用于基于预定焊接强度与熔化层厚度间的相关性来确定与预定焊接强度相关联的熔化层厚度的方法与流程
用于基于预定焊接强度与熔化层厚度间的相关性来确定与预定焊接强度相关联的熔化层厚度的方法
[0001]
相关申请的交叉引用
[0002]
本申请要求于2018年6月13日提交的第62/684,456号美国临时申请的权益和优先权,该美国临时申请通过引用整体并入本文。
技术领域
[0003]
本发明大致涉及焊接过程,更具体地,涉及用于优化焊接过程的一个或多个焊接过程设定的方法。
背景技术:
[0004]
热塑性塑料的超声焊接广泛地用于许多行业中,从而在短时间内将两个部件焊接在一起以形成组件,而不引入额外的消耗品,诸如紧固件、粘合剂或溶剂。超声焊接过程快速、经济且易于自动化,并且通常由时间、能量或焊接距离来控制,以实现预测质量的焊接。然而,考虑到部件尺寸的实际变化、以及利用气动驱动超声焊接机控制熔融材料位移速率的有限能力,这些控制模式都不能保证焊接的一致性。本发明旨在解决这些问题和其它问题。
技术实现要素:
[0005]
根据本公开的一些实施方式,用于优化焊接过程以产生具有预定强度的焊接接头的方法包括:测量由焊接过程形成的多个样品组件的焊接接头的多个熔化层厚度;测量所述多个样品组件的焊接接头的多个失效载荷,所测量的多个失效载荷中的每一个均与所测量的多个熔化层厚度中的一个相关联;响应于确定第一失效载荷对应于预定焊接强度,从所述多个测量的失效载荷中选择第一失效载荷;以及从多个测得的熔化层厚度中选择与所选择的测得的第一失效载荷相关联的第一熔化层厚度。
[0006]
根据本公开的一些实施方式,用于产生具有预定焊接强度的焊接的方法包括:使用第一焊接过程设定的第一值形成第一多个样品组件;使用第一焊接过程设定值的第二值形成第二多个样品组件,第二值不同于第一值;测量第一多个样品组件中的至少一个的焊接接头的第一熔化层厚度和第二多个样品组件中的至少一个的焊接接头的第二熔化层厚度;测量第一多个样品组件中的至少一个的第一失效载荷和第二多个样品组件中的至少一个的第二失效载荷;以及响应于确定第一失效载荷对应于预定的焊接强度,形成包括焊接接头的生产组件,所述焊接接头具有与第一熔化层厚度大致相同的熔化层厚度。
[0007]
以上发明内容不旨在代表本发明的每个实施方式或每个方面。本发明的其它特征和益处从下面给出的详细描述和附图中显而易见。
附图说明
[0008]
本专利或申请文件包括至少一个以颜色实现的附图。该专利或专利申请公开的带
有一个或多个彩色附图的副本将在请求和支付必要的费用后由专利商标局提供。
[0009]
图1a是根据本公开的一些实施方式焊接的示例性部件组的立体图;
[0010]
图1b是在根据本公开的一些实施方式的焊接过程之前的图1的示例性部件组的局部剖视图;
[0011]
图1c是在根据本公开的一些实施方式的焊接过程之后的图1的示例性部件组的局部剖视图;
[0012]
图2a是根据本公开的一些实施方式的超声焊接机的立体图;
[0013]
图2b是根据本公开的一些实施方式的图1a的超声焊接机的局部侧面立体图,其中壳体壁的部分被剖开以露出内部结构;
[0014]
图2c是根据本公开的一些实施方式的图2a的超声焊接机的超声焊接套件的局部分解侧视图;
[0015]
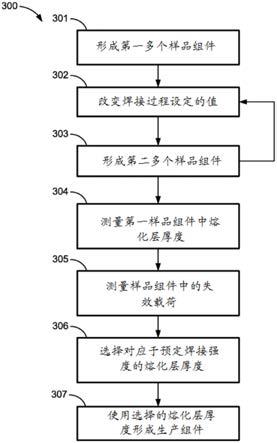
图3是根据本公开的一些实施方式的用于制造具有预定焊接强度的焊接接头的方法的过程流程图;
[0016]
图4是根据本公开的一些实施方式的第一样品组件的第一焊接接头的示例性横截面图像;
[0017]
图5是根据本公开的一些实施方式的第二样品组件的第二焊接接头的示例性横截面图像;
[0018]
图6是根据本公开的一些实施方式的第三样品组件的第三焊接接头的示例性横截面图像;
[0019]
图7是根据本公开的一些实施方式的第四样品组件的第四焊接接头的示例性横截面图像;
[0020]
图8是根据本公开的一些实施方式的第五样品组件的第五焊接接头的示例性横截面图像;
[0021]
