纤维增强复合材料拉杆的生产设备及加工方法与流程
[0001]
本发明涉及纤维增强复合材料拉杆的生产加工技术领域,尤其是涉及一种纤维增强复合材料拉杆的生产设备及加工方法。
背景技术:
[0002]
纤维增强复合材料具有轻质、高强、不锈蚀、耐腐蚀、耐疲劳、热膨胀系数低、减震性能好等优异性能,纤维增强复合材料是一种各项异性材料,其纤维方向强度高,将其制成受拉构件,可以充分发挥其材料优势。大型体育场馆、机场、桥梁、隧道以及机械提升设备中大量使用了钢拉杆,由于钢的材料特性,钢拉杆在使用过程中会面临钢的腐蚀和疲劳问题,纤维增强复合材料拉杆是钢拉杆的理想替代产品。
[0003]
纤维增强复合材料由于横向强度较弱,其锚固连接是目前限制纤维增强复合材料广泛应用于受拉构件的一个重要难题,虽然已有大量学者对纤维增强复合材料的锚固连接进行大量研究,也开发出了一些可靠的锚具,但是大部分锚具都比较复杂,且不能批量化生产。
技术实现要素:
[0004]
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出一种纤维增强复合材料拉杆的生产设备,可以快速高效批量生产出纤维增强复合材料拉杆,加工出的纤维增强复合材料拉杆受力性能好,承载能力强,结构简单。
[0005]
根据本发明一方面实施例的纤维增强复合材料拉杆的生产设备,其特征在于,包括:
[0006]
基础框架;
[0007]
紧固装置,所述紧固装置有两个,两个所述紧固装置在左右方向上相对间隔开地设置在所述基础框架上;
[0008]
牵引装置,所述牵引装置可左右移动地设置在所述基础框架上,用于牵引浸胶后的纤维增强复合材料丝环向缠绕在两个所述紧固装置上,所述紧固装置用于对环向缠绕的纤维增强复合材料施加张紧力;所述紧固装置还用于带动环向缠绕好的纤维增强复合材料旋转,所述牵引装置还用于牵引浸胶后的纤维增强复合材料丝在左右方向上移动,以使浸胶后的纤维增强复合材料丝以螺旋缠绕的方式紧紧包裹环向缠绕好的纤维增强复合材料在两个所述紧固装置之间的部分,从而形成纤维增强复合材料拉杆半成品;
[0009]
加热装置,所述加热装置设置在所述基础框架上,用于对所述纤维增强复合材料拉杆半成品加热固化成型,以获得所述纤维增强复合材料拉杆。
[0010]
根据本发明一方面实施例的纤维增强复合材料拉杆的生产设备,可以实现纤维增强复合材料拉杆的自动生产,同时保证纤维增强复合材料拉杆具有合适的张紧力,生产的纤维增强复合材料拉杆受力合理,承载能力强;且纤维增强复合材料丝的缠绕过程均由牵引装置自动操作完成,加工速度快、加工效率高,可以批量生产。
[0011]
根据本发明一方面的一些实施例,两个所述紧固装置均包括液压缸、固定板、转动电机和绕轴,其中,两个所述紧固装置的所述液压缸分别固定在所述基础框架的左侧和右侧上,两个所述紧固装置的所述固定板分别固定在对应的所述液压缸的伸臂端部,两个所述紧固装置的所述转动电机分别固定在对应的所述固定板上,两个所述紧固装置的所述转动电机的转轴在左右方向上同轴设置,两个所述紧固装置的所述绕轴与对应的所述转动电机的所述转轴垂直相连且同朝向设置。
[0012]
根据本发明一方面进一步的实施例,两个所述紧固装置还均包括直角板,两个所述紧固装置的所述绕轴分别通过各自的所述直角板固定在对应的所述转动电机的所述转轴上。
[0013]
根据本发明一方面的一些实施例,所述牵引装置包括第一移动台、线轴、张紧力控制器、基质树脂盒和机械臂,其中,所述第一移动台可左右移动地设置在所述基础框架的上侧,所述线轴、所述张紧力控制器、所述基质树脂和所述机械臂均安装在所述第一移动台上,所述线轴用于缠绕纤维增强复合材料丝,所述张紧力控制器用于对纤维增强复合材料丝提供张紧力,所述基质树脂盒用于对纤维增强复合材料丝浸胶,所述机械臂用于牵引浸胶后的纤维增强复合材料丝。
