绕线工艺配置方法、装置、系统及电子设备与流程
1.本发明涉及绕线技术领域,尤其是一种绕线工艺配置方法、装置、系统及电子设备。
背景技术:
2.现有的技术中,绕线机的排线工艺(尤其绕线轴和排线轴的位置关系)都写在plc内部进行固化,在绕线轴和排线轴工作过程中,绕线轴和排线线轴根据该固化的参数例如凸轮曲线完成绕线动作。如果要改动排线工艺,则需要用电脑重新修改数据和程序后下载到plc中,这样调试起来非常不方便。特别是针对一些叠绕线工艺调试,客户需要经常在原来的基础上修改排线算法,因此,对客户操作带来了很大的不便。
技术实现要素:
3.有鉴于此,本发明提出了一种绕线工艺配置方法、装置、系统及电子设备,用以解决以上问题。
4.根据本发明的一个方面,提供一种绕线工艺配置方法,包括:
5.获取m组单组绕线参数,其中,每一组单组绕线参数包括单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n,m、t、n为正整数,d》0;
6.基于获取的m组单组绕线参数计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线。
7.根据本发明另一实施例,基于获取的所述m组单组绕线参数计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线的步骤进一步包括:根据所述单组绕线幅宽d及所述单组绕线层数n,计算得到所述排线轴在每一层绕线完成时的排线轴位置;根据所述单层绕线匝数t和所述单组绕线层数n,计算得到所述绕线轴在每一层绕线完成时的绕线轴位置;根据所述排线轴在每一层绕线完成时的排线轴位置和所述绕线轴在每一层绕线完成时的绕线轴位置生成所述排线轴和所述绕线轴的位置关系,并基于所述位置关系生成凸轮曲线。
8.根据本发明的又一实施例,所述根据所述单组绕线幅宽d及所述单组绕线层数n,计算得到所述排线轴在每一层绕线完成时的排线轴位置的步骤,进一步包括:将获取的所述m组单组绕线参数的第i组的单组绕线幅宽d表示为di,第i组的单组绕线层数n表示为ni,其中,i为正整数,i≤m;针对第i组中的第j层绕线完成时的排线轴的位置pij,依照以下公式计算获得:pij=|n1/2|*d1
±
|n2/2|*d2
…±
|n(r-1)/2|*d(r-1)
±
|
9.nr/2|*dr
…±
|n(i-1)/2|*d(i-1)
±
|j/2|*di,其中,2≤r≤i,r为正整数,且如果|(n1+
…
10.n(r-1))/2|=0则|(n1+n2+
…
nr)/2|*dr前的符号为加号,如果|(n1+
…
n(r-1))/2|≠0则|
11.(n1+n2+
…
nr)/2|*dr前的符号为减号,如果|(n1+
…
n(i-1))/2|=0,则|j/2|*di
前的符号为加号,如果|(n1+
…
n(i-1))/2|≠0,则|j/2|*di前的符号为减号。
12.根据本发明的又一实施例,根据所述单层绕线匝数t和所述单组绕线层数n,计算得到所述绕线轴在每一层绕线完成时的绕线轴位置的步骤,进一步包括:将第i组的单层绕线匝数t表示为ti,第i组的单组绕线层数n表示为ni,其中,i为正整数,i≤m,ti和ni都为正整数;针对第i组中的第j层绕线完成时的绕线轴位置wij,依据以下公式计算获得:wij=t1*n1*360
°
+t2*n2*360
°
+
……
t(i-1)*n(i-1)*360
°
+ti*j*360
°
,其中,j为正整数,j≤ni。
13.根据本发明的又一实施例,用户可修改所述单组绕线参数,和/或指定重复执行所述基于所述m组单组绕线参数进行计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线的步骤。