图9是示出根据本公开的一些实施方式的多个样品组件的测量的熔化层厚度与测量的失效载荷之间的关系的示例性曲线图;
[0022]
图10是示出根据本公开的一些实施方式的第一焊接速度和第二焊接速度的力对距离的示例性曲线图;
[0023]
图11是示出根据本公开的一些实施方式的第一动态保持距离和第一动态保持速度以及第二动态保持速度的力对距离的示例性曲线图;
[0024]
图12是示出根据本公开的一些实施方式的图11的第二动态保持距离和第一动态保持速度以及第二动态保持速度的力对距离的示例性曲线图;
[0025]
图13是根据本公开的一些实施方式的第六样品组件的第六焊接接头的示例性横截面图像;
[0026]
图14是根据本公开的一些实施方式的第七样品组件的第七焊接接头的示例性横截面图像;以及
[0027]
图15是根据本公开的一些实施方式的第八样品组件的八个焊接接头的示例性横截面图像;
[0028]
虽然本公开易于进行各种修改和替换形式,但是其具体实施方式已通过示例在附图中示出,并且将在这里详细描述。然而,应当理解的是,本发明不限于所公开的特定形式,
相反,本发明覆盖落入由所附权利要求限定的本发明的精神和范围内的所有修改、等同物和替代物。
具体实施方式
[0029]
总体参照图1a至图1c,示例性组件100包括使用焊接过程焊接在一起的第一部件110和第二部件120。第一部件110包括能量导向器112(图1b和1c),该能量导向器112配置成有助于将第一部件110焊接至第二部件120。如图1b所示,在焊接之前,第一部件110和第二部件120彼此抵靠放置,使得能量导向器112邻接第二部件120的上表面。焊接过程将能量(例如,热能、振动能或电磁能)和压力(例如,通过将第一部件110和第二部件120夹紧在一起)赋予第一部件110和第二部件120,使得将这两个部分焊接在一起。能量导向器112在焊接过程中被完全消耗或熔化。用于焊接或连接第一部件110和第二部件120的焊接过程可为例如伺服控制超声焊接过程、气动控制超声焊接过程、激光焊接过程、或热板或热棒焊接过程。
[0030]
如图1c所示,焊接过程在第一部件110和第二部件120之间形成焊接接头130。焊接接头130具有熔化层厚度132,其中第一部件110的部分和第二部件120的部分在焊接过程中由于所赋予的能量而熔化。如本文进一步详细讨论的是,可通过调节一个或多个焊接过程参数(例如,焊接速度、动态保持速度、动态保持距离、振幅、触发力、熔化检测百分比、静态保持时间或其任何组合)来精确地控制熔化层厚度132。还如这里进一步详细讨论的是,熔化层厚度132与焊接接头130的强度密切相关。
[0031]
虽然在图1a至图1c中示出的第一部件110和第二部件120具有大致圆形的形状,但是更一般地,第一部件110和第二部件120可具有任何合适的形状(例如,三角形、矩形、正方形、多边形等)。另外,第一部件110和第二部件120可具有相同或不同的形状或尺寸。第一部件110和第二部件120可包括用于焊接的任何合适的材料(例如,热塑性材料)。
[0032]
参照图2a至图2c,描述了说明性的超声焊接机,其可用于本公开的各种实施方式(例如,用于形成如图1c所示的组件100)。例如,这种说明性的超声焊接机可包括超声焊接套件10,该超声焊接套件10安装成通过双向的、电动线性致动器11(图2b)进行受控的竖直运动。下面将结合图2c来更详细地描述焊接套件10。致动器11可安装在主壳体12内,主壳体12还支承容纳用于焊接过程的电源和电子控制器的辅助壳体13。在该构思的一个变型中,壳体12和辅助壳体13可结合成一个结构。待焊接的工件w1和w2(图2c)可安装在超声焊接套件10下方的固定夹具中,并且致动器11可使焊接套件向下推靠在上部工件w1上。焊接套件10的下端向下压靠在工件w1上,以将上部工件w1压靠在下部工件w2上,同时对工件w1施加机械振动,以实现将两个工件w1和w2连接在一起的所需焊接。
[0033]
