轮胎用模具的制造方法与流程
1.本发明涉及一种具有多个模具片的轮胎用模具的制造方法。
背景技术:
2.在具有多个模具片的轮胎用模具中,将多个模具片组合成环状,利用多个模具片来成形轮胎。轮胎在被按压于多个模具片的状态下硫化。此时,存在空气被封入轮胎与模具片之间的情况。特别是,在对轮胎的胎面部进行成形的模具片的情况下,因模具片的与轮胎的槽相对应的突部而在模具片与轮胎之间形成封闭空间,因此,容易产生空气的封入。
3.为了防止空气的封入,轮胎用模具通常具有空气排出部(排气部),利用空气排出部来排出空气。不过,在空气排出部为排气孔时,橡胶会进入排气孔,从而细长的橡胶(胎须)形成于轮胎。因此,以往,公知有如下一种轮胎硫化成形用模具的制造方法,在该轮胎硫化成形用模具的制造方法中,替代排气孔,从在多个瓣片(模具片)彼此的相对部之间形成的间隙(狭缝排气口)排出空气(参照专利文献1)。
4.在专利文献1所记载的以往的轮胎硫化成形用模具的制造方法中,利用线电极电火花加工机来切断胎面环,将多个模具片分割。模具片的相对部形成为能够通过金属线的移动而形成的形状(例如曲面形状)。因此,为了将模具片的相对部形成为适于空气的排出的形状(例如具有空气的排出槽的形状),需要利用加工机再次加工模具片的相对部,从而会在模具片的形成方面花费劳力和时间。另外,因模具片的加工余量增大,因此模具片的坯料的浪费也变多。
5.近年来,为了进一步提高轮胎的性能,轮胎的胎面花纹变得复杂,例如,采用相对于轮胎周向的倾斜或相对于轮胎宽度方向的倾斜较大的弯曲槽。在这样的轮胎中,也有可能在模具片的相对部容易产生花纹偏移,从而在狭缝排气口的宽度上产生偏差。因而,模具片的形成所花费的劳力和时间增加,轮胎用模具的制造效率也降低。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开平5
‑
220753号公报
技术实现要素:
9.发明要解决的问题
10.本发明是鉴于所述以往的问题而做出的,其目的在于,容易地形成能形成狭缝排气口的多个模具片,提高轮胎用模具的制造效率。
11.用于解决问题的方案
12.本发明提供一种轮胎用模具的制造方法,在该制造方法中利用模具坯料来形成多个模具片,该多个模具片以在彼此的狭缝形成部之间形成有狭缝排气口的状态利用成形部成形轮胎。轮胎用模具的制造方法具有以下工序:在模具坯料的背面部侧,沿着多个模具片的分割位置形成多个比狭缝排气口宽的分割槽;以及在多个分割槽的底部利用激光来切断
模具坯料,从而分割多个模具片且在多个模具片的成形部侧形成狭缝形成部。
13.发明的效果
14.根据本发明,能够容易地形成能形成狭缝排气口的多个模具片,能够提高轮胎用模具的制造效率。
附图说明
15.图1是表示第1实施方式的轮胎用模具的立体图。
16.图2是表示第1实施方式的模具模瓣的立体图。
17.图3是将第1实施方式的模具模瓣拆解后示出的立体图。
18.图4是表示第1实施方式的模具片的立体图。
19.图5是表示在第1实施方式的模具模瓣设置的多个模具片的立体图。
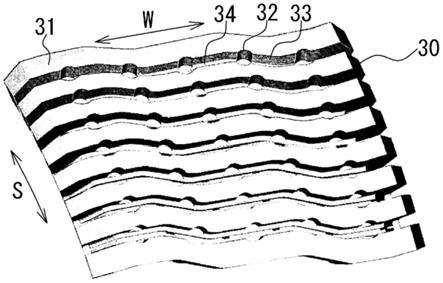
20.图6是表示第1实施方式的轮胎用模具的制造过程的立体图。
21.图7是表示第1实施方式的轮胎用模具的制造过程的立体图。
22.图8是表示第1实施方式的轮胎用模具的制造过程的立体图。
23.图9是表示第1实施方式的轮胎用模具的制造过程的立体图。
24.图10是表示第1实施方式的轮胎用模具的制造过程的立体图。
25.图11是表示第1实施方式的轮胎用模具的制造过程的立体图。
26.图12是表示第1实施方式的轮胎用模具的制造过程的立体图。
27.图13是表示第1实施方式的轮胎用模具的制造过程的立体图。
28.图14是表示第2实施方式的模具模瓣的立体图。
