用于弹性体配混物的共挤出设备,以及用于制造成型元件条带的方法与流程
1.本发明涉及共挤出粘弹性产品(例如用于制造轮胎的弹性体产品)条带的生产领域。更具体地,本发明涉及基于弹性体配混物并且用于制造轮胎胎面或胎侧的共挤出复合成型元件的制造。
背景技术:
2.以已知的方式,通过挤出(例如通过共挤出而结合)至少两种基于弹性体配混物的条带状产品而制造复合型材的过程中,将多个挤出机连接至共用的挤出头。每个挤出机由固定的圆柱形主体或机筒形成,并且在挤出机内部具有与机筒的纵向轴线同轴并被驱动围绕该轴线旋转的螺杆。螺杆的目的是使以条带形式引入挤出机中的橡胶混合物均质化,并将橡胶混合物驱向出口模头。对于复合产品,出口模头接收几种组成相同或不同的弹性体配混物,并确定共挤出的成型元件条带的外形。该外形由与旋转辊或固定壁配合的固定成型叶片限定。
3.如今,对于使用复合成型元件条带类型的复合产品的需求日益增加,所述复合产品由挤出或叠置的不同单个型材制成,以减少组装过程中产品连续铺设操作的次数,从而降低成本并改善最终产品的品质。优选通过共挤出获得这些复合产品,因为该方法在各个组件之间提供了更好的相互结合。
4.共挤出允许在单个共挤出设备中将弹性体配混物的多个挤出条带组合成单个共挤出产品。多个挤出机围绕共用的挤出头布置在一起,该共用的挤出头包括朝向出口模头的产品流动管道。在现有技术的共挤出设备中,所使用的挤出机被布置为“波纹管”,或者换言之,使得它们的挤出螺杆的旋转轴线朝着挤出头会聚。这种会聚的布置在穿过挤出头的转移管道的配混物条带中引起较高的应力。由于弹性体的粘弹特性,在转移管道的该会聚区域之后,出现明显的收缩(在条带的纵向方向上)和膨胀(在条带的横向方向上)现象。因此,共挤出的成型元件条带在离开模头之后在两个横向方向上可能变形,并且可能同时变厚和变窄,或反之亦然。
5.为了解决这个问题,文献us 6 695 606提出了一种解决方案,该解决方案包括使用靠近挤出头的出口模头的旋转辊。旋转辊通过减小内部应力而参与从模头出口之后获得的复合产品的流动,在复合产品保持附接至辊时所述内部应力部分松弛。这些应力主要是由于挤出头的管道的横截面减小而引起的伸长应力。根据该文献,流动管道的尺寸设计成使得管道的横截面可以随着材料的流动而逐渐变化。然而,除了横截面形状的复杂性和这些管道尺寸的复杂性之外,由于挤出头中的管道会聚,共挤出复合产品中还存在残余应力的问题。
6.申请人名下的文献wo2018115797描述了一种共挤出设备,其包括布置在挤出头两侧的多个挤出机。挤出头包括通向出口模头的相互平行的转移管道。因此,该文献中提出的解决方案可以解决由设备的挤出机的“波纹管”布置引起的伸长应力的问题。然而,已经发
现在模头出口处获得的产品中仍然存在膨胀应力。
7.为了生产轮胎,以优化其性能为目的,必须使用具有非常精确的几何形状的共挤出产品。
8.本发明的目的是克服所述缺点。
技术实现要素:
9.本发明提出一种通过共挤出制造基于多个由弹性体配混物制成的挤出条带的成型元件条带的设备,所述设备包括具有流动管道的挤出头,所述挤出头的入口孔连接至至少两个挤出机的出口,以供应由弹性体配混物制成的挤出条带,并且所述挤出头的出口孔通向与辊相邻的模头,该模头被设计为与辊配合以使成型元件条带成形,所述辊具有由外表面包围的中心轴线和用于驱动辊围绕其中心轴线旋转的装置,所述外表面用于接收成型元件条带,其特征在于,流动管道相互平行并垂直于辊的周向方向,并且成型元件条带沿至少700mm的等效长度接合至辊的接收表面。
[0010]“径向”方向是沿着辊的半径方向的方向。“轴向”方向是平行于辊的旋转轴线的方向。“周向”方向是垂直于辊的半径以及轴向方向两者的方向。
[0011]