主壳体12安装在框架上,该框架包括从底座15向上延伸的竖直柱14,底座15承载用于接收和支承待焊接工件的夹具。壳体12通常可调节地安装在柱14上,以允许为不同的工件调节整个壳体12的竖直位置。控制面板16设置在底座15的前部上。
[0034]
超声焊接套件10(参见图2c)包括:将电能转换为机械振动的机电换能器20;用于改变换能器20产生的机械振动的增益(即,输出振幅)的增强器21;以及用于将机械振动从增强器21传递到待焊接部件的焊接头22。如图2c所示,换能器20可包括用于附接高压同轴电缆24的连接器23,高压同轴电缆24传递用于激励换能器20的高频电信号。该信号可由单
独的超声信号发生器(未示出)提供。也可使用替代的连接方法来允许更容易地拆卸和安装换能器。换能器20可产生超声振动,如将电能转换为机械运动的langevin压电转换器。在20khz的典型频率下,施加至换能器20的功率范围可从小于50瓦特直到5000瓦特。
[0035]
换能器20可由多个标准压电陶瓷元件制成,这些压电陶瓷元件由薄金属板分开,在高压下夹紧在一起。当交流电压施加至陶瓷元件时,产生相应的电场,该电场导致陶瓷元件的厚度变化。厚度的这种变化引起压力波,该压力波通过材料传播,并由换能器的金属块的端部反射。当组件的长度调谐到其激励频率时,组件谐振,并成为驻波源。来自20khz换能器的输出振幅通常为大约20微米(0.0008英寸)。该振幅需要由增强器21和焊接头22放大,以对工件w1和w2做有用功。增强器和焊接头用作声波导或变压器,以放大超声振动并将其聚焦到工件上。
[0036]
增强器21的主要功能是改变套件10的增益(即,输出振幅)。如果其增益大于1,则增强器正在放大,而如果其增益小于1,则增强器正在减小。在20-khz下的增益典型地在从小于一半到大约3的范围内。焊接头22通常不能被夹紧,因为它必须自由振动,因而只固定换能器20和增强器21。因而,增强器21的第二功能(有时也是唯一的目的)是当固定在压力机中时提供附加的安装位置,而不改变焊接套件的放大。在换能器和焊接头之间增加中性增强器或耦合增强器,以及中性增强器或耦合增强器通过安装环安装在压力机中,该安装环放置在节点处(其中驻波具有最小的纵向振幅)。
[0037]
焊接头22具有三个主要功能。首先,焊接头22通过直接物理接触将超声机械振动能量(源自换能器20)传递到热塑性工件(w1和w2),并将能量定位在将发生熔化的区域中。其次,焊接头22放大振动振幅,从而为热塑性工件和焊接过程要求提供所需的尖端振幅。第三,当接合表面熔化时,焊接头22施加迫使焊接所需的压力。
[0038]
焊接头是精密加工的,并且通常设计成在15khz、20khz、30khz、40khz、50khz或70khz下振动。频率越高,声波长就越短,因而焊接头越小。焊接头的调谐通常使用电子频率测量来完成。焊接头通常由高强度铝合金或钛制成,这两种材料都具有良好的声学性能,以便以很小的衰减来传输超声能量。
[0039]
根据过程要求,存在许多不同的焊接头形状和样式。影响焊接头设计的因素是待焊接的材料和装配方法。焊接头必须放大机械振动,使得振幅足以在热塑性工件的交界面处熔化热塑性工件,并且焊接头的增益由其分布确定。在20khz下,焊接头尖端处的振幅典型地在30到125微米的峰值到峰值(千分之1.2到千分之5.0英寸)的范围内。在另一变型中,焊接头可设计成使得采用增强器的形式,并结合稳定和焊接的功能。在该变型中,省去了增强器,并且在增强器安装环区域的位置将焊接头固定在压力机中。随着频率增加,振幅减小。较高的频率被用于薄材料和精细部件的接合,其不需要大量的振幅。由于焊接头在较高频率下变得更小,因而也可实现更接近的间隔。
[0040]
塑料焊接是超声组件最常见的应用。为了进行超声塑料焊接,使焊接头的尖端与上部工件w1接触,如图2c所示。施加压力,超声能量穿过上部工件,从而增加两个工件的接触点处的动能(或热量)。该热量熔化工件中的一个上的塑料模制脊,以及熔融材料在两个表面之间流动。当振动停止时,材料固化,从而形成永久性结合。
[0041]
