一种中空玻璃暖边隔条注塑生产线的制作方法
[0001]
本发明属于中空玻璃隔条生产技术领域,尤其是涉及一种中空玻璃暖边隔条注塑生产线。
背景技术:
[0002]
普通单层玻璃应用在建筑中起到了采光、通风和扩大视野的作用,但是其保温性能较差;双层玻璃的出现有效地解决了单层玻璃保温性能方面的问题,但是双层玻璃容易吸收空气中的水蒸气等而结露,影响视野。中空玻璃是由两块玻璃通过铝隔条用密封胶密封制成的,既弥补了单层玻璃隔热差、散热快的缺点,还能将双层玻璃的保温隔热的优势合理利用,具有良好的保温隔热的性能。
[0003]
中空玻璃内的隔条主要用来控制内外两片玻璃的间距,并控制外部的水蒸气在这一部分被完全隔绝,保证中空玻璃具有合理的空间厚度和使用寿命。从热传导率的角度出发,可将中空玻璃使用的隔条分为冷边和暖边两大类,冷边是指传统的金属铝框,暖边指隔条的材料或构造不同于传统铝隔条的隔条,旨在改善中空玻璃边缘热传导性的间隔条,通过采用少量的金属或完全的非金属材料,或改变传统铝条的结构来实现窗户的节能效果。我国目前使用的隔条大部分都属于冷边中的铝隔条,易导致边缘处结露或上霜,降低整窗的节能效果,随着人们节能意识的不断提高,暖边隔条在我国中空玻璃市场所占的份额会逐渐上升。
[0004]
暖边隔条为一种复合材料制品,针对复合材料制品的加工,共挤出工艺是最简单易行的一种方法,因此可将共挤出工艺应用至暖边隔条的加工中。根据共挤材料成型状态的不同,共挤出工艺可分为前共挤与后共挤,前共挤是指两种材料在共挤前均未成型,在挤出的过程中,两种材料同时实现复合成型;后共挤是指在共挤前有一种材料已经完全成型之后,再通过共挤与另一种材料实现复合成型,根据挤出材料材质的不同,共挤出工艺又可以分为有机共挤与无机共挤。目前我国在暖边隔条注塑生产领域研究较少,市场急需新型的注塑生产线来提高暖边隔条的加工效率。
技术实现要素:
[0005]
本发明要解决的问题是提供一种实现完全金属材料骨架与塑胶材料的复合成型,提高生产效率,降低生产成本,传动同步性好,防堵可调的中空玻璃暖边隔条注塑生产线。
[0006]
为解决上述技术问题,本发明采用的技术方案是:一种中空玻璃暖边隔条注塑生产线,包括隔条复合挤出头、加热棒和隔条芯模,所述隔条复合挤出头包括相连的隔条复合挤出头机体和隔条复合挤出头机盖,所述隔条复合挤出头机体安装在塑料挤出机上,该隔条复合挤出头机体的进料口与塑料挤出机的塑料挤出机出口相连通,所述隔条芯模安装在隔条复合挤出头机体上,隔条芯模左侧表面为流线型表面,其与隔条复合挤出头机体中另一流线型表面构成流道;所述加热棒安装在隔条复合挤出头中流道的周围,所述隔条复合挤出头内还设置有隔条输送机构和隔条压窝机构。
[0007]
所述隔条复合挤出头的成品输出端设置有冷却系统,用于冷却隔条的成品,使塑料凝固。
[0008]
所述隔条复合挤出头远离冷却系统一侧设置有隔条骨架成型机,所述隔条骨架成型机包括用于传递动力的同步带轮组。
[0009]
所述冷却系统的输出端设置有隔条成品输送机,所述隔条成品输送机包括用于传递动力的成品输送同步带轮。
[0010]
所述隔条输送机构包括输送轴,所述输送轴安装在隔条复合挤出头中,摩擦轮和同步带轮均安装在输送轴上。
[0011]
所述隔条压窝机构包括压窝轴,所述压窝轴安装在轴承吊架上,所述轴承吊架安装在隔条复合挤出头中。
[0012]
所述输送轴包括第一输送轴、第二输送轴和第三输送轴,所述摩擦轮包括第一摩擦轮、第二摩擦轮和第三摩擦轮,所述同步带轮包括第一同步带轮、第二同步带轮、第三同步带轮和第四同步带轮,所述第三输送轴通过第三深沟球轴承安装在隔条复合挤出头中,所述第三摩擦轮、第二同步带轮、第三同步带轮均通过键连接安装在第三输送轴上;所述第一输送轴通过第一深沟球轴承安装在隔条复合挤出头中,所述第二摩擦轮、第一同步带轮、第四同步带轮、第一齿轮均通过键连接安装在第一输送轴上;所述第二输送轴通过第二深沟球轴承安装在隔条复合挤出头中,所述第一摩擦轮、第二齿轮均通过键连接安装在第二输送轴上。