14.根据本发明的又一实施例,通过用户界面手动输入m组单组绕线参数,其中,所述用户界面包括参数输入列表,所述参数输入列表的行表示不同组的单组绕线参数,所述参数输入列表的列包括三项,分别表示不同组的单组绕线参数的单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n。
15.根据本发明的第二方面,本发明还提供一种绕线工艺配置装置,包括获取模块和计算模块,其中,获取模块用于获取m组单组绕线参数,其中,每一组单组绕线参数包括单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n,m、t、n为正整数,d》0;计算模块用于基于获取的m组单组绕线参数计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线。
16.基于以上实施例,在一种可能的实现方式中,所述计算模块进一步包括排线轴位置计算模块、绕线轴位置计算模块以及曲线生成模块,其中,排线轴位置计算模块用于根据所述单组绕线幅宽d及所述单组绕线层数n,计算得到所述排线轴在每一层绕线完成时的排线轴位置;绕线轴位置计算模块用于根据所述单层绕线匝数t和所述单组绕线层数n,计算得到所述绕线轴在每一层绕线完成时的绕线轴位置;曲线生成模块用于根据所述排线轴在每一层绕线完成时的排线轴位置和所述绕线轴在每一层绕线完成时的绕线轴位置生成所述排线轴和所述绕线轴的位置关系,并基于所述位置关系生成凸轮曲线。
17.根据本发明的第三个方面,提供一种绕线工艺配置系统,其特征在于,包括绕线工艺配置装置、绕线机、plc,其中,所述绕线机与所述plc连接,包括绕线轴和排线轴;所述绕线工艺配置装置与所述plc连接,并被配置为:获取m组单组绕线参数,其中,每一组单组绕线参数包括单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n,m、t、n为正整数,d》0;基于获取的m组单组绕线参数计算绕线过程中所述排线轴和所述绕线轴的位置关系,并生成凸轮曲线;所述plc被配置为:根据生成的所述凸轮曲线控制所述排线轴和所述绕线轴执行绕线动作。
18.基于以上实施例,在一种可能的实现方式中,还包括用户操作机,所述用户操作机与所述plc连接,并且,所述用户操作机具有用户界面,所述用户界面包括接收用户输入m组单组绕线参数的参数输入列表,所述参数输入列表的行表示不同组的单组绕线参数,所述参数输入列表的列包括三项,分别表示不同组的单组绕线参数的单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n。
19.根据本发明的第四个方面,还提供一种电子设备,包括处理器;以及存储程序的存储器,其中,所述程序包括指令,所述指令在由所述处理器执行时使所述处理器执行上述的绕线工艺配置方法。
20.可见,本发明提供的绕线工艺配置方法、装置、系统及电子设备,通过获取用户自定义的包括单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n在内的多组单组绕线参数,根据这些获取的参数,结合排线轴和绕线轴运动位置的数学模型,计算出绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线,基于该曲线,外部控制设备,例如plc可实现对于排线轴和绕线轴的排线、绕线动作。本发明的方案用户的可自定义度高,能适应不同工艺的产品且灵活多变,同时由于将工艺参数以多组形式进行标准固定化,使得不同的操作人员对产品进行切换生产时,不会产生差异,提高了产品绕线的良率;此外,由于本方案方便操作人员自定义自操作,从而减少工程师调试时间和调试成本。
附图说明
21.下面将通过参照附图详细描述本发明的优选实施例,使本领域的普通技术人员更清楚本发明的上述及其它特征和优点,附图中:
22.图1为实施根据本发明一种实施例的绕线工艺配置方法的绕线机工作示意图;
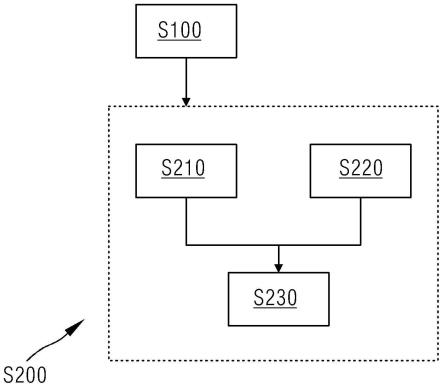