尽管为了本申请的目的在上面讨论了说明性的超声焊接,但是任何超声焊接均可用于本公开的系统和方法。可在例如klinstein等人的文献(第8,052,816 b1号美国专利)
中找到对焊接过程的物理部件和控制系统的附加讨论。
[0042]
通常,用于超声焊接过程的最可靠的控制模式是“按距离焊接”选项,这对于大多数计算机控制的焊接设备是可用的。通常,焊接距离由编码器监控,并由确定焊接套件的运动的处理器控制。对于使用能量导向器型界面的焊接接头设计,用于焊接的强度和可重复性的最佳焊接距离通常设定为基于能量导向器的尺寸和高度的值。然而,这种设置可能不能保证焊接牢固并且没有过度飞边。例如,如果能量导向器(例如,图1a至图1c中的能量导向器112)不熔化,而是在焊接过程期间部分变形,则焊接过程控制器将变形解释为焊接距离的部分,即使在没有熔化的情况下发生移动。其结果是“冷焊”,在此期间,存在比能量导向器的实际熔化更多的物理变形。形成“冷焊”的可能原因包括:能量导向器模制不一致、触发力过度、部件未对准、频率选择不正确、振幅不适当和许多其它原因。利用对关键过程参数的适当限制,良好合格的焊接过程将捕获这些不良成形的焊接中的一些。然而,来自焊机的数据通常不会显示出这种焊接不足,因为过程控制器所记录的能量水平、焊接时间和功率水平可能和与良好焊接相关的相同值没有大的不同。
[0043]
可替代地,达到编程的焊接深度也会导致过度的飞边,不希望出现过度的飞边。当能量导向器比预期更短时,可能发生过度的飞边形成,这会发生在具有不充分填充的能量导向器细节(由模制短射而产生)的部件中,或具有在处理中已损坏的能量导向器。在这种情况下,部件在能量导向器之外塌陷,从而产生不希望的熔化物,这导致在接合区域周围的过度飞边。这些焊接中的一些可通过密切监视作为二次焊接控制的焊接能量设置而识别为可疑的。这种方法具有不同的成功程度,并且显著取决于具体的焊接设定。
[0044]
期望的是具有高焊接接头强度的一致的(例如,可重复的)焊接。在一些情况下,希望焊接接头强度等于或大于母材强度。换言之,焊接接头比组装在一起的部件的构成材料更坚固。为了实现高强度焊接接头,焊接系统的操作者(例如,图2a至图2c中的机器)需要调整一个或多个焊接过程设定。用于优化这些焊接过程设定以提高焊接强度的一些方法包括:破坏性测试,诸如拉伸、弯曲、压力测试等;基于测试结果调节一个或多个过程设定;然后重复该过程。这种获得所需焊接强度的方法耗时且低效,因为必须制造和破坏性地测试许多样品部件。
[0045]
在超声焊接应用(例如,超声伺服驱动焊接过程)中,可调节一些焊接过程设定(例如,焊接速度),以精确地控制熔化层厚度。例如,与气动控制焊接系统不同,伺服控制器焊接系统(例如,与图2a至图2c中所示的焊接系统相同或相似)可编程为确保在开始压力机的向下运动之前存在初始熔化层厚度。也就是说,在焊接开始之后,可将压力机保持在适当的位置,直到检测到力的减小。这防止在施加焊接力之前能量导向器从计数向焊接距离变形。当力降达到预定值(例如,被编程为熔融百分比)时,这表示初始熔融层的存在。此后,压力机继续向下运动。
[0046]
另外,伺服控制器超声焊接系统允许操作者在焊接循环期间通过精确地改变整个过程中熔融材料位移的速度来控制熔化层的传播。可在“保持阶段”期间调节其它焊接过程设定,以直接控制熔融材料的流动挤压速率,从而控制熔化层的厚度。例如,动态保持特征允许在超声振动停止之后,控制熔融材料的挤压流速和坍塌距离。这允许在焊接结束时再结晶和固化期间精确控制材料位移。换言之,可基于一个或多个焊接过程设定的值精确地预测熔化层的厚度。因此,将是有利的是,在熔化层厚度和焊接强度之间建立关系,使得可
基于预测的熔化层厚度来预测给定焊接的焊接强度。
[0047]