[0014]
根据本发明一方面的一些实施例,所述加热装置包括加热管,所述加热管安装在所述基础框架上。
[0015]
根据本发明一方面进一步的实施例,所述加热装置还包括第二移动台,所第二移动台可左右移动地设置在所述基础框架的下侧,所述加热管安装在所述第二移动台上。
[0016]
根据本发明一方面的一些实施例,所述基础框架包括左侧板、右侧板和四个支撑杆,其中,所述左侧板和所述右侧板在左右方向上相对间隔开地设置,四个所述支撑杆中的两个所述支撑杆沿左右方向延伸且在前后方向上间隔开地平行设置在所述左侧板和所述右侧板的上端,四个所述支撑杆中的另两个所述支撑杆沿左右方向延伸且在前后方向上间隔开地平行设置在所述左侧板及所述右侧板的下端;两个所述紧固装置分别安装在所述左侧板和所述右侧板上;所述牵引装置安装在四个所述支撑杆的两个所述支撑杆上;所述加热装置安装在四个所述支撑杆的另两个所述支撑杆上。
[0017]
根据本发明一方面进一步的实施例,所述左侧板和所述右侧板之间的间距可调,从而相应地实现两个所述紧固装置之间的间距可调。
[0018]
本发明另一方面还提出了一种纤维增强复合材料拉杆的加工方法。
[0019]
根据本发明另一方面实施例的纤维增强复合材料拉杆的加工方法,采用根据本发明一方面任意一个实施例的所述的纤维增强复合材料拉杆的生产设备来生产所述纤维增强复合材料拉杆,包括如下步骤:
[0020]
s1:利用所述牵引装置牵引浸胶后的纤维增强复合材料丝环向缠绕在两个所述紧固装置上,同时,利用所述紧固装置对环向缠绕的纤维增强复合材料施加张紧力;
[0021]
s2:利用所述紧固装置带动环向缠绕好的纤维增强复合材料旋转,同时利用所述牵引装置牵引浸胶后的纤维增强复合材料丝在左右方向上移动,以使浸胶后的纤维增强复合材料丝以螺旋缠绕的方式紧紧包裹环向缠绕好的纤维增强复合材料在两个所述紧固装置之间的部分,从而形成纤维增强复合材料拉杆半成品;
[0022]
s3:利用所述加热装置对所述纤维增强复合材料拉杆半成品加热固化成型,以获
得所述纤维增强复合材料拉杆。
[0023]
根据本发明另一方面实施例的纤维增强复合材料拉杆的加工方法,可以加工出纤维增强复合材料拉杆,同时保证纤维增强复合材料拉杆具有合适的张紧力,生产的纤维增强复合材料拉杆受力合理,承载能力强;且纤维增强复合材料丝的缠绕过程均由牵引装置自动操作完成,加工速度快、加工效率高,可以批量生产。
[0024]
根据本发明另一方面的一些实施例,在所述步骤s1之前,还包括如下步骤:
[0025]
根据待加工的所述纤维增强复合材料拉杆的尺寸,调节两个所述紧固装置之间的间距,或/和更换所述紧固装置的绕轴。
[0026]
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
[0027]
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
[0028]
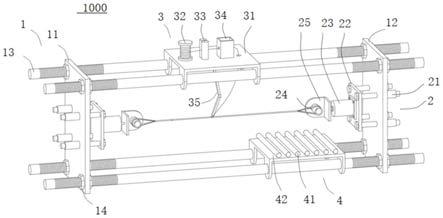
图1为本发明一方面实施例的纤维增强复合材料拉杆的生产设备的立体图。
[0029]
图2为本发明一方面实施例的纤维增强复合材料拉杆的生产设备的正视图。
[0030]
图3为本发明另一方面实施例的纤维增强复合材料拉杆的加工方法的一个状态示意图。
[0031]
图4为本发明另一方面实施例的纤维增强复合材料拉杆的加工方法的另一个状态示意图。