29.图15是将第2实施方式的模具模瓣拆解后示出的立体图。
30.图16是表示第2实施方式的模具片的立体图。
31.图17是表示在第2实施方式的模具模瓣设置的多个模具片的立体图。
32.图18是表示第2实施方式的轮胎用模具的制造过程的立体图。
33.图19是表示第2实施方式的轮胎用模具的制造过程的立体图。
34.图20是表示第2实施方式的轮胎用模具的制造过程的立体图。
35.图21是表示第2实施方式的轮胎用模具的制造过程的立体图。
36.图22是表示第2实施方式的轮胎用模具的制造过程的立体图。
具体实施方式
37.参照附图并说明本发明的轮胎用模具的制造方法的一个实施方式。
38.在本实施方式的轮胎用模具的制造方法中,对模具坯料进行加工,利用1个模具坯料来制造多个模具片。轮胎用模具是成形轮胎的成形模具,在轮胎硫化时使用。轮胎(生胎)通过轮胎用模具成形并硫化。以下,依次说明轮胎用模具的制造方法的多个实施方式。
39.(第1实施方式)
40.图1是表示第1实施方式的轮胎用模具1的立体图,透视轮胎用模具1地示出轮胎用模具1的构造。另外,图1的a示出打开状态的轮胎用模具1,图1的b示出闭合状态的轮胎用模具1。
41.如图示那样,轮胎用模具1是用于成形轮胎的外表面的环状的外模,设于轮胎成形
装置(轮胎硫化装置)。轮胎用模具1包围环状的轮胎,成形包含轮胎的胎面部在内的外周部。关于轮胎用模具1的方向,轮胎用模具1的宽度方向(模具宽度方向w)与轮胎宽度方向一致,轮胎用模具1的周向(模具周向s)与轮胎周向一致。另外,轮胎用模具1的半径方向(模具半径方向)与轮胎半径方向一致。
42.轮胎用模具1具有沿着模具周向s呈环状配置的多个模具模瓣2,利用多个模具模瓣2成形轮胎。多个模具模瓣2是分割模具,沿轮胎用模具1的模具周向s分割。另外,模具模瓣2是用于成形轮胎的胎面部的胎面模具。在轮胎的成形时,多个模具模瓣2在轮胎成形装置内沿模具半径方向移动,并组合成环状,包围轮胎。
43.图2是表示第1实施方式的模具模瓣2的立体图,透视模具模瓣2地示出模具模瓣2的构造。图3是将第1实施方式的模具模瓣2拆解后示出的立体图。
44.如图示那样,模具模瓣2具备:多个模具片10,该多个模具片10位于轮胎用模具1的内周部;以及保持件3,其位于轮胎用模具1的外周部。多个模具片10是成形轮胎的成形构件,安装于保持件3的安装部3a,并沿模具周向s依次配置。
45.保持件3将多个模具片10保持于位于轮胎用模具1的内周侧的安装部3a。多个模具片10沿模具宽度方向w延伸,并在模具周向s上彼此相邻地配置。另外,多个模具片10在相邻的模具片10之间形成有作为空气排出用的间隙的狭缝排气口4。狭缝排气口4是狭缝状的空气排出部(排气部),其排出轮胎与模具片10之间的空气。
46.图4是表示第1实施方式的模具片10的立体图,示出设于模具模瓣2的多个模具片10中的一部分模具片10。图5是表示在第1实施方式的模具模瓣2设置的多个模具片10的立体图。图4(图4的a、图4的b)、图5(图5的a、图5的b)均示出从轮胎用模具1的内周侧和外周侧观察的立体图。
47.如图示那样,模具片10具有:成形部11,其位于轮胎侧(轮胎用模具1的内周侧);背面部12,其位于保持件3侧(轮胎用模具1的外周侧);以及两个相对部13,该两个相对部13位于成形部11与背面部12之间。模具片10利用成形部11成形轮胎,并利用设于成形部11的突部14在轮胎形成凹部(例如槽、刀槽花纹)。背面部12位于模具片10的与成形部11所在侧相反的那侧(背面侧),并与保持件3的安装部3a(参照图3)相接触。相对部13是位于模具片10的模具周向s的两侧的侧部。多个模具片10以使相对部13彼此相对的方式配置。