参照图3,图中示出了用于优化焊接过程以产生具有预定的(例如,足够的)焊接强度的焊接接头的方法300。本发明人已经发现,在焊接接头的熔化层厚度与焊接接头的失效载荷或强度之间存在密切的相关性。例如,焊接接头的增加的熔化层厚度可对应于焊接接头的失效载荷(强度)的增大。因为可调节一个或多个焊接过程设定来精确地控制熔化层厚度,因而有利的是,使焊接接头的期望强度(例如,等于或非常接近母材强度)与熔化层厚度相关,并进而通过调节控制熔化层厚度的焊接过程设定来形成具有高强度焊接接头的生产组件(例如,用于批量生产)。
[0048]
方法300的步骤301包括:通过使用焊接过程(例如,使用超声焊接机的伺服控制器超声焊接过程,超声焊接机与图2a至图2c的机器相同或相似)将部件焊接在一起(例如,与图1c的第一部件110和/或第二部件120相同或相似的部件),形成第一多个样品组件(例如,与图1c的组件100相同或相似)。样品组件用于测试(例如,破坏性测试),并且不是大量生产以销售给消费者。第一多个样品组件可包括任何合适数量的样品组件(例如,两个、十个、十五个、五十个、一百个等)。
[0049]
在步骤301的一个非限制性的示例性实施方式中,可使用下表1中所示的焊接过程设定来形成第一多个样品组件。更一般地,在步骤301期间,焊接过程可使用任何合适的超声振幅值、触发力值、熔化检测百分比值、焊接距离值、焊接速度值、静态保持值或其任何组合来形成第一多个样品组件。焊接速度值可为恒定的焊接速度(例如,大约0.5mm/s、大约1.0mm/s、大约1.5mm/s等)或线性分布的焊接速度(例如,从0.25mm/s线性增加到0.40mm/s、从0.40mm/s线性减少到0.25mm/s等)。
[0050][0051]
表1
[0052]
方法300的步骤302包括:在步骤301期间在形成第一多个样品组件之后,改变第一焊接过程设定的值。变化的焊接过程设定可为例如焊接速度、动态保持距离或动态保持速度。在步骤302的一个非限制性的示例性实施方式中,改变焊接速度的值。例如,如果焊接速度在步骤301期间具有在0.25mm/s和0.40mm/s之间的线性增加分布,则焊接速度可在步骤302期间改变为具有在0.40mm/s和0.25mm/s之间的线性减小分布的焊接速度。在步骤302期间,焊接过程的其它焊接过程设定(例如,超声振幅、触发力、熔化检测百分比、焊接距离、静态保持时间、动态保持距离、动态保持速度等)保持恒定(即,不改变)。
[0053]
步骤303包括:使用来自步骤302的变化的第一焊接过程设定,根据焊接过程形成第二多个样品组件。换言之,当在步骤301期间形成第一多个样品组件时,第一焊接过程设定具有第一值,而当在步骤303期间形成第二多个样品组件时,第二值不同于第一值。在步骤303中形成的第二多个样品组件可包括与在步骤301中形成的第一多个样品组件相同数量的组件、或不同数量的样品组件。然而,第一多个样品组件和第二多个样品组件是相同的组件(例如,二者均包括图1c的相同的第一部件110和第二部件120)。
[0054]
如图3所示,步骤302和步骤303可重复一次或多次,以改变焊接过程设定多次(例
如,两次、六次、十次、
……
n次),从而形成用于焊接过程设定的每次变化的多个样品组件。例如,在方法300的一个非限制性的示例性实施方式中,步骤302和步骤303重复三次,使得形成五个不同的多个样品组件。
[0055]
方法300的步骤304包括:测量在步骤301和步骤303期间形成的多个样品组件中的每一个中的焊接接头的熔化层厚度。具体地,步骤304包括:横切在步骤301期间形成的第一多个样品组件中的至少一个;以及横切在步骤303期间形成的第二多个样品组件中的至少一个。然后,可在显微镜下(例如,由人类使用者)抛光和检查这些横截面,以测量焊接接头的熔化层厚度。
[0056]
在一些实施方式中,步骤304包括:对来自步骤301的第一多个样品组件和来自步骤303的第二多个样品组件中的一个或两个中的两个或更多个样品组件上的测量的熔化层厚度进行平均。例如,如果在步骤301期间形成的第一多个样品组件和在步骤303期间形成的第二多个样品组件各自包括十个样品组件,则步骤304可包括:对来自每组的五个样品组件进行横切,并对测得的熔化层厚度进行平均。对测量的熔化层厚度求平均可有助于提供更精确的结果,并考虑焊接过程和/或样品组件中的不可控变化。