[0013]
所述压窝轴通过第四深沟球轴承安装在轴承吊架上,所述轴承吊架通过螺栓安装在隔条复合挤出头上。
[0014]
所述冷却系统包括小冷却池,冷却水通过进水管注入小冷却池中,所述小冷却池两侧对称设置有隔条进料孔和隔条出料孔,所述隔条进料孔和隔条出料孔之间装有隔条支撑板,所述小冷却池侧面设置有小冷却池排水管,所述小冷却池排水管输出端与大冷却池相连通,所述大冷却池套设于小冷却池的外侧,该大冷却池的底端装有大冷却池排水管。
[0015]
与现有技术相比,本发明专利的有益效果是:
[0016]
1)本发明提出了一种中空玻璃暖边隔条注塑生产线,实现了完全金属材料骨架与塑胶材料的复合成型,为中空玻璃隔条的生产提供了新的方法,同时通过将本发明与前端隔条骨架成型机及后端隔条成品输送机的配合使用,可构建中空玻璃隔条自动化生产线,提高中空玻璃隔条的生产效率,降低生产成本。
[0017]
2)本发明中的隔条输送机构均使用同一电机作为动力源,隔条输送机构各输送轴之间通过齿轮、带轮或链轮进行传动,既降低了注塑机的生产成本,也保证了隔条输送机构各输送轴之间的同步性。
[0018]
3)本发明中所使用的隔条芯模左侧表面为流线型,与隔条复合挤出头机体中另一流线型表面组成流道,相比于传统的直角型表面,流线型设计更有利于熔化的塑料在隔条复合挤出头中的流动。
[0019]
4)本发明中塑料流道周围安装有不同型号的加热棒,在工作过程中加热棒持续工作,防止熔化的塑料在流道内凝固,堵塞流道,影响正常工作。
[0020]
5)本发明专利中的隔条压窝机构的压窝深度可调,针对不同的加工需求,可通过螺栓调节轴承吊架的高度来进行调整压窝的深度。
[0021]
6)本发明中的冷却系统采用双冷却池嵌套设计,外部的大冷却池高度较低,内部的小冷却池高度较高,小冷却池的左右两侧面留有一定尺寸的长方形孔,即隔条进料孔和隔条出料孔,便于隔条进入冷却池,进水管安装在小冷却池的上方,为防止小冷却池中的水溢出,在小冷却池侧面一定高度装有小冷却池排水管,当水深超过小冷却池排水管的安装高度,小冷却池中的水会通过小冷却池排水管流入大冷却池,同时在对隔条进行冷却的过程中,小冷却池上隔条的出入口也会有水流至大冷却池,在大冷却池的底端装有大冷却池排水管,将冷却池中的水排出。
附图说明
[0022]
下面通过参考附图并结合实例具体地描述本发明,本发明的优点和实现方式将会更加明显,其中附图所示内容仅用于对本发明的解释说明,而不构成对本发明的任何意义上的限制,在附图中:
[0023]
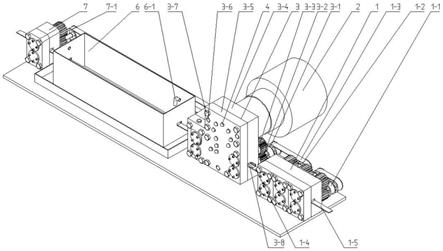
图1是本发明整体结构轴测示意图
[0024]
图2是本发明整体结构俯视图
[0025]
图3是本发明图2中a-a方向的剖视图
[0026]
图4是本发明图2中b-b方向的剖视图
[0027]
图5是本发明图3中c-c方向的剖视图
[0028]
图6是本发明图3中d-d方向的剖视图
[0029]
图7是本发明图3中e-e方向的剖视图
[0030]
图8是本发明隔条芯模的主视图
[0031]
图9是本发明图8中f-f方向的剖视图
[0032]
图10是本发明隔条复合挤出头轴测示意图
[0033]
图中:
[0034]
1、隔条骨架成型机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、塑料挤出机
[0035]
3、隔条复合挤出头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4、加热棒
[0036]