48.模具片10在相对部13具有凸状的狭缝形成部15和凹状的容纳部16。狭缝形成部15是模具片10的要形成狭缝排气口4的部分,且在模具片10的相对部13沿着成形部11形成。多个模具片10以使狭缝形成部15彼此相对的方式配置,且在彼此的狭缝形成部15之间形成有狭缝排气口4(参照图2)的状态下利用成形部11成形轮胎。相邻的模具片10的狭缝形成部15以形成有间隙(狭缝排气口4)的状态彼此相对,狭缝排气口4形成在相邻的模具片10的狭缝形成部15之间。
49.容纳部16是在模具片10的相对部13形成的凹部,容纳维持构件20的一部分。维持构件20被夹在相邻的模具片10的相对部13之间,维持狭缝排气口4的宽度(相邻的狭缝形成部15的间隔)。在此,维持构件20是圆柱状构件(例如销),容纳部16的内表面形成为与维持构件20的外周形状相对应的凹状的圆弧面。另外,多个容纳部16隔开间隔地形成于模具片10的相对部13,多个圆柱状的维持构件20分别配置于容纳部16。
50.容纳部16形成于模具片10的相对部13的比狭缝形成部15靠背面部12侧的位置,并
在背面部12开口。维持构件20被容纳于相邻的模具片10的容纳部16,而被夹在相邻的模具片10的比狭缝形成部15靠背面部12侧的位置。通过维持构件20,将相邻的模具片10定位,从而维持相邻的狭缝形成部15的间隔。由此,狭缝排气口4的宽度被维持为规定宽度。
51.轮胎用模具1在多个模具模瓣2中的各模具模瓣2具有多个模具片10。多个模具片10是分割片,被沿轮胎用模具1的模具周向s分割。相对部13是模具片10的分割部。在轮胎用模具1中,多个模具片10沿着模具周向s配置成环状。以下,说明轮胎用模具1的制造方法。
52.图6~图13是表示第1实施方式的轮胎用模具1的制造过程的立体图。图6(图6的a、图6的b)表示从轮胎用模具1的内周侧和外周侧观察的立体图。
53.如图示那样,制作包含多个模具片10的模具坯料30,将模具坯料30分割成多个模具片10。利用模具坯料30形成多个模具片10,制造轮胎用模具1。模具坯料30是成为多个模具片10的坯料的片材料,其包含要成为多个模具片10的部分和模具片10的加工余量。在此,模具坯料30是金属制的铸件。在模具坯料30,通过铸造而形成有多个模具片10的包含突部14的成形部11(参照图6)。另外,由1个模具坯料30形成1个模具模瓣2所包含的全部的模具片10。因而,模具坯料30是模瓣材料。
54.在形成多个模具片10时,首先,对模具坯料30的背面部31进行加工。模具坯料30的背面部31是与多个模具片10的背面部12相对应的部分,其位于模具坯料30的与成形部11所在侧相反的那侧(背面侧)(参照图7)。通过机械加工来加工模具坯料30的背面部31,使模具坯料30的背面部31形成为与模具片10的背面部12相对应的形状。此时,使模具坯料30的背面部31形成为成为圆筒面的一部分的形状(将圆筒面沿周向分割而成的形状)。由此,使模具坯料30的背面部31形成为规定曲率的弯曲面。
55.模具坯料30形成为多个模具片10相连续的形状。接下来,在模具坯料30的背面部31侧形成多个盲孔32(参照图8)。盲孔32是用于容纳维持构件20的圆形形状的非通孔,其不在成形部11开口,而仅在背面部31开口。使多个盲孔32沿着模具坯料30中的多个模具片10的各个分割位置隔开间隔地形成。盲孔32形成为盲孔32的径向的中心位于相邻的模具片10之间的部分(分割位置)。
56.接着,在模具坯料30的背面部31侧形成多个分割槽33(参照图9)。分割槽33是形成于多个模具片10的分割位置的凹状的槽(凹槽),其在背面部31开口,并沿模具坯料30的整个模具宽度方向w形成。另外,分割槽33未贯通至模具坯料30的成形部11,分割槽33的底部位于模具坯料30的背面部31与成形部11之间。分割槽33的宽度大于狭缝排气口4的宽度,且小于盲孔32的直径。分割槽33的深度大于盲孔32的深度。