[0032]
图5为本发明另一方面实施例的纤维增强复合材料拉杆的加工方法的再一个状态示意图。
[0033]
图6为本发明另一方面实施例的纤维增强复合材料拉杆的加工方法的又一个状态示意图。
[0034]
图7为本发明另一方面实施例的纤维增强复合材料拉杆的加工方法的最后一个状态示意图。
[0035]
附图标记:
[0036]
生产设备1000
[0037]
基础框架1
[0038]
左侧板11 右侧板12 支撑杆13 紧固螺栓14
[0039]
紧固装置2
[0040]
液压缸21 固定板22 转动电机23 绕轴24 直角板25
[0041]
牵引装置3
[0042]
第一移动台31 线轴32 张紧力控制器33 基质树脂盒34 机械臂35
[0043]
加热装置4
[0044]
加热管41 第二移动台42
具体实施方式
[0045]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终
相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
[0046]
下面来描述本发明实施例的纤维增强复合材料栏杆的生产设备及加工方法。
[0047]
本发明一方面提出了一种纤维增强复合材料栏杆的生产设备1000。
[0048]
如图1至图2所示,还可以参考图3至图6,根据本发明一方面实施例的纤维增强复合材料拉杆的生产设备1000,包括基础框架1、紧固装置2、牵引装置3和加热装置4。其中,紧固装置2有两个,两个紧固装置2在左右方向上相对间隔开地设置在基础框架1上;牵引装置3可左右移动地设置在基础框架1上,用于牵引浸胶后的纤维增强复合材料丝环向缠绕在两个紧固装置2上,紧固装置2用于对环向缠绕的纤维增强复合材料施加张紧力;紧固装置2还用于带动环向缠绕好的纤维增强复合材料旋转,牵引装置3还用于牵引浸胶后的纤维增强复合材料丝在左右方向上移动,以使浸胶后的纤维增强复合材料丝以螺旋缠绕的方式紧紧包裹环向缠绕好的纤维增强复合材料在两个紧固装置2之间的部分,从而形成纤维增强复合材料拉杆半成品;加热装置4设置在基础框架1上,用于对纤维增强复合材料拉杆半成品加热固化成型,以获得纤维增强复合材料拉杆。
[0049]
具地的,基础框架1主要为紧固装置2、牵引装置3和加热装置4提供安装支撑。
[0050]
两个紧固装置2在左右方向上相对间隔开地设置在基础框架1上,主要用于支撑环向缠绕的纤维增强复合材料,同时对环向缠绕的纤维增强复合材料施加张紧力,使得环向缠绕的纤维增强复合材料处于绷紧状态。两个紧固装置2可以在浸胶后的纤维增强复合材料丝以螺旋缠绕的方式紧紧包裹环向缠绕好的纤维增强复合材料的过程中驱动环向缠绕好的纤维增强复合材料旋转,还可以在纤维增强复合材料拉杆半成品加热固化成型的过程中驱动纤维增强复合材料拉杆半成品旋转,有利于纤维增强复合材料拉杆固化均匀。
[0051]
牵引装置3可左右移动地设置在基础框架1上,牵引装置3可以左右来回移动地牵引浸胶后的纤维增强复合材料丝环向缠绕在两个紧固装置2上,紧固装置2用于对环向缠绕的纤维增强复合材料施加张紧力。需要说明的是,牵引装置3在牵引浸胶后的纤维增强复合材料丝进行环向缠绕的过程中,紧固装置2是固定不动的,仅对支撑在两个紧固装置2上的环向缠绕的纤维增强复合材料施加张紧力。
[0052]
紧固装置2提供动力使得环向缠绕好的纤维增强复合材料自身旋转,同时牵引装置3牵引浸胶后的纤维增强复合材料丝在左右方向上移动,这样浸胶后的纤维增强复合材料丝可以以螺旋缠绕的方式紧紧包裹第一环向缠绕增强复合材料在两个紧固装置2之间的部分,从而形成纤维增强复合材料拉杆半成品。