23.图2为根据本发明一种实施例的绕线工艺配置方法的流程示意图;
24.图3为根据本发明一种实施例的绕线工艺配置方法的排线轴位置计算流程图;
25.图4为根据本发明一种实施例的绕线工艺配置方法的绕线轴位置计算流程图;
26.图5为根据本发明一种实施例的绕线工艺配置方法生成的凸轮曲线示意图;
27.图6为根据本发明一种实施例的绕线工艺配置装置的结构示意图;
28.图7为根据本发明一种实施例的绕线工艺配置系统的结构示意图;
29.图8为根据本发明一种实施例的方法/装置/系统中使用的用户界面的示意图;
30.其中,附图标记如下:
31.3plc
32.10绕线机
33.11排线轴
34.12绕线轴
35.100获取模块
36.200计算模块
37.210排线轴位置计算模块
38.220绕线轴位置计算模块
39.230曲线生成模块
40.500绕线工艺配置装置
41.501用户操作机
42.510用户界面
具体实施方式
43.为了使本领域的人员更好地理解本公开实施例中的技术方案,下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本公开实施例一部分实施例,而不是全部的实施例。基于本公开实施例中的实施例,本领域普通技术人员所获得的所有其他实施例,都应当属于本公开实施例保护的范围。
44.电机的生产制造过程中,包括对定子进行绕线的工艺,如图1示出了实施根据本发明一种实施例的绕线工艺配置方法的绕线机工作示意图。绕线机10的排线轴11可沿y轴方向移动,以使得线匝沿着y轴方向在定子的绕线槽中进行移动,同时绕线机的绕线轴12以绕线槽为轴心,沿x方向旋转,以使得线匝在绕线槽中实现旋转缠绕。
45.现有的方法中,通常按照要缠绕的工艺设置好固定的参数写入到plc中,例如对于线匝较粗的粗绕工艺,以统一的宽度进行多层缠绕形成柱体的线包,在加工前,按照所要缠绕的层数和宽度写入plc中,plc根据该固化的参数控制绕线机进行缠绕;又或者对于较细线匝的精细工艺,以变化的宽度进行多层缠绕形成锥体的线包,在加工前,首先按照第一种宽度设定好层数和宽度写入plc中,plc根据该固化的参数控制绕线机进行缠绕;完成之后,再手动修改宽度为第二宽度和层数,写入plc中执行,以此类推
……
46.可以看到,该方法不能灵活的自定义多组参数,需要每一次进行手动修改,对于工艺较为复杂的绕线工艺,非常麻烦、费时。而在实际绕线工序中,又经常会有复杂工艺应用的情况,因此,亟需一种灵活、自动化的绕线工艺配置方法、装置、系统及电子设备用以解决以上问题。
47.根据本发明的一个实施例的绕线工艺配置方法,包括:
48.步骤s100:获取m组单组绕线参数,其中,每一组单组绕线参数包括单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n,m、t、n为正整数,d》0;
49.具体的,单层绕线匝数为单层缠绕在一定宽度d范围内的绕线匝数,同一组中,每一层的单层绕线匝数相同,都为t,t为正整数,例如图1中示出的单层绕线匝数为9匝;单组绕线幅宽d,指对于一组绕线参数,缠绕在绕线槽中的宽度,在同一组中,每一层绕线的宽度都为固定值d;单组绕线层数n是指同一组中,线圈缠绕形成上下覆盖的层数,n为正整数。
50.对于该步骤的一种实施方式,通过设置一种用户界面,方便用户输入上述m组的绕线参数。
51.图8示出了根据本发明一种实施例的方法中的方法/装置/系统中使用的用户界面的示意图;如图8所示,所述用户界面包括参数输入列表,所述参数输入列表的行表示不同组的单组绕线参数,所述参数输入列表的列包括三项,分别表示不同组的单组绕线参数的单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n。