5、隔条芯模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、冷却系统
[0037]
7、隔条成品输送机
[0038]
1-1、成型机同步带轮
ⅰꢀꢀꢀꢀꢀꢀꢀꢀ
1-2、成型机同步带轮ⅱ[0039]
1-3、成型机同步带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-4、隔条骨架输送带
[0040]
1-5、隔条骨架原料输送带
ꢀꢀꢀꢀꢀꢀ
3-1、第一同步带轮
[0041]
3-2、第一齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-3、第二齿轮
[0042]
3-4、隔条复合挤出头机体
ꢀꢀꢀꢀꢀꢀ
3-5、隔条复合挤出头机盖
[0043]
3-6、圆柱销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-7、第一螺栓
[0044]
3-8、隔条骨架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-9、挤出头第一同步带
[0045]
3-10、输送轴
ⅰꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-11、第二同步带轮
[0046]
3-12、第三同步带轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-13、挤出头第二同步带
[0047]
3-14、第一输送轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-15、压窝轴
[0048]
3-16、输送轴
ⅱꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-17、第二输送轴
[0049]
3-18、聚丙烯塑料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-19、第四同步带轮
[0050]
3-20、第二深沟球轴承
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-21、第一摩擦轮
[0051]
3-22、第一深沟球轴承
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-23、第二摩擦轮
[0052]
3-24、第二螺栓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-25、压窝轮
[0053]
3-26、第三摩擦轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-27、第三输送轴
[0054]
3-28、第四深沟球轴承
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-29、轴承吊架
[0055]
3-30、流线型表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-31、第三深沟球轴承
[0056]
5-1、内六角圆柱头螺钉
ꢀꢀꢀꢀꢀꢀꢀꢀ
5-2、隔条芯模左侧表面
[0057]
5-3、隔条芯棒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-1、进水管
[0058]
6-2、小冷却池
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-3、隔条支撑板
[0059]