根据本发明,使用辊模头,也称为“辊头”,通过相互平行的流动管道共用的挤出头挤出弹性体配混物的不同条带。模头相邻于辊并被设计成与辊配合以使成型元件条带成形。可以理解,模头布置成与辊的外表面邻近,并且模头的面向辊的表面包括圆柱形表面,该圆柱形表面严格遵循辊表面的轮廓。为此,模头的圆柱形表面包括与挤出头的流动管道相通的成形孔,其功能是使来自不同管道的不同条带成形,并在将不同条带施加到辊上时对它们进行引导,从而通过辊的圆柱形表面形成单个共挤出的成型元件条带。
[0012]
更特别地,供应混合物至出口模头并因此供应至辊的流动管道是平行的并垂直于辊的周向方向。这些管道没有如在现有技术的文献中那样朝向辊会聚地布置,因此施加至配混物的应力较低,所述应力主要是由于穿过出口模头的孔而引起的。这种通过辊头挤出能够抑制共挤出的成型元件条带的两个尺寸(长度和宽度),该成型元件条带的底部附接至辊头的接收表面。由于体积守恒的原理,条带的第三个尺寸(厚度)保持不变。为了更好地松弛残余应力,共挤出的成型元件条带必须在辊上保持预定的长度。在用轮胎胎面和胎侧进行实验室测试期间,至少700mm的长度被认为足以松弛应力。因此,获得了具有非常精确的几何形状的共挤出的成型元件条带。
[0013]
等效长度是指离开模头的共挤出的成型元件条带与辊的接收表面之间的接触距离。辊的接收表面是指辊与共挤出的成型元件条带接触的部分,该部分是辊与成型元件条带直接接触时的外表面,或者是由辊驱动并介于辊的外表面和共挤出的成型元件条带之间的带的外表面。
[0014]
在本发明的第一实施方案中,所述辊是直径大于或等于0.6m的圆柱体。
[0015]
优选地,设备包括用于辊的外表面的第一冷却系统,和用于辊的支撑轴承的第二冷却系统,所述第一冷却系统和所述第二冷却系统连接至控制单元,所述控制单元根据相同的设定温度来控制两个冷却系统的操作。
[0016]
在第二实施方案中,在将成型元件条带转移至输送装置之前,成型元件条带沿至少等于辊的1/2周长且优选3/4周长的距离与接收表面接合。
[0017]
在本发明的变体实施方案中,辊布置在挤出头的上方。
[0018]
在本发明的变体实施方案中,辊布置在挤出头的下方。
[0019]
优选地,该设备包括变向辊,所述变向辊介于辊与用于成型元件条带的输送装置之间。
[0020]
在第三实施方案中,辊驱动介于模头和所述辊之间的环形带,使得模头与辊配合以通过所述带使成型元件条带成形。
[0021]
优选地,所述带由金属制成,并且优选地由不锈钢制成。
[0022]
本发明的目的还通过一种方法来实现,所述方法通过使用根据本发明的包括多个挤出机、挤出头和铺设辊的设备通过共挤出制造基于多种弹性体配混物的成型元件条带,其特征在于:
[0023]
‑
使用挤出头将成型元件条带共挤出,在挤出头中流动管道相互平行并垂直于铺设辊的周向方向,并且成型元件条带沿至少700mm的等效长度接合至辊的接收表面;
[0024]
‑
然后,通过转移装置转移所得的成型元件条带。
附图说明
[0025]
通过基于以下附图的说明书的剩余部分,将更好地理解本发明:
[0026]
‑
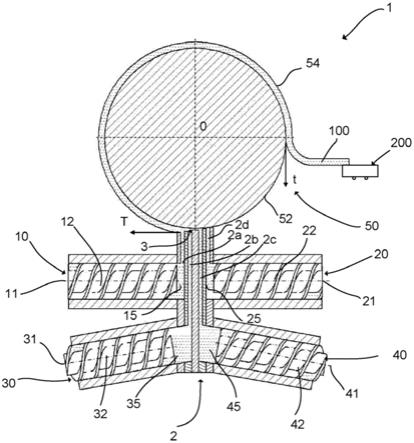
图1是根据第一实施方案和第二实施方案的本发明的设备的示意性横截面图;
[0027]
‑
图2是根据第一实施方案的设备的示意性横截面图;
[0028]
‑
图3是根据第二实施方案的变体的设备的示意性横截面图;
[0029]
‑
图4是根据第三实施方案的设备的示意性横截面图。
[0030]
在各个附图中,相同或相似的元件带有相同的附图标记。因此,对其描述不再系统地重复。
具体实施方式
[0031]
附图示出了共挤出设备1,该共挤出设备1用于挤出弹性体配混物类型的粘弹性材料,以形成复合成型元件条带100,例如轮胎胎面或胎侧。共挤出设备1包括连接至多个挤出机10、20、30和40的挤出头2,每个挤出机均向挤出头提供加压的弹性体配混物。加压的弹性体配混物沿着流动管道,所述流动管道穿过挤出头直至出口模头3。
[0032]