52.图8中示意性列出了最多可输入五组参数的参数输入列表,用户可以根据工艺需要输入m=3的三组单组绕线参数,例如在第一行从左至右的三个文本框中输入10、20、4,在第二行从左至右的三个文本框中输入5、15、6,在第三行从左至右的三个文本框中输入3、9、4,这样相当于第一组参数的单层绕线匝数t1=10、单组绕线幅宽d1=20、以及单组绕线层数n1=4;第二组参数的单层绕线匝数t2=5、单组绕线幅宽d2=15、以及单组绕线层数n2=6;第三组参数的单层绕线匝数t3=3、单组绕线幅宽d3=9、以及单组绕线层数n3=4。
53.对于可输入的参数输入列表,还可以为更多组,例如6组及以上,此处不做特定限制。
54.步骤s200:基于获取的m组单组绕线参数计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线。
55.在获取了以上m组的各组的单组绕线参数之后,基于数学模型计算排线轴和绕线周的位置关系,例如,对于每一层绕线完成时,计算出排线轴所处的坐标值和绕线周所处的
坐标值,将绕线轴的位置在横轴x轴上进行表示,将排线轴的位置在纵轴y轴上进行表示,得出同一时刻的绕线轴和排线轴的位置关系,将该位置关系进行描点,结合m组每一层的描点形成凸轮曲线。
56.可以看到,基于该实施例的绕线工艺配置方法,用户可根据需要输入多组绕线参数,基于数学模型对该多组绕线参数进行计算得到排线轴和绕线轴的位置关系,并形成凸轮曲线,因此外部控制设备可依据该形成的凸轮曲线控制绕线机实现目标绕线工艺。该方法方便用户根据工艺需求进行灵活设定,能适应不同工艺的产品且灵活多变,减少工程师调试时间和调试成本;同时提高了产品绕线的良率。
57.图2为根据本发明一种实施例的绕线工艺配置方法的流程示意图;
58.如图2所示,基于获取的所述m组单组绕线参数计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线的步骤s200进一步包括:
59.步骤s210:根据所述单组绕线幅宽d及所述单组绕线层数n,计算得到所述排线轴在每一层绕线完成时的排线轴位置;
60.对于该步骤,图3示出了根据一种实施例的绕线工艺配置方法的排线轴位置计算流程图,如图3所示的实施例,步骤s210至少包括:
61.步骤s213:将获取的所述m组单组绕线参数的第i组的单组绕线幅宽d表示为di,第i组的单组绕线层数n表示为ni,其中,i为正整数,i≤m;
62.步骤s215:针对第i组中的第j层绕线完成时的排线轴的位置pij,依照以下公式计算获得:
63.pij=|n1/2|*d1
±
|n2/2|*d2
…±
|n(r-1)/2|*d(r-1)
±
|nr/2|*dr
…±
|n(i-1)/2|*d(i-1)
±
|j/2|*di,其中,2≤r≤i,r为正整数,且
64.如果|(n1+
…
n(r-1))/2|=0则|(n1+n2+
…
nr)/2|*dr前的符号为加号,如果|(n1+
…
65.n(r-1))/2|≠0则|(n1+n2+
…
nr)/2|*dr前的符号为减号,如果|(n1+
…
n(i-1))/2|=0,则|j/2|*di前的符号为加号,如果|(n1+
…
n(i-1))/2|≠0,则|j/2|*di前的符号为减号。
66.基于以上的公式,获得每一层绕线结束时的排线轴位置;
67.具体的,当还未完成一组绕线,例如,如果此时绕线完成第一组第一层,i=1,j=1,p11=|j/2|*d1=d1,结合图1,可以理解为排线轴具有从起点a点到b点的位置移动d1;如果此时绕线完成了第一组第二层,i=1,j=2,p12=|j/2|*d1=0,结合图1,可以理解为排线轴具有从a点到b点,再从b返回a点的位置,为0。
68.当完成了第二组第一层绕线,i=2,j=1,p21=|n1/2|*d1
±
