盘条自动上料装置的制作方法
1.本实用新型涉及盘条输送线专用自动上料领域,尤其涉及一种盘条自动上料装置。
背景技术:
2.不锈线材厂酸洗线在2020年完成系统改造,配套了一条盘条自动运输的pf线。需要酸洗处理的盘条通过天车吊勾吊运到上料台架上,在经过台架下方的运料小车运送到盘条输送pf线的c型勾上。最初的设计的自动上料方式是,在上料台架上设定三个工位位置,每个位置下方安装一个定位接近开关和一个有料检测的光电开关,小车根据工位的有料检测信号加接近开关的定位信号来自动取料。这种方式虽然能实现自动上料但存在较大的缺陷即:这种定位方式要求三个工位之间必须有足够的安全距离、盘条不能紧靠,否则取料时小车会顶翻盘条;盘条必须放在工位中心,否则往pf线c型勾上料会偏移中心,c型勾偏勾会导致运输过程中掉料;这种情况下只能要求天车一次只能吊一盘料,而且必须尽可能放到每个工位的中心。按这种方式来天车吊料效率极低,也很难实现,所以后来只能取消自动功能,改为人工手动操作上料。因人工操作的不稳定因素较多,频繁造成取料过程中掉料砸坏设备、往c型勾上偏料后运输过程中掉料的情况。因此我们决定采取软硬件改进措施,彻底解决了以上问题。具体措施如下:
3.1、通过使用激光测距的检测方式,实现盘条、小车位置的实时精确定位,解决靠接近开关固定位置定位的弊端。
4.2、依靠光电开关配合激光测距仪实现上料过程中盘条长度的测量,保证上到c型勾上的料正好在中心位置,不出现偏载的情况。
5.3、通过采集现场测量数据,经过改进,天车上料不再受限,一次多盘上料、可以摆满整个上料台架,给c型勾上的料全部在中心位置,无需担心偏勾问题。
技术实现要素:
6.本实用新型的目的就是针对上述问题,提供盘条自动上料装置。
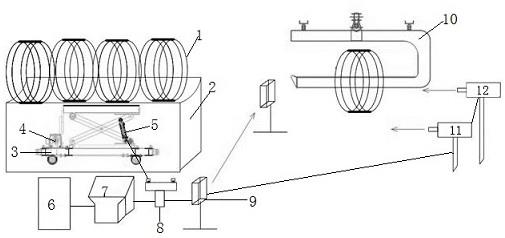
7.本实用新型的目的是这样实现的:盘条自动上料装置,包括盘条、小车、上料台架、c型勾,盘条自动上料装置由定位装置、执行装置和控制装置组成,控制装置为可编程逻辑控制器,执行装置包括变频器、电机、液压阀台和升降油缸,定位装置包括第一激光测距仪、第二激光测距仪和光电开关,上料台架上放置有盘条,上料小车上设置有升降油缸,液压阀台通过液压管道连接升降油缸,小车的传动轴皮带连接电机,上料小车设置在盘条的下方,上料台架一侧设置有c型勾,上料台架与c型勾之间设置有光电开关,c型勾远离上料台架一侧设置有第一激光测距仪和第二激光测距仪,可编程逻辑控制器、变频器、液压阀台、第一激光测距仪、第二激光测距仪和光电开关均串联电连接。
8.进一步的讲,光电开关为对射光电开关,对射光电开关有两个,分别设置在上料台架的前端侧和上料台架的后端侧。
9.进一步的讲,第一激光测距仪的位置与小车的位置相对应,第二激光测距仪的位置与盘条后端边部中心位置相对应。
10.本实用新型的有益效果是:
11.1、提高了酸洗线上料环节的效率,让上料节奏完全匹配酸洗产线的能力。
12.2、保证了上到c型勾料的对中度,减少偏载故障。
13.3、减少了天车吊运负荷、降低了吊运难度。
14.4、降低了操作人员的劳动强度,为安全运行提高了有力的保障。
附图说明
15.下面结合附图对本实用新型作进一步的描述。
16.图1是本实用新型的结构示意图。
17.图2是本实用新型的电路连接图。
18.其中:1.盘条、2.上料台架、3.小车、4.电机、5.升降油缸、6.可编程逻辑控制器、7.变频器、8.液压阀台、9.光电开关、10.c型勾、11.第一激光测距仪、12.第二激光测距仪。
具体实施方式
19.本实用新型提高了上料环节的运行效率、减少了人工操作,确保了设备高效可靠运行,为企业创造效益。
20.自动上料装置包括定位机构、执行机构和控制机构。控制机构是采用西门子s7-1500的plc系统来实现数据采集、编程、输出控制等;执行机构上料小车升降靠液压阀台控制、行走采用西门子g120变频器控制,液压阀台通过液压管路连接到小车的升降液压油缸,液压阀台上升电磁阀得电则小车升降油缸伸出让小车上升,液压阀台下降电磁阀得电则小车升降油缸缩回让小车下降;变频器输出端通过电缆连接到小车电机,变频器正向输出则电机正转同时带动小车前进、变频反向输出则电机反转同时带动小车后退;定位机构采用德尔特ft3000激光测距仪和图尔克对射光电开关。