[0057]
总体参照图4至图8,在方法300的一些实施方式中,重复步骤302-303三次,使得以变化的第一焊接过程设定形成五个不同的多个样品组件。在图4至图8的非限制性示例中,焊接速度是变化的。参照图4,图中示出了包括第一部件410、第二部件420和焊接接头430的示例性横切样品组件400。焊接接头430具有可通过检查横切样品组件400(例如,在显微镜下)来测量的熔化层厚度432。在该示例中,样品组件400是根据焊接过程形成的第一多个样品组件中的一个,其中焊接速度为约1.5mm/s(例如,在步骤301期间),以及测量的熔化层厚度432为约289微米。
[0058]
参照图5,图中示出了包括第一部件510、第二部件520和焊接接头530的示例性横切样品组件500。焊接接头530具有可通过检查横切样品组件500来测量的熔化层厚度532。在该示例中,样品组件500是根据焊接过程形成的第二多个样品组件中的一个,其中焊接速度为约1.0mm/s(例如,在步骤303期间),以及测量的熔化层厚度532为约356微米。
[0059]
参照图6,图中示出了包括第一部件610、第二部件620和焊接接头630的示例性横切样品组件600。焊接接头630具有可通过检查横切样品组件600来测量的熔化层厚度632。在该示例中,样品组件600是根据焊接过程形成的第三多个样品组件中的一个,其中焊接速度为约0.5mm/s(例如,当第一次重复步骤303时),以及测得的熔化层厚度632为约469微米。
[0060]
参照图7,图中示出了包括第一部件710、第二部件720和焊接接头730的示例性横切样品组件700。焊接接头730具有可通过检查横切样品组件700来测量的熔化层厚度732。在该示例中,样品组件700是根据焊接过程形成的第四多个样品组件中的一个,其中焊接速度具有在0.4mm/s和0.25mm/s之间的线性减小分布(例如,当第二次重复步骤303时),以及测量的熔化层厚度732为约535微米。
[0061]
参照图8,图中示出了包括第一部件810、第二部件820和焊接接头830的示例性横切样品组件800。焊接接头830具有可通过检查横切样品组件800来测量的熔化层厚度832。在该示例中,样品组件800是根据焊接过程形成的第五多个样品组件中的一个,其中焊接速度具有在0.425mm/s和0.4mm/s之间的线性增加分布(例如,当步骤303重复第三次时),以及测量的熔化层厚度732为约561微米。
[0062]
返回参阅图3,方法300的步骤305包括:测量来自步骤301的第一多个样品组件和来自步骤303的第二多个样品组件(以及当步骤302和步骤303重复一次或多次时形成的任何附加的多个样品组件)中的失效载荷。失效载荷是样品组件在应力(例如拉伸应力)下失效(例如断裂)时的载荷(例如受力)。因而,失效载荷表示样品组件的拉伸强度。在一些实施方式中,步骤305包括向样品组件施加拉伸强度(例如,使用拉力测试夹具)。另外,在一些实施方式中,步骤305包括:确定所测量的在被测试的多个样品组件中的每一个上的失效载荷的平均值和/或标准偏差(例如,对每个多个样品组件中的15个样品组件的失效载荷求平均值)。
[0063]
返回参考图4至图8中所示的步骤304的示例实施方式,对多个样品组件中的每一个中的样品组件进行拉伸测试,以确定失效载荷。具体地,对来自多个样品组件中的每一个的十五个样品进行拉伸测试。
[0064]
表2(下表)总结了焊接速度、熔化层厚度和失效载荷之间的关系。
[0065][0066]
表2
[0067]