|1/2|*d2,如果|n1/2|=0,则p21=|n1/2|*d1+|1/2|*d2=0+d2,即第一组绕线完成时排线轴回到a的位置,第二组第一层绕线完成时排线轴又从a运动到了距离a点d2的位置;如果第一组的绕线|n1/2|≠0,则p21=|n1/2|*d1-|1/2|*d2=d1-d2,即第一组绕线完成时排线轴到达距离a点d1远的b点的位置,在第二组第一层绕线完成时排线轴从b点往回走d2的距离,到达的位置为d1-d2。
69.当完成了第二组第二层绕线,i=2,j=2,p22=|n1/2|*d1
±
|2/2|*d2,如果|n1/2|=0,则p22=|n1/2|*d1+|2/2|*d2=0+0,即第一组绕线完成时排线轴回到a的位置,第二组第二层绕线完成时排线轴从a运动到了距离a点d2的位置,再由距离a点d2的位置返回到
起点a的位置,即第二组的两层绕线完成时排线轴的位置仍然为0;如果|n1/2|≠0,则p22=|n1/2|*d1-|2/2|*d2=d1-0,表示第一组绕线完成时排线轴到达了b的位置,第二组第二层绕线完成时排线轴从b的位置往回走d2,再回到b,到此时的排线轴坐标值为d1。
70.当完成第三组第一层绕线时,i=3,j=1,p31=|n1/2|*d1
±
|n2/2|*d2
±
|1/2|*d3,
71.如果|n1/2|=0,则p31=0+|n2/2|*d2
±
|1/2|*d3,如果|(n1+n2)/2|=0,则p31=0+|n2/2|*d2+|1/2|*d3=0+|n2/2|*d2+d3,即第一组绕线完成时,排线轴回到起点a的位置,第二组绕线完成时,由于|n1/2|=0且|(n1+n2)/2|=0,则|n2/2|=0,表示第二组绕线完成时,排线轴仍然回到起点a的位置,第三组第一层绕线完成时,排线轴到达距离a点d3的位置,坐标为d3;如果|(n1+n2)/2|≠0,则
72.p31=0+|n2/2|*d2-|1/2|*d3=0+|n2/2|*d2-d3,即第一组绕线完成时,排线轴回到起点a的位置,第二组绕线完成时,由于|n1/2|=0且|(n1+n2)/2|≠0,则|n2/2|≠0,排线轴到达距离a点d2的位置,第三组第一层绕线完成时,排线轴从d2的位置往回运动d3,达到d2-d3的坐标位置;
73.如果|n1/2|≠0,则p31=|n1/2|*d1-|n2/2|*d2
±
|1/2|*d3,如果|(n1+n2)/2|=0,则p31=|n1/2|*d1-|n2/2|*d2+|1/2|*d3=d1-|n2/2|*d2+d3,即第一组绕线完成时,排线轴达到距离起点a点d1的位置,第二组绕线完成时,由于|n1/2|≠0且|(n1+n2)/2|=0,则|n2/2|≠0,p31=d1-d2+d3表示第二组绕线完成时,排线轴从d1往回走d2的距离来到d1-d2的位置,第三组第一层绕线完成时,排线轴从d1-d2的位置往右运动d3距离,最终坐标为d1-d2+d3;如果|(n1+n2)/2|≠0,则p31=d1+|n2/2|*d2-|1/2|*d3=d1+|n2/2|*d2-d3,即第一组绕线完成时,排线轴达到距离起点a点d1的位置,第二组绕线完成时,由于|n1/2|≠0且|(n1+n2)/2|≠0,则|n2/2|=0,p31=d1+|n2/2|*d2-|1/2|*d3=d1+0-d3,排线轴返回到d1的位置,第三组第一层绕线完成时,排线轴从d1的位置往回运动d3,达到d1-d3的坐标位置;
74.依此类推,从而很方便地得到每一组每一层绕线完成时的排线轴位置。
75.如图3所示的排线轴计算步骤的实施例中,还包括步骤s211:获取绕线开始时,排线轴的初始位置p0;
76.通过获取排线轴的初始位置,基于该初始位置,结合绕线过程中的排线轴的移动位置,计算出当前时刻的排线轴实际位置。例如,pij=p0+|n1/2|*d1
±
|n2/2|*d2
…±
|
77.n(r-1)/2|*d(r-1)
±
|nr/2|*dr
…±
|n(i-1)/2|*d(i-1)
±
|j/2|*di。
78.步骤s220:根据所述单层绕线匝数t和所述单组绕线层数n,计算得到所述绕线轴在每一层绕线完成时的绕线轴位置;