[0053]
加热装置4设置在基础框架1上,可以方便地对纤维增强复合材料拉杆半成品加热固化成型,以获得纤维增强复合材料拉杆。
[0054]
根据本发明一方面实施例的纤维增强复合材料拉杆的生产设备1000,可以实现纤维增强复合材料拉杆的自动生产,同时保证纤维增强复合材料拉杆具有合适的张紧力,生产的纤维增强复合材料拉杆受力合理,承载能力强;且纤维增强复合材料丝的缠绕过程均由牵引装置3自动操作完成,加工速度快、加工效率高,可以批量生产。
[0055]
根据本发明一方面的一些实施例中,两个紧固装置2均包括液压缸21、固定板22、转动电机23和绕轴24,其中,两个紧固装置2的液压缸21分别固定在基础框架1的左侧和右侧上,两个紧固装置2的固定板22分别固定在对应的液压缸21的伸臂端部,两个紧固装置2
的转动电机23分别固定在对应的固定板22上,两个紧固装置2的转动电机23的转轴在左右方向上同轴设置,两个紧固装置2的绕轴24与对应的转动电机23的转轴垂直相连且同朝向设置。可以理解的是,在每个紧固装置2中,液压缸21的数量可以根据实际需要进行选择,例如液压缸21的数量为一个、二个、三个或四个,液压缸21的作用主要是为环向缠绕的纤维增强复合材料施加张紧力,使得环向缠绕的纤维增强复合材料处于绷紧状态;固定板22安装在液压缸21的伸臂端部,主要为转动电机23提供安装支撑;转动电机23主要提供驱动力,驱动绕轴24绕转动电机23的转轴旋转,从而使得支撑在绕轴24上的环向缠绕的纤维增强复合材料旋转,这样后续浸胶的纤维增强复合材料丝在牵引装置3在左右方向上移动时可以以螺旋缠绕的方式紧紧包裹在环向缠绕好的纤维增强复合材料上;绕轴24主要为环向缠绕好的纤维增强复合材料提供支撑,绕轴24可以为圆钢管,绕轴24可以根据待加工的纤维增强复合材料拉杆的尺寸更换相应直径规格的绕轴24。
[0056]
根据本发明一方面进一步的实施例,两个紧固装置2还均包括直角板25,两个紧固装置2的绕轴24分别通过各自的直角板25固定在对应的转动电机23的转轴上。由此,安装可靠方便。
[0057]
根据本发明一方面的一些实施例,牵引装置3包括第一移动台31、线轴32、张紧力控制器33、基质树脂盒34和机械臂35,其中,第一移动台31可左右移动地设置在基础框架1的上侧,线轴32、张紧力控制器33、基质树脂和机械臂35均安装在第一移动台31上,线轴32用于缠绕纤维增强复合材料丝,张紧力控制器33用于对纤维增强复合材料丝提供张紧力,使得纤维增强复合材料丝处于拉紧状态,基质树脂盒34用于对纤维增强复合材料丝浸胶,机械臂35用于牵引浸胶后的纤维增强复合材料丝。
[0058]
需要说明的是,第一移动台31包含运动和控制机构,可在加工过程中在基础框架1上左右移动。基质树脂盒34中装有树脂,纤维增强复合材料丝穿过基质树脂盒34的过程会浸入树脂。线轴32可更换,线轴32上缠绕纤维增强复合材料丝,纤维增强复合材料丝的纤维种类可为碳纤维、玻璃纤维、玄武岩纤维或混杂纤维,纤维的种类和直径根据待加工的纤维增强复合材料拉杆的需求确定。
[0059]
根据本发明一方面的一些实施例,加热装置4包括加热管41,加热管41安装在基础框架1上。这样,可以方便地对纤维增强复合材料拉杆半成品加热固化成型,以获得纤维增强复合材料拉杆。需要说明的是,加热管41包含温控系统,可根据生产需要控制发热功率。
[0060]