6-4、小冷却池排水管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-5、大冷却池
[0060]
6-6、大冷却池排水管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7-1、成品输送同步带轮
具体实施方式
[0061]
如图1至图10所示,本发明一种中空玻璃暖边隔条注塑生产线,包括隔条复合挤出头3、加热棒4和隔条芯模5,隔条复合挤出头3是本发明的主体部分,隔条复合挤出头3包括隔条复合挤出头机体3-4和隔条复合挤出头机盖3-5,所述隔条复合挤出头机体3-4安装在塑料挤出机2上,该隔条复合挤出头机体3-4的进料口与塑料挤出机2的塑料挤出机出口相连通,使得熔化的聚丙烯塑料3-18可以被塑料挤出机2中的螺杆挤入隔条复合挤出头机体3-4的流道,为本发明提供聚丙烯塑料3-18,隔条复合挤出头机盖3-5通过圆柱销3-6和第一螺栓3-7安装在隔条复合挤出头机体3-4上;
[0062]
隔条芯模5通过内六角圆柱头螺钉5-1安装在隔条复合挤出头机体3-4上,隔条芯模左侧表面5-2为流线型表面,其与隔条复合挤出头机体3-4中另一流线型表面3-30构成流道,用于聚丙烯塑料3-18的流动;加热棒4安装在隔条复合挤出头3中流道的周围,防止聚丙烯塑料3-18在流道内凝固;
[0063]
隔条复合挤出头3内还设置有隔条输送机构和隔条压窝机构,隔条输送机构包括输送轴,输送轴包括第一输送轴3-14、第二输送轴3-17和第三输送轴3-27,摩擦轮包括第一摩擦轮3-21、第二摩擦轮3-23和第三摩擦轮3-26,同步带轮包括第一同步带轮3-1、第二同步带轮3-11、第三同步带轮3-12和第四同步带轮3-19,第三输送轴3-27通过第三深沟球轴承3-31安装在隔条复合挤出头3中,第三摩擦轮3-26、第二同步带轮3-11、第三同步带轮3-12均通过键连接安装在第三输送轴3-27上;第一输送轴3-14通过第一深沟球轴承3-22安装在隔条复合挤出头3中,第二摩擦轮3-23、第一同步带轮3-1、第四同步带轮3-19、第一齿轮3-2均通过键连接安装在第一输送轴3-14上;第二输送轴3-17通过第二深沟球轴承3-20安装在隔条复合挤出头3中,第一摩擦轮3-21、第二齿轮3-3均通过键连接安装在第二输送轴3-17上;
[0064]
隔条压窝机构包括压窝轴3-15,压窝轴3-15通过第四深沟球轴承3-28安装在轴承吊架3-29上,轴承吊架3-29通过第二螺栓3-24安装在隔条复合挤出头3上;
[0065]
隔条复合挤出头3的成品输出端设置有冷却系统6,用于冷却隔条的成品,使聚丙烯塑料3-18凝固,冷却系统包括小冷却池6-2,冷却水通过进水管6-1注入小冷却池6-2中,小冷却池6-2两侧对称设置有隔条进料孔和隔条出料孔,隔条进料孔和隔条出料孔之间装
有隔条支撑板6-3,小冷却池6-2侧面设置有小冷却池排水管6-4,小冷却池排水管6-4输出端与大冷却池6-5相连通,大冷却池6-5套设于小冷却池6-2的外侧,该大冷却池6-5的底端装有大冷却池排水管6-6;
[0066]
隔条复合挤出头4远离冷却系统6一侧设置有隔条骨架成型机1,隔条骨架成型机1包括用于传递动力的同步带轮组。
[0067]
本发明专利的工作流程是:
[0068]