79.图4示出了根据一种实施例的绕线工艺配置方法的绕线轴位置的计算流程图;如图4所示,步骤s220至少包括:
80.步骤s223:将第i组的单层绕线匝数t表示为ti,第i组的单组绕线层数n表示为ni,其中,i为正整数,i≤m,ti和ni都为正整数;
81.步骤s225:针对第i组的第j层绕线完成时的绕线轴位置wij,依据以下公式计算获得:
82.wij=t1*n1*360
°
+t2*n2*360
°
+
……
t(i-1)*n(i-1)*360
°
+ti*j*360
°
,其中,j为正整数,j≤ni。
83.基于以上的公式,获得每一层绕线结束时绕线轴的位置。在绕线过程中,每绕一圈,绕线轴转动360度,并进行重复。
84.具体的,当还未完成一组绕线,例如如果此时绕线完成第一组第一层时,i=1,j=1,w11=t1*1*360
°
;
85.当完成了第一组后,对于第i组,例如对于第二组第二层,i=2,j=2,此时,w22=t1*n1*360
°
+t2*n2*360
°
+
…
t(i-1)*n(i-1)*360
°
+ti*j*360
°
86.=t1*n1*360
°
+t2*2*360
°
87.如图4所示的计算绕线轴位置的步骤中,还包括步骤s221:获取绕线开始时,绕线轴的初始位置w0;
88.通过获取绕线轴的初始位置,基于该初始位置,结合绕线过程中的绕线轴的移动位置,计算出当前时刻的绕线轴实际位置,例如wij=w0+t1*n1*360
°
+t2*n2*360
°
+
……
t(i-1)*n(i-1)*360
°
+ti*j*360
°
。
89.步骤s230:根据所述排线轴在每一层绕线完成时的排线轴位置和所述绕线轴在每一层绕线完成时的绕线轴位置生成所述排线轴和所述绕线轴的位置关系,并基于所述位置关系生成凸轮曲线。
90.具体的,图5为根据一种实施例的绕线工艺配置方法生成的凸轮曲线示意图;该曲线所反映的即为精细工艺,首先以最大宽度的d1进行4层缠绕,然后以减小的宽度d2进行6层缠绕,然后以更小的宽度d3进行4层缠绕
……
通过该种工艺的缠绕,每一组的宽度都比上一次窄,从而形成锥形结构,保证了线包的稳定,不易变形。
91.如图5所示,对于第一组,单组绕线幅宽度为d1=10,单层绕线匝数t1=4,第一组第一层1t1绕线完成时,表示绕线轴坐标位置的横坐标值为2700,表示排线轴坐标位置的纵坐标值为10,根据这两个位置关系进行描点1t1,第一组第二层2t1绕线完成时,表示绕线轴坐标位置的横坐标值为5400,表示排线轴坐标位置的纵坐标值为0,根据这两个位置关系进行描点2t1
……
以此类推,对于第五组,单组绕线幅宽度为d5=2,单层绕线匝数t5=4,第五组第四层4t5绕线完成时,表示绕线轴坐标位置的横坐标值为81000,表示排线轴坐标位置的纵坐标值为0,根据这两个位置关系进行描点4t5。
92.将以上描点连接即形成了该绕线工艺的凸轮曲线。
93.根据本发明的又一个实施例,用户可修改所述单组绕线参数,和/或指定重复执行所述基于所述m组单组绕线参数进行计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线的步骤。
94.如图8所示的用户界面示意图,用户可通过在参数输入列表中例如t1\d1\n1,t2\d2\n2
……
等文本框中对对应参数进行修改;
95.此外,用户界面还具有“模式选择”的设置功能,当用户想要免除对于m组参数的重复输入时,用户可进入当前步号的模式设置模式,在“模式”文本框中时输入例如在系统中预设置的表示“循环模式”的值“09”作为当置步号的模式,因此系统在执行当前步号时,自动将第一组到第m组的参数复制到下一个m+1到第m+m组参数,多次循环以此类推。