57.沿着模具坯料30中的多个模具片10的分割位置形成比狭缝排气口4宽的分割槽33。多个分割槽33从模具坯料30的模具宽度方向w上的一端延伸至模具坯料30的模具宽度方向w上的另一端,并相互并行地形成。另外,在多个模具片10的各分割位置,以穿过多个盲孔32的方式沿着分割位置形成分割槽33。分割槽33以分割槽33的宽度方向的中央部和盲孔32的径向的中心一致的方式通过盲孔32的径向的中心。
58.在模具坯料30的成形部11侧保留残留部34地形成多个分割槽33。模具坯料30的残留部34是残留于分割槽33与成形部11之间的未加工部,其位于分割槽33的底部与成形部11之间。残留部34的厚度小于分割槽33的深度。在多个模具片10的整个分割位置,模具坯料30的成形部11侧的部分整体作为残留部34残留于模具坯料30。
59.接下来,通过激光加工机(激光切断机)利用激光在多个分割槽33的底部切断模具坯料30(参照图10),在激光切断部35沿模具周向s分割模具坯料30。分割槽33的宽度大于通过激光切断将模具坯料30切断的切断宽度(激光切断部35的宽度)。在分割槽33的宽度方向的中央部切断模具坯料30,在分割槽33的底部沿着分割槽33切断模具坯料30。通过激光切断在多个模具片10的分割位置处切断并分割模具坯料30。另外,通过激光切断,来分割多个模具片10且在多个模具片10的成形部11侧形成狭缝形成部15。
60.通过激光切断将模具坯料30的成形部11与分割槽33的底部之间的部分(残留部34)切断(参照图11)。分割槽33包括第1槽部33a和第2槽部33b。第1槽部33a是分割槽33的靠模具坯料30的背面部31侧的部分。第2槽部33b是分割槽33的底部侧(模具坯料30的成形部11侧)的部分,且窄于第1槽部33a。第1槽部33a和第2槽部33b例如通过使用立铣刀的切削加工而形成,或者通过放电加工而形成。在第2槽部33b无法通过切削加工来形成时,利用切削加工形成第1槽部33a,并利用放电加工形成第2槽部33b。
61.通过对模具坯料30的激光切断,从而在分割后的多个模具片10的分割槽33部分形成凹状的空间形成部17。空间形成部17形成于模具片10的相对部13。多个模具片10在相邻的空间形成部17之间形成用于排出空气的排出空间18。狭缝形成部15是模具坯料30的被激光切断的部分(残留部34的激光切断部35),其形成于成形部11与分割槽33的底部之间。另外,狭缝形成部15沿着包含突部14的成形部11的表面形成。
62.在铸造模具坯料30之际,在铸模内,通过埋入铸造(日文:鋳包
み
)来使刀槽花纹刀片的基端部接合于模具坯料30的成形部11侧时,在模具片10的相对部13,刀槽花纹刀片的基端部整体位于残留部34(狭缝形成部15)和第2槽部33b这部分。即,在模具片10的相对部13,残留部34和第2槽部33b的宽度大于刀槽花纹刀片的基端部的长度。例如,在刀槽花纹刀片的基端部的长度为5mm时,残留部34和第2槽部33b的宽度为6mm~7mm。通过如此设置,能够确保刀槽花纹刀片的接合强度。
63.残留部34的厚度为能够利用激光加工机以一次切断来切断的厚度,其与狭缝排气口4的宽度对应地设定。例如,在狭缝排气口4的宽度为0.04mm~0.06mm时,残留部34的厚度为几mm左右。盲孔32形成为比分割槽33浅且直径比分割槽33的宽度大。在多个分割槽33的底部利用激光来切断模具坯料30,从而分割盲孔32部分。由此,在分割后的多个模具片10的盲孔32部分形成容纳部16。因而,容纳部16是盲孔32的一部分。