本发明的动力传送路线如下所述,动力源通过同步带将动力传送至同步带轮1-1上,即将动力传送至隔条骨架成型机1中,通过隔条骨架成型机1的内部传动机构将成型机同步带轮ⅰ1-1上的运动传送至成型机同步带轮ⅱ1-2上,然后通过成型机同步带1-3将动力传送至第一同步带轮3-1上,此时动力已传送至隔条复合挤出头3中,第一同步带轮3-1转动时带动第二输送轴3-17及安装在第二输送轴3-17上的第四同步带轮3-19、第一齿轮3-2的转动,第一齿轮3-2与第二齿轮3-3配合,因此第一齿轮3-2转动时会带动第二齿轮3-3转动,从而带动第一输送轴3-14的转动,第四同步带轮3-19转动时,通过挤出头第一同步带3-9带动第三同步带轮3-12转动,第三同步带轮3-12转动时带动第三输送轴3-27及安装在第三输送轴3-27上的第二同步带轮3-11的转动,第二同步带轮3-11转动时通过挤出头第二同步带3-13带动隔条成品输送机7中的成品输送同步带轮7-1的转动,此时,动力已传送至隔条成品输送机7中,完成了中空玻璃隔条生产线的动力传动。在传动过程中,所有轴的动力来自于同一动力源,因此所有轴的转动可以保持较好的同步性。
[0069]
实施例中,隔条输送机构包括第一输送轴3-14、第二输送轴3-17和第三输送轴3-27,安装在第二输送轴3-17上的第一摩擦轮3-21与隔条骨架3-8的下表面相切,安装在第一输送轴3-14上的第二摩擦轮3-23与隔条骨架3-8的上表面相切,在第一输送轴3-14与第二输送轴3-17转动时,通过输送轴与隔条骨架3-8表面的摩擦力做功实现对隔条骨架的输送;第三输送轴3-27与完成注塑后的隔条下表面相切,同样利用摩擦力做功实现对隔条的输送。
[0070]
实施例中,隔条压窝机构包括压窝轴3-15、压窝轮3-25、轴承吊架3-29和第二螺栓3-24,压窝轮3-25与隔条骨架3-8中聚丙烯塑料3-18的上表面相切,在隔条骨架3-8运动时,通过摩擦力带动压窝轴3-15的转动,隔条骨架3-8的直线运动与压窝轮3-25的圆周运动配合完成对聚丙烯塑料3-18上表面的压窝工作。针对不同的加工需求,可通过调节第二螺栓3-24拧入轴承吊架3-29的深度来调节压窝轴3-15中心线的高度,从而实现对压窝深度的调节。
[0071]
生产过程中,铝板通过隔条骨架原料输送带1-5输送至隔条骨架成型机1中,隔条骨架成型机1完成对隔条骨架3-8的加工,并将加工好的隔条骨架3-8经过隔条输送机构输送至隔条复合挤出头3中,熔化后的聚丙烯塑料经过隔条复合挤出头3中的流道流至隔条芯棒5-3与隔条骨架3-8之间的间隙中,通过调整聚丙烯塑料流入间隙的速度,可以使聚丙烯塑料的流速与隔条骨架的前进速度相匹配,即在隔条骨架3-8不断移动的过程中完成对隔条骨架3-8的注塑工作,为了防止聚丙烯塑料在流道内凝固,加热棒4在注塑时持续工作,以保证聚丙烯塑料在流道内具有良好的流动性。在完成对隔条骨架3-8的注塑工作后且聚丙烯塑料未凝固时,通过隔条压窝机构完成对聚丙烯塑料3-18上表面的压窝工作,完成上述工作后,隔条被输送至冷却系统6中,在冷却系统6中完成对隔条的冷却,使聚丙烯塑料凝
固,冷却过程中,冷却用水从进水管6-1注入小冷却池6-2中,小冷却池6-2的左右两侧面留有一定尺寸的长方形孔,即隔条进料孔和隔条出料孔,便于隔条进入小冷却池6-2,在两个长方形孔之间装有隔条支撑板6-3,对冷却池中的隔条起到支撑的作用,在小冷却池6-2侧面一定高度装有小冷却池排水管6-4,当水深超过小冷却池排水管6-4的安装高度时,小冷却池6-2中的水会通过小冷却池排水管6-4流入大冷却池6-5,同时在对隔条进行冷却的过程中,小冷却池6-2左右两侧面上隔条的出入口也会有水流至大冷却池6-5,在大冷却池6-5的底端装有大冷却池排水管6-6,将大冷却池6-5中的水排出冷却系统6。至此,隔条的注塑工作全部完成,通过隔条输送机构将加工好的隔条输送至隔条成品输送机7中,完成成品的裁剪等后续加工工作。
[0072]
以上对本发明的实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明范围所作的均等变化与改进等,均应仍归属于本专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1