已经示意性地示出了挤出机10、20、30、40,仅描绘了它们各自的螺杆,但是将理解的是,以通常已知的方式,每个挤出机的螺杆在配备有入口和出口的圆柱形机筒内旋转,所述入口用于供应配混物条带形式的弹性体配混物,当挤出头2安装到位时,所述出口通向挤出头2。每个挤出机10、20、30、40的螺杆12、22、32、42由电机驱动以围绕其纵向轴线11、21、31、41旋转,相对于螺杆靠近挤出头一端,所述电机位于螺杆的相对端,从而使螺杆在各自的机筒内旋转,以便向挤出头2提供已均质化并准备由该头成形的弹性体配混物。
[0033]
挤出机10、20、30、40布置在挤出头2的两侧,并且使得每个挤出机的出口与将配混物传送至挤出头2的入口管道直接连通。换言之,挤出头2直接连接至挤出机10、20、30、40,而在两者之间没有任何弹性体
‑
配混物的转移管道。挤出头2将特定于给定成型元件的所有尺寸工具(将其连接至挤出机和挤出模头的出口的转移管道)聚集到单个一体式组件中,该组件安装为可拆卸。在成型元件产品发生变化的情况下,这种一体式组件将被迅速取下,并
由另一种适合新产品的组件代替。
[0034]
配混物到达挤出头2中的入口孔15、25、35、45,所述挤出头2还包括流动管道2a、2b、2c、2d,确保将来自不同挤出机的配混物转移至出口模头3。流动管道2a、2b、2c和2d在基本上垂直于挤出机10、20、30、40的纵向轴线的方向上延伸。基本上垂直是指成90
°
+/
‑
20
°
的角度。
[0035]
在本发明的变体中,挤出机10、20、30、40布置成使其纵向轴线11、21、31、41相互平行并垂直于形成接口平面的挤出头的相对面的平面。
[0036]
共挤出设备1还包括与模头3配合操作的辊50。辊50具有圆柱形外表面52,并且安装为围绕穿过其横截面对称中心o的旋转轴线旋转。设置电动机(在附图中未示出)以经由电动机齿轮单元并使用控制装置驱动辊50使其以预定速度旋转。辊的旋转速度通常在4至25米/分钟之间,并取决于设备的生产率。在操作中,辊50与出口模头3配合,并在旋转时将共挤出的成型元件条带100运送至诸如传送带200的转移装置。
[0037]
辊50是刚性的,并且优选由具有抛光的外表面52且粗糙度ra<0.4的钢制成。
[0038]
根据本发明,流动管道2a、2b、2c、2d相互平行并垂直于辊50的周向方向,并且使用根据本发明的设备共挤出的成型元件条带沿至少700mm的等效长度接合至接收表面。
[0039]
等效长度是指离开模头3的共挤出的成型元件条带与辊的外接收表面52之间的接触距离。共挤出的成型元件条带100在大于或等于700mm的等效长度的距离54上与辊保持接触,这使得当由传送带200朝向组件或朝向储存站转移时,所有出口应力得以松弛。
[0040]
流动管道2a、2b、2c和2d相互平行并垂直于辊50的周向方向,并布置在平行于辊的旋转轴线的垂直平面上。优选地,平行于挤出头2的流动管道的中间垂直平面包含辊50的旋转轴线。
[0041]
在本发明的第一实施方案中,如图2最佳所示,辊50的直径或外径等于或大于0.6m,优选在0.6m至4m之间,甚至更优选在1至2.5m之间。在实验室测试中,发现与现有技术的挤出设备的辊(直径通常在200mm至500mm之间)相比,直径大的辊使得共挤出的成型元件条带在辊上保持更长,同时避免给辊强加过大的曲率半径。
[0042]
这种大直径的刚性辊要求支撑轴承和旋转轴承具有坚固结构,以及辊定位的良好精度。优选地,辊包括用于其外表面52的第一冷却系统(例如以温度控制水回路的形式)和用于其支撑轴承的第二冷却系统(在附图中未示出),所述第一冷却系统能够冷却成型元件条带100。有利的是,将用于外表面52的冷却系统和用于辊支撑轴承的冷却系统冷却至相同的温度,从而避免两者之间的差异膨胀现象,并在操作中获得组件的尺寸稳定性。将冷却回路连接至控制单元,所述控制单元根据相同的设定温度控制冷却系统。
[0043]