方法300的步骤306包括:从多个测得的熔化层厚度中选择一个对应于预定焊接强度的熔化层厚度(步骤304)。如本文所讨论的是,本发明人已发现,焊接接头的熔化层厚度与焊接接头的强度密切相关。多个样品组件中的每一个均与(1)测量的熔化层厚度(步骤304)和(2)平均失效载荷(步骤305)相关联。如本文所讨论的是,平均失效载荷表示焊接接头的强度。如果平均失效载荷等于包括样品组件的部件(例如,第一部件110和/或第二部件)的母材料强度,则这意味着焊接接头的强度至少与母材料强度一样强。在焊接应用中,至少与母体材料强度一样强的焊接接头强度是理想的。因而,通过检查测量的平均失效载荷(来自步骤305),并确定哪个(哪些)测量的平均失效载荷对应于预定的焊接强度(例如,等于或大于母材强度),可选择相关的熔化层厚度(来自步骤304)。
[0068]
在一些实施方式中,步骤306可包括生成曲线图,该曲线图绘出测量的平均失效载荷和测量的熔化层厚度(例如,在y轴上)与变化的第一焊接过程设定(例如,在x轴上)的关系。参照图9,图中示出了示例性曲线图,该曲线图示出了图4至图8所示的示例的熔化层厚度、失效载荷和第一焊接过程设定(焊接速度)之间的关系。如图所示,测得的平均失效载荷和测得的熔化层厚度彼此线性相关。也就是说,随着熔化层厚度的增加,平均失效载荷(焊接强度)增加。然而,随着这些值继续增加,在某一点上,平均失效载荷接近或等于样品组件的母体材料强度(例如,组件100的第一部件110和/或第二部件120的材料强度)。在这一点
上,由于母体材料强度的限制,熔化层厚度的任何进一步增加均不会影响组件的总强度。因而,通常希望选择相关失效载荷等于或非常接近(例如,在1%或5%内)母材料强度的熔化层厚度。
[0069]
例如,在图9的示例中,选择第五多个样品组件(图8)的熔化层厚度(561微米),因为相关的平均失效载荷(3997n)是曲线图上的最大值。使用从0.25mm/s线性增加到0.4mm/s的分布焊接速度产生该结果。在熔化开始期间较慢的速度和在焊接的中间和末端的较快的速度增加了焊接强度,缩短了焊接时间,并减少了表面标记。换言之,线性增加的焊接速度分布导致产生更大、更一致的熔化层。
[0070]
可替代地,用于在步骤306中选择熔化层厚度的预定焊接强度可为母体材料强度的预定百分比。例如,预定百分比可在母体材料强度的约50%和约100%之间(例如,母体材料强度的约50%、母体材料强度的约67%、母体材料强度的约75%、母体材料强度的约80%、母体材料强度的约90%、母体材料强度的约95%、母体材料强度的约100%、母体材料强度的至少约60%、母体材料强度的至少约75%、母体材料强度的至少约80%、母体材料强度的至少约90%、母体材料强度的至少约95%等)。
[0071]
方法300的步骤307包括:使用与从步骤306选择的熔化层厚度相关联的焊接过程设定来形成生产组件。与本文所述的样品组件不同,生产组件是为消费者而不是为了测试目的(例如破坏性测试)而生产(例如批量生产)的焊接组件。如本文所述,可调节各种焊接过程设定(例如,焊接速度、动态保持距离、动态保持速度等),使得生产组件具有熔化层厚度基本上与来自步骤306的选定熔化层厚度相同的焊接接头(例如,生产组件的熔化层厚度在来自步骤306的选定熔化层厚度的
±
1%-5%内)。这样,生产组件将具有预定的焊接强度。
[0072]
在一些实施方式中,方法300的步骤301-305可使用从步骤306选择的熔化层厚度来重复,以改变另一焊接过程设定。例如,如果焊接速度的值在步骤302期间变化,则方法300可重复一次或多次,以改变附加的焊接设定参数,例如动态保持速度和动态保持距离。
[0073]
参照图10,图中示出了示例性曲线图,该曲线图示出了相对于时间(参见x轴)绘制的力与距离(参见y轴)之间的关系。在这里描述的特定示例中,0.25mm/s和0.4mm/s之间的分布焊接速度产生最好的结果。如图10中的曲线图所示,在该过程的后期阶段施加适中的力产生稳定的线性位移速率。稳定的熔化速率产生均匀的分子结构和较强的焊接。
[0074]
参考下面的表3,可使用与从步骤306(在本例中,0.25mm/s到0.4mm/s)选择的熔化层厚度相关的焊接速度重复方法300,同时改变动态保持距离焊接过程设定(例如,在25微米和175微米之间)和/或动态保持速度焊接过程设定(例如,在1mm/s和3mm/s之间)。然后可重复步骤305,以测量使用变化的焊接过程设定形成的多个样品组件中的每一个的失效载荷。