根据本发明一方面进一步的实施例,加热装置4还包括第二移动台42,所第二移动台42可左右移动地设置在基础框架1的下侧,加热管41安装在第二移动台42上。这样,在对纤维增强复合材料拉杆半成品固化成型时,可以通过紧固装置2驱动纤维增强复合材料拉杆半成品旋转,同时,通过第二移动台42来回左右移动,可以纤维增强复合材料拉杆半成品固化均匀,固化效率高。
[0061]
根据本发明一方面的一些实施例,基础框架1包括左侧板11、右侧板12和四个支撑杆13,其中,左侧板11和右侧板12在左右方向上相对间隔开地设置,四个支撑杆13中的两个支撑杆13沿左右方向延伸且在前后方向上间隔开地平行设置在左侧板11和右侧板12的上端,四个支撑杆13中的另两个支撑杆13沿左右方向延伸且在前后方向上间隔开地平行设置在左侧板11及右侧板12的下端;两个紧固装置2分别安装在左侧板11和右侧板12上;牵引装置3安装在四个支撑杆13的两个支撑杆13上;加热装置4安装在四个支撑杆13的另两个支撑
杆13上。由此,基础框架1结构简单,紧固装置2、牵引装置3及加热装置4布局合理。
[0062]
根据本发明一方面进一步的实施例,左侧板11和右侧板12之间的间距可调,从而相应地实现两个紧固装置之间的间距可调。具体地,可以通过在四个支撑杆13的两端杆体上设置螺纹,四个支撑杆13的两端通过紧固螺栓14分别与左侧板11和右侧板12固定,这样可以根据待加工的纤维增强复合材料拉杆的尺寸适当调整左侧板11和右侧板12之间的间距。
[0063]
本发明另一方面还提出了一种纤维增强复合材料拉杆的加工方法。
[0064]
如图4至图7所示,根据本发明另一方面实施例的纤维增强复合材料拉杆的加工方法,采用根据本发明一方面任意一个实施例的纤维增强复合材料拉杆的生产设备1000来生产纤维增强复合材料拉杆,包括如下步骤:
[0065]
s1:如图4所示,利用牵引装置3牵引浸胶后的纤维增强复合材料丝环向缠绕在两个紧固装置2上,同时,利用紧固装置2对环向缠绕的纤维增强复合材料施加张紧力;
[0066]
s2:如图5所示,利用紧固装置2带动环向缠绕好的环向缠绕好的纤维增强复合材料旋转,同时利用牵引装置3牵引浸胶后的纤维增强复合材料丝在左右方向上移动,以使浸胶后的纤维增强复合材料丝以螺旋缠绕的方式紧紧包裹环向缠绕好的纤维增强复合材料在两个紧固装置2之间的部分,从而形成纤维增强复合材料拉杆半成品;
[0067]
s3:如图6所示,利用加热装置4对纤维增强复合材料拉杆半成品加热固化成型,以获得纤维增强复合材料拉杆。需要说明的是,在加热固化过程中,两个紧固装置2可以驱动纤维增强复合材料拉杆半成品旋转,同时,加热装置可以沿左右方向来回移动,从而使得纤维增强复合材料拉杆固化均匀,固化效率高。
[0068]
s4:如图7所示,待加热固化结束后,冷却纤维增强复合材料拉杆后,取出纤维增强复合材料拉杆。
[0069]
根据本发明另一方面实施例的纤维增强复合材料拉杆的加工方法,可以加工出纤维增强复合材料拉杆,同时保证纤维增强复合材料拉杆具有合适的张紧力,生产的纤维增强复合材料拉杆受力合理,承载能力强;且纤维增强复合材料丝的缠绕过程均由牵引装置3自动操作完成,加工速度快、加工效率高,可以批量生产。
[0070]
根据本发明另一方面的一些实施例,在步骤s1之前,还包括如下步骤:
[0071]
根据待加工的纤维增强复合材料拉杆的尺寸,如图3中的箭头所示,调节两个紧固装置2之间的间距,或/和更换紧固装置2的绕轴24。由此有利于加工出所需的纤维增强复合材料拉杆。
[0072]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0073]
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1