在第二操作模式中,如图1和图3最佳所示,在将成型元件条带100转移至条带输送装置之前,使成型元件条带100沿至少等于辊的1/2周长且优选3/4周长的距离与辊50的外表面52接合。
[0044]
因此,有利地,使共挤出的成型元件条带保持在辊的至少180
°
或优选270
°
的圆周上。对于不附接至辊的外表面的产品,保持在辊的3/4圈上是决定性因素。为了附接至辊并因此在几何形状受控的情况下松弛应力,在辊出口处施加至产品的张力必须很低,以避免产品变形。
[0045]
保持在辊的3/4圈上允许产品实现这么低的出口张力。因此,使用以下公式进行计
算
[0046]
t/t=exp(f.alpha),其中
[0047]
t是在辊头出口处产生的牵引力(给出收缩应力),
[0048]
t是辊出口处的张力,应尽可能低,以使条带不变形,
[0049]
f是摩擦系数,并且
[0050]
alpha是产品在辊上的保持角度(保持角度对于四分之一圈等于90
°
或pi/2弧度,或对于半圈等于180
°
或pi弧度,以及对于四分之三圈等于270
°
或1.5pi弧度),
[0051]
反映此结果(下表的单元格给出比值t/t):
[0052][0053]
因此,通过保持在辊50的3/4周长上,主要通过与辊表面的摩擦(而不是通过出口张力)来驱动成型元件条带100。
[0054]
在图1的变体中,辊50布置在由挤出机10、20、30、40和挤出头2形成的组件的上方,该组件在下文中称为“工具”。这又允许排出“底部”(平坦部分)朝向传送带200的带表面定向的共挤出的成型元件条带100。
[0055]
在图3的变体中,出于可及性和人体工程学的原因,辊50布置在工具的上方。这需要角度反转,以使得共挤出的成型元件条带100恢复至在排出带上运输的最佳方向。为此目的,变向辊71和72设置在辊50与传送带200之间。
[0056]
在第二实施方案中,当使用直径等于或大于1m的辊时,发现将共挤出产品保持在辊的外表面52的180
°
至210
°
之间的角距离上实现了应力松弛方面非常好的结果。
[0057]
在第三实施方案中并且如在图4中更清楚地示出,辊50驱动介于模头3和所述辊之间的环形带80,使得模头3与辊50配合以通过所述带使成型元件条带成形。
[0058]
为了解决构造大直径的辊50的问题,有利的是安装一种带,该带使得共挤出的成型元件条带在更长的位置保持,从而使应力松弛最大化。这样的带80安装在两个辊之间,第一驱动辊由辊头的辊50形成,第二辊85安装成可自由旋转。在变体实施方案中,辊50和85的直径约为300mm。
[0059]
为了保证带80的最佳使用寿命,带80优选由不锈钢制成。
[0060]
控制带的速度对于获得共挤出的成型元件条带100的期望几何形状至关重要。为了避免金属带80和辊50之间打滑,在辊的外表面上布置涂覆有粘合剂材料(例如橡胶)的区域是有利的。
[0061]
可以设置用于带80的冷却装置90。该冷却装置90可以以已知的方式包括位于带80的上方和/或下方的用于冷却流体的雾化喷嘴。
[0062]
共挤出的成型元件条带100在第二辊85的高度处离开带80,并由传送带200朝向轮胎制造设施的另一位置排出。
[0063]
在示出本发明的设备的附图中,设备1的所有挤出机10、20、30、40都是采用阿基米德螺杆的挤出机。在本发明的另一变体中,设备1的至少一个挤出机是容积式挤出机,例如容积式、反向旋转、双螺杆挤出机类型,其具有紧密啮合的具有匹配外形的螺杆螺纹,该类型在申请人名下的专利申请wo2017/109419中有所描述。此外,可以使用其他类型的容积式挤出机,例如齿轮泵或活塞泵类型。
[0064]
在不脱离本发明权利要求的范围的情况下,可以设想本发明的其他变体和实施方案。因此,可以考虑实施方案的组合,例如,在第二实施方案和第三实施方案中可以使用第一实施方案的辊50。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1