述理瓶盘3由理瓶座内侧的驱动总成驱动,所述理瓶仓2上固定有理瓶栏栅4;所述理瓶栏栅4设置于理瓶盘3上方;所述理瓶仓2一侧设置有出瓶口5,所述出瓶口5处设置有出瓶轨道6;所述出瓶轨道6内侧设置有输送带7;所述输送带7连通至灌装工位;待灌装的瓶身送入到理瓶仓内侧,并通过理瓶座内侧驱动总成驱动理瓶盘转动,带动瓶体进入理瓶栏栅,通过理瓶栏栅形成的理瓶轨道实现有序分流,部分瓶身通过输送带进入到灌装工序,所述出瓶轨道6上开设有长条开口8;所述长条开口8长度不小于瓶身长度;所述长条开口8外部设置有导流槽9;所述导流槽9下部设置有收集箱10;所述出瓶轨道6正对长条开口处固定有剔除板11;所述剔除板11于输送带顶面固定有高压喷头12;所述高压喷头12通过高压管道13连接电磁阀14;所述电磁阀14接入到高压气源15;所述剔除板11于高压喷头上方至少设置有两光电感应器16;两所述光电感应器16上下正对设置;所述光电感应器16和电磁阀14接入到控制器;当瓶身通过输送带进入到剔除板时,剔除板上的光电感应器检测瓶子的状态,是否是随着输送带直立运行没有倾斜现象,如有倾斜或者直接歪倒的瓶子,光电感应器便会感知,同时将信号传递给控制器,由控制器下达命令,给电磁阀信号,高压气源气体管路并接通,高压气源喷出高压气体,通过高压喷头将瓶子从长条开口处吹出,并通过导流槽进入到收集箱。
14.其中,两所述光电感应器16间距大于瓶身外径;且低位的所述光电感应器16与传送带7顶面间距小于瓶身外径,当瓶子直立时,低位的光电感应器和高位的光电感应器同步检测到瓶身;当瓶子倒掉以后,低位的光电感应器检测到瓶身,高位的光电感应器检测不到瓶身,此时,光电感应器给控制器信号,控制器给电磁阀信号,从而高压气源喷出高压气源。所述高压气源15由气源管道供气或通过供气泵供气;所述供气泵和电磁阀之间设置有中间罐。所述控制器由单片机最小系统构成。
15.上述实施例,仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
技术特征:
1.一种自动剔除歪瓶倒瓶的理瓶转盘,包括理瓶座,及安装于理瓶座上的理瓶仓,及设置于理瓶仓内侧的理瓶盘;所述理瓶盘由理瓶座内侧的驱动总成驱动,所述理瓶仓上固定有理瓶栏栅;所述理瓶栏栅设置于理瓶盘上方;所述理瓶仓一侧设置有出瓶口,所述出瓶口处设置有出瓶轨道;所述出瓶轨道内侧设置有输送带;所述输送带连通至灌装工位;其特征在于:所述出瓶轨道上开设有长条开口;所述长条开口长度不小于瓶身长度;所述长条开口外部设置有导流槽;所述导流槽下部设置有收集箱;所述出瓶轨道正对长条开口处固定有剔除板;所述剔除板于输送带顶面固定有高压喷头;所述高压喷头通过高压管道连接电磁阀;所述电磁阀接入到高压气源;所述剔除板于高压喷头上方至少设置有两光电感应器;两所述光电感应器上下正对设置;所述光电感应器和电磁阀接入到控制器。2.根据权利要求1所述的自动剔除歪瓶倒瓶的理瓶转盘,其特征在于:两所述光电感应器间距大于瓶身外径;且低位的所述光电感应器与传送带顶面间距小于瓶身外径。3.根据权利要求1所述的自动剔除歪瓶倒瓶的理瓶转盘,其特征在于:所述高压气源由气源管道供气或通过供气泵供气;所述供气泵和电磁阀之间设置有中间罐。4.根据权利要求1所述的自动剔除歪瓶倒瓶的理瓶转盘,其特征在于:所述控制器由单片机最小系统构成。
技术总结
本实用新型公开了一种自动剔除歪瓶倒瓶的理瓶转盘,包括理瓶座,及安装于理瓶座上的理瓶仓,所述理瓶仓一侧设置有出瓶口,所述出瓶口处设置有出瓶轨道;所述出瓶轨道内侧设置有输送带所述出瓶轨道上开设有长条开口;所述长条开口长度不小于瓶身长度;所述长条开口外部设置有导流槽;所述导流槽下部设置有收集箱;所述出瓶轨道正对长条开口处固定有剔除板;所述剔除板于输送带顶面固定有高压喷头;所述高压喷头通过高压管道连接电磁阀;所述电磁阀接入到高压气源;所述剔除板于高压喷头上方至少设置有两光电感应器;本实用新型的自动剔除歪瓶倒瓶的理瓶转盘,能够将歪瓶自动剔除并及时补瓶,提升了产品质量,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:黄玉光 赵福廷 张洪池 赵涛 付立军 孙殿跃 李鹏
受保护的技术使用者:山东滨农科技有限公司
技术研发日:2021.10.12
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1