64.利用多个容纳部16中的各容纳部16(参照图12)将维持构件20的一部分容纳于模具片10的容纳部16,通过固定手段(例如钎焊、接合、粘接、熔接、螺栓、销)将维持构件20固定于模具片10。另外,将维持构件20容纳于相邻的模具片10的容纳部16,而将维持构件20夹在相邻的模具片10之间(参照图13)。由此,将多个模具片10以在彼此的狭缝形成部15之间形成有狭缝排气口4的状态组合起来。接着,将多个模具片10保持于保持件3而形成模具模瓣2(参照图2、图3)。利用相同的步骤来形成轮胎用模具1的全部的模具模瓣2,制造轮胎用模具1(参照图1)。
65.狭缝排气口4的宽度通过维持构件20而维持为与基于激光切断的切断宽度相同的宽度。在想要使狭缝排气口4的宽度与基于激光切断的切断宽度不同时,使用尺寸不同的别的维持构件20。由此,增大或减小维持构件20的在狭缝排气口4的宽度方向上的尺寸,改变狭缝排气口4的宽度。狭缝排气口4的宽度为与维持构件20的尺寸相对应的宽度,并被维持
构件20维持。改变狭缝排气口4的宽度而调整狭缝排气口4的宽度。在该状态下,将多个模具片10组合。在狭缝排气口4的宽度为0.005mm~0.05mm时,在轮胎的成形中,能够更可靠地抑制轮胎的橡胶进入狭缝排气口4。
66.狭缝排气口4的宽度也能够通过调整构件(未图示)来调整。将调整构件连同维持构件20一起夹在相邻的模具片10之间,利用调整构件来调整狭缝排气口4的宽度。调整构件例如是形成为规定厚度的板状构件,其被夹在维持构件20与模具片10之间。在该状态下,将维持构件20固定于模具片10。狭缝排气口4的宽度能够与调整构件的厚度对应地变更。例如,假定利用维持构件20(尺寸:10mm)将狭缝排气口4的宽度维持在基于激光切断的切断宽度(0.04mm)。在要将狭缝排气口4的宽度变更为0.06mm时,将调整构件(厚度:0.02mm)夹在维持构件20与模具片10之间。
67.如以上说明那样,在形成模具片10时,在模具坯料30的背面部31侧形成多个分割槽33,能够使要通过激光切断来切断的部分(残留部34)较薄。另外,能够利用激光来容易地切断模具坯料30,也能够在模具片10容易地形成狭缝形成部15。通过激光切断,能够准确地分割多个模具片10,且能够使模具坯料30的切断宽度较窄。也能够减小模具坯料30中的模具片10的加工余量。因而,能够容易地形成多个模具片10,能够提高轮胎用模具1的制造效率。也能够提高模具片10的尺寸的精度。
68.在轮胎用模具1中,能够利用维持构件20来容易地维持狭缝排气口4的宽度,从而能够准确地形成狭缝排气口4。通过将维持构件20容纳于容纳部16,能够将维持构件20容易且准确地夹在相邻的模具片10之间。也能够通过激光切断在模具片10容易地形成容纳部16。
69.通过增大或减小维持构件20的尺寸,能够容易地改变狭缝排气口4的宽度。也能够利用调整构件来容易地调整狭缝排气口4的宽度。根据模具片10的相对部13的形状的不同,有时会伴随有狭缝排气口4的宽度的变更或调整,狭缝排气口4内的宽度产生偏差。在该情况下,根据狭缝排气口4内的宽度的平均值来对狭缝排气口4的宽度进行变更或调整。
70.狭缝排气口4的宽度也可以利用模具片10与维持构件20之间的热膨胀量的差来调整。在该情况下,将与模具片10的热膨胀率不同的热膨胀率的维持构件20夹在相邻的模具片10之间。在轮胎硫化时,随着加热,模具片10和维持构件20以与各自的热膨胀率(例如线膨胀率)相对应的热膨胀量来膨胀。轮胎硫化时的狭缝排气口4的宽度对应于模具片10与维持构件20之间的热膨胀量的差地从加热前的宽度起发生变化。由此,调整轮胎硫化时的狭缝排气口4的宽度。
71.例如,模具片10由铝合金(线膨胀率:23
×
10
-6
(1/k))制成,维持构件20(直径:10mm)由钢(线膨胀率:11
×
10
-6
(1/k))制成。另外,模具坯料30在室温(25℃)条件下被加工,在轮胎硫化时,模具片10和维持构件20被加热至硫化温度(160℃)。在该情况下,根据热膨胀量的差的计算式((23-11)