21.硬件设备安装:上料台架与c型勾高度一致,小车是将盘条从上料台架平移到c型勾下端的勾上。两台激光测距仪安装在c型勾远离上料台架的外侧,第一台测距仪的激光直射到小车靠近c型勾一侧的中心、第二台测距仪的激光直射到上料台架靠近c型勾一侧盘条的后端边部中心位置。在小车运动的垂直方向安装对射光电开关。光电开关的数字量输入信号直接通过电缆采集到plc数字量输入模版中;激光测距仪的位置信号为模拟量信号,该plc系统未安装模拟量模版,决定利用小车变频器g120控制器cu上的模拟量输入通道ai0和ai1采集后,通过通讯传给plc后在做数据处理转换。plc中将变频器发送来的状态字中的两个模拟量信号读取出来,经过线性换算得到位置实际值;利用盘条测量值来作为小车取料的终点进行自动取料,根据现场的实际测试情况,将终点值适当进行修正,保证取料的准确性。
22.天车将盘条吊运到上料台架后,第二激光测距仪将最靠近c型勾一侧盘条的边部到测距仪的距离l0测量出来,第一激光测距仪动态测量小车到测距仪的距离。信号发送到
西门子s7-1500的plc得出小车取料的定位值即第二激光测距仪的测量值l0,发出小车取料命令:
①
变频器收到前进指令,正向输出电机正转小车前进、当第一激光测距仪测出小车的位置值等于取料定位值l0后停止;
②
到达取料位置后液压阀台上升电磁阀得电,小车上升让盘条脱离上料台架;
③
上升后,变频器收到后退指令,反向输出电机反转小车后退;
④
小车后退过程中经过光电开关,阻挡光电信号会产生一个上升沿信号,plc记录此时第一激光测距值l1,当盘条离开不在遮挡光电开关时产生一个下降沿信号,系统记录此时的第一激光测距值l2;用l1-l2就计算出了盘条长度l3。再用已知的测径仪到c型勾中心的长度l4减去盘条长度的一半l3/2就计算出小车往c型勾上料的定位值l5。当第一激光测距仪测出小车的位置值等于定位值l5时停止;
⑤
小车下降将料放到c型勾,取料循环结束。
23.以上所述仅为本实用新型的具体实施例,但本实用新型所保护范围的结构特征并不限于此,任何本领域的技术人员在本实用新型的领域内,所作的变化或修饰皆涵盖在本实用新型的专利范围内。
技术特征:
1.盘条自动上料装置,包括盘条、小车、上料台架、c型勾,其特征在于:盘条自动上料装置由定位装置、执行装置和控制装置组成,控制装置为可编程逻辑控制器,执行装置包括变频器、电机、液压阀台和升降油缸,定位装置包括第一激光测距仪、第二激光测距仪和光电开关,上料台架上放置有盘条,上料小车上设置有升降油缸,液压阀台通过液压管道连接升降油缸,小车的传动轴皮带连接电机,上料小车设置在盘条的下方,上料台架一侧设置有c型勾,上料台架与c型勾之间设置有光电开关,c型勾远离上料台架一侧设置有第一激光测距仪和第二激光测距仪,可编程逻辑控制器、变频器、液压阀台、第一激光测距仪、第二激光测距仪和光电开关均串联电连接。2.根据权利要求1所述的盘条自动上料装置,其特征在于:光电开关为对射光电开关,对射光电开关有两个,分别设置在上料台架的前端侧和上料台架的后端侧。3.根据权利要求1所述的盘条自动上料装置,其特征在于:第一激光测距仪的位置与小车的位置相对应,第二激光测距仪的位置与盘条后端边部中心位置相对应。
技术总结
本实用新型涉及盘条输送线专用自动上料领域,盘条自动上料装置由定位装置、执行装置和控制装置组成,控制装置为可编程逻辑控制器,执行装置包括变频器、电机、液压阀台和升降油缸,定位装置包括第一激光测距仪、第二激光测距仪和光电开关,本实用新型的有益效果是:提高了酸洗线上料环节的效率,让上料节奏完全匹配酸洗产线的能力。保证了上到C型勾料的对中度,减少偏载故障。减少偏载故障。减少偏载故障。
技术研发人员:程建新 侯昱灿 王玲浩 郑艳华
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:2021.11.18
技术公布日:2022/6/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1