96.根据本发明的第二方面,本发明提供一种绕线工艺配置装置500,包括获取模块100和计算模块200,其中,获取模块100用于获取m组单组绕线参数,其中,每一组单组绕线参数包括单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n,m、t、n为正整数,d》0;计算
模块200用于基于获取的m组单组绕线参数计算绕线过程中排线轴和绕线轴的位置关系,并生成凸轮曲线。
97.图6为根据本发明一种实施例的绕线工艺配置装置的结构示意图;如图6所示,所述计算模块200进一步包括排线轴位置计算模块210、绕线轴位置计算模块220和曲线生成模块230,其中,排线轴位置计算模块210用于根据所述单组绕线幅宽d及所述单组绕线层数n,计算得到所述排线轴在每一层绕线完成时的排线轴位置;绕线轴位置计算模块230用于根据所述单层绕线匝数t和所述单组绕线层数n,计算得到所述绕线轴在每一层绕线完成时的绕线轴位置;曲线生成模块230用于根据所述排线轴在每一层绕线完成时的排线轴位置和所述绕线轴在每一层绕线完成时的绕线轴位置生成所述排线轴和所述绕线轴的位置关系,并基于所述位置关系生成凸轮曲线。
98.根据本发明的第三方面,本发明提供一种绕线工艺配置系统。图7为根据本发明又一个实施例的绕线工艺配置系统的结构示意图;如图7所示实施例的绕线工艺配置系统包括绕线工艺配置装置500、绕线机10、plc3,其中,所述绕线机10与所述plc3连接,包括排线轴11和绕线轴12;所述绕线工艺配置装500置与所述plc3连接,并被配置为:获取m组单组绕线参数,其中,每一组单组绕线参数包括单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n,m、t、n为正整数,d》0;基于获取的m组单组绕线参数计算绕线过程中所述排线轴和所述绕线轴的位置关系,并生成凸轮曲线;所述plc3被配置为:根据生成的所述凸轮曲线控制所述排线轴11和所述绕线轴12完成绕线动作。
99.如图7所示,还包括用户操作机501,所述用户操作机501与所述plc3连接,并且,所述用户操作机501具有用户界面510,所述用户界面510包括接收用户输入m组单组绕线参数的参数输入列表,所述参数输入列表的行表示不同组的单组绕线参数,所述参数输入列表的列包括三项,分别表示不同组的单组绕线参数的单层绕线匝数t、单组绕线幅宽d、以及单组绕线层数n。
100.根据本发明的第四个方面,还提供一种电子设备,包括处理器以及存储程序的存储器,其中,所述程序包括指令,所述指令在由所述处理器执行时使所述处理器执行上述的绕线工艺配置方法。
101.对于绕线工艺配置装置/系统/电子设备实施例而言,其与前述第一方面所提供的绕线工艺配置方法实施例中的相关内容和有益效果基本类似,因此在此描述的较为简略,可以依据前述绕线工艺配置方法的实施例进行理解。
102.本文使用的术语“包括”及其变形是开放性包括,即“包括但不限于”。术语“基于”是“至少部分地基于”。术语“一个实施例”表示“至少一个实施例”;术语“另一实施例”表示“至少一个另外的实施例”;术语“一些实施例”表示“至少一些实施例”。需要注意,本公开中提及的“一个”、“多个”的修饰是示意性而非限制性的,本领域技术人员应当理解,除非在上下文另有明确指出,否则应该理解为“一个或多个”。
103.应当理解,在本公开实施例中所使用的类似于“第一”、“第二”、“第一”或“第二”的表述可修饰各种部件而与顺序和/或重要性无关,但是这些表述不限制相应部件。以上表述仅配置为将部件与其它部件区分开的目的。
104.最后应说明的是:以上实施例仅用以说明本公开实施例的技术方案,而非对其限制;尽管参照前述实施例对本公开进行了详细的说明,本领域的普通技术人员应当理解:其
依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本公开各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1