×
10
-6
×
(160-25)
×
10),模具片10与维持构件20之间的热膨胀量的差为0.016mm。其结果,在轮胎硫化时,狭缝排气口4的宽度变窄了0.016mm。
72.此外,维持构件20也可以形成为圆柱状以外的形状(例如方柱状、块状、板状)。另外,模具坯料也可以是环状的坯料(例如环状铸件)。将环状的模具坯料沿模具周向s分割,形成轮胎用模具1的全部的模具片10。
73.(第2实施方式)
74.接下来,说明第2实施方式的轮胎用模具1的制造方法。关于第2实施方式的轮胎用模具1的制造方法,省略与第1实施方式的轮胎用模具1的制造方法相同的事项的说明。另外,关于第2实施方式的结构,对于相当于第1实施方式的结构的结构,使用与第1实施方式的结构相同的名称。
75.图14是表示第2实施方式的模具模瓣2的立体图,透视模具模瓣2地示出模具模瓣2的构造。图15是将第2实施方式的模具模瓣2拆解后示出的立体图。图16是表示第2实施方式的模具片10的立体图,示出设于模具模瓣2的多个模具片10中的一部分模具片10。图17是表示在第2实施方式的模具模瓣2设置的多个模具片10的立体图。图16(图16的a、图16的b)、图17(图17的a、图17的b)均示出从轮胎用模具1的内周侧和外周侧观察的立体图。
76.如图示那样,模具片10在相对部13具有狭缝形成部15和凹状的容纳部19(参照图16)。容纳部19沿整个模具宽度方向w形成于模具片10的相对部13,容纳维持构件40的一部分。在此,维持构件40是板状构件,容纳部19的表面形成为与维持构件40的表面形状相对应的平面。另外,1个容纳部19形成于相对部13的背面部12侧,1个板状的维持构件40配置于容纳部19。
77.图18~图22是表示第2实施方式的轮胎用模具1的制造过程的立体图。图21(图21的a、图21的b)示出从轮胎用模具1的内周侧和外周侧观察的立体图。
78.如图示那样,形成多个模具片10时,首先,对模具坯料30的背面部31进行加工(参照图18)。接下来,在模具坯料30的背面部31侧形成多个分割槽33。沿着模具坯料30中的多个模具片10的分割位置形成多个分割槽33。接着,在多个分割槽33的底部利用激光来切断模具坯料30(参照图19)。通过激光切断来分割多个模具片10且在多个模具片10的成形部11侧形成狭缝形成部15(参照图20的a)。
79.在多个分割槽33的底部利用激光来切断模具坯料30,从而将分割槽33部分分割。由此,在分割后的多个模具片10的分割槽33部分形成容纳部19。因而,容纳部19是分割槽33的一部分。维持构件40具有排出空气的多个排出槽41(参照图20的b、图21)。将维持构件40的一部分容纳于模具片10的容纳部19,将维持构件40固定于模具片10。另外,将维持构件40容纳于相邻的模具片10的容纳部19,而将维持构件40夹在相邻的模具片10之间(参照图22)。由此,将多个模具片10以在彼此的狭缝形成部15之间形成有狭缝排气口4的状态组合起来。接着,将多个模具片10保持于保持件3,形成模具模瓣2(参照图14、图15)。
80.如以上那样,通过激光切断,能够在模具片10容易地形成容纳部19。另外,将分割槽33部分用作容纳部19,能够提高模具片10的形成效率。
81.附图标记说明
82.1、轮胎用模具;2、模具模瓣;3、保持件;4、狭缝排气口;10、模具片;11、成形部;12、背面部;13、相对部;14、突部;15、狭缝形成部;16、容纳部;17、空间形成部;18、排出空间;19、容纳部;20、维持构件;30、模具坯料;31、背面部;32、盲孔;33、分割槽;34、残留部;35、激光切断部;40、维持构件;41、排出槽。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1