[0075][0076]
表3
[0077]
如表3所示,不管动态保持速度值和/或动态保持距离值如何,使用0.25mm/s至0.4mm/s的线性分布焊接速度形成的所有样品组件都不能通过母体材料。
[0078]
参照图11,示出了示例性曲线图,该曲线图示出了对于0.175mm动态保持距离、1mm/s动态保持速度和3mm/s动态保持速度的力与距离的关系。参照图12,图中示出了示例性曲线图,该曲线图示出了对于0.0375mm(37.5微米)动态保持距离、1mm/s动态保持速度和3mm/s动态保持速度的力与距离的关系。图11和图12中的曲线图示出了以3mm/s动态保持速度形成的焊接接头通常在动态保持循环期间具有比以1mm/s动态保持速度形成的焊接接头更陡的力/时间曲线斜率。
[0079]
参照图13,图中示出了包括第一部件1310、第二部件1320、焊接接头1330和熔化层厚度1332的第六样品组件1300的示例性横截面图像。使用37.5-微米动态保持距离和1mm/s动态保持速度形成图13的第六样品组件1330。
[0080]
参照图14,示出了包括第一部件1410、第二部件1420、焊接接头1430和熔化层厚度1432的第七样品组件1400的示例性横截面图像。使用75-微米动态保持距离和1mm/s动态保持速度形成图14的第七样品组件1430。
[0081]
参照图15,示出了包括第一部件1510、第二部件1520、焊接接头1530和熔化层厚度1532的第八样品组件1500的示例性横截面图像。使用125-微米动态保持距离和1mm/s动态保持速度形成图15的第八样品组件1530。
[0082]
在一些实施方式中,方法300还可包括检查(例如,使用显微镜)使用变化的动态保持距离和/或动态保持速度形成的样品组件的横截面(例如,与图13至图15相同或相似)。在图13至图15的示例中,在达到37.5微米的最小动态保持距离之后,不管增加的动态保持距离值如何,熔化层厚度保持不变。随着材料固化,获得额外的焊接塌陷所需的力的进一步增加不会产生任何增加的材料位移,而是导致焊接接头中的残余应力增加。这些结果(图11至图15)表明,在动态保持阶段发生一些材料位移,从而由于对熔融材料施加适度的力,有利于焊接强度和小的拉伸强度标准偏差。当材料固化时,进一步增加力以获得额外的保持塌陷不会产生任何增加的材料位移,并导致焊接接头中的残余应力增加。
[0083]
将特定的焊接速度分布和动态保持设定与在组件的界面中形成均匀的熔化层相
关联,可有助于选择最佳的焊接参数。因为熔化层的厚度与焊接连接的强度密切相关,因而熔化层的厚度是最终焊接质量的主要预测因素。伺服驱动超声焊机在焊接循环的每个阶段器件控制材料流动的能力使得操作者能够凭经验建立与已知焊接强度相关的熔化层特性的限定范围。这允许操作者重新使用最佳速度分布和动态保持参数,以便为给定的接头几何形状产生最佳的熔化层厚度。考虑到伺服驱动超声焊接机的高可重复性和精度,在制造过程中保持这些设置应当导致预期的熔化层厚度和接合强度。在此描述的用于选择焊接过程设定和控制焊接过程的方法为用户提供了一种在制造操作中确保焊接质量的更坚固的方法。
[0084]
虽然这里已将方法300描述为与伺服控制超声焊接过程一起使用,但是更一般地,这里公开的任何方法均可与任何其它焊接过程一起使用,例如,非伺服控制超声焊接过程、气动驱动超声焊接过程、激光焊接过程、红外焊接过程或热板焊接过程。
[0085]
虽然已参考一个或多个特定实施方式或实现描述了本公开,但是本领域技术人员将认识到的是,在不脱离本公开的精神和范围的情况下,可对其进行许多改变。这些实施方式中的每个及其显而易见的变型均被认为落入本公开的精神和范围内。还预期根据本发明的各方面的额外实施方式可组合来自本文描述的任一实施方式的任何数目的特征。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1