一种橡塑瓶盖和瓶口支撑环的封装装置的制作方法
[0001]
本发明涉及橡塑包装瓶设备技术领域,具体为一种橡塑瓶盖和瓶口支撑环的封装装置。
背景技术:
[0002]
目前,常用的饮料瓶的塑料瓶盖一般都由瓶盖和支撑环(也称防盗环)组成,他们之间有环状的撕裂线。在第一次将瓶盖旋转时,需把撕裂线撕开,才能打开瓶盖,从而起到保障商品安全性的作用。现有的撕裂线的制作方法大多采用环切机器进行环切,而切环机动作繁琐、结构太为复杂,生产速度慢,产品质量不稳定,其切割出来的撕裂线常有偏差、不在同一水平面;同时采用这种环切方法容易产生大量废料,造成资源浪费;此外现有技术不具备收集加工完成的瓶盖,不利于整体效率的提升。
[0003]
为此我们提出一种橡塑瓶盖和瓶口支撑环的封装装置用于解决上述问题。
技术实现要素:
[0004]
本发明的目的在于提供一种橡塑瓶盖和瓶口支撑环的封装装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种橡塑瓶盖和瓶口支撑环的封装装置,包括底座、伺服电机和转轴,所述底座中部固接伺服电机底部,所述伺服电机转动连接转轴,所述转轴顶部螺栓连接槽轮结构底部,所述槽轮结构底部为弧形板,所述弧形板中部螺栓连接转轴顶端,所述弧形板边缘固接拨杆,所述拨杆末端转动卡接槽轮,所述槽轮同心固接中轴中部,所述中轴顶部转动连接封装结构;所述封装结构底部为防落盘,所述防落盘中心转动连接中轴颈部,所述中轴顶端螺栓连接封装盘,所述封装盘四等分处开有圆槽(),所述圆槽逆时针依次转动卡接支撑环和瓶盖,所述瓶支撑环同心垫于瓶盖下方,所述支撑环和瓶盖堆叠处外侧同心安装有环形点焊机点焊部,所述环形电焊机连接杆部固接防落盘一处侧壁顶部,所述防落盘边缘底部固接斜槽。
[0006]
优选的,所述拨杆末端固接销棒,所述销棒转动卡接槽口,所述槽口开于槽轮四等分处。
[0007]
优选的,所述支撑环堆叠于支撑环筒内腔,所述支撑环筒侧壁底部固接防落盘一处侧壁顶部。
[0008]
优选的,所述瓶盖堆叠于瓶盖筒内腔,所述瓶盖筒侧壁底部固接防落盘另一处侧壁顶部。
[0009]
优选的,所述斜槽从与防落盘固接处向下倾斜,所述斜槽宽度大于支撑环和瓶盖的直径。
[0010]
优选的,所述中轴底部过盈配合轴承内圈,所述轴承底面固接底座一侧。
[0011]
与现有技术相比,本发明的有益效果是:本发明在伺服电机、槽轮结构和封装盘的
配合作用下,可以精准地将瓶盖和支撑环对接在一起,提高加工的成功率和加工质量;本发明采用环形点焊机进行热熔点焊,使得瓶盖和支撑环之间产生撕裂线,不会产生废料和资源浪费;此外本发明在封装盘、防落盘和斜槽的共同配合下,可以将加工完成的瓶盖收集起来,有利于下一道工序的利用,提高整体的生产效率。
附图说明
[0012]
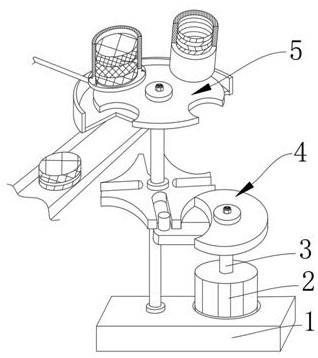
图1为本发明结构示意图;图2为本发明中底座、伺服电机、转轴和槽轮结构结构示意图;图3为本发明中封装结构结构示意图图中:1底座、2伺服电机、3转轴、4槽轮结构:40弧形板、41拨杆、410销棒、42槽轮、420槽口、43中轴、430轴承;5封装结构:50封装盘、51圆槽、52支撑环、520支撑环筒、53瓶盖、530瓶盖筒、54环形点焊机、55斜槽、56防落盘。
具体实施方式
[0013]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0014]
请参阅图1-3,本发明提供一种技术方案:一种橡塑瓶盖和瓶口支撑环的封装装置,包括底座1、伺服电机2和转轴3,底座1中部固接伺服电机2底部,伺服电机2转动连接转轴3,转轴3顶部螺栓连接槽轮结构4底部,槽轮结构4底部为弧形板40,弧形板40中部螺栓连接转轴3顶端,弧形板40边缘固接拨杆41,拨杆41末端转动卡接槽轮42,槽轮42同心固接中轴43中部,中轴43顶部转动连接封装结构5;顺时针启动伺服电机2,转轴3和弧形板40会同步转动,在拨杆41的转动卡接作用下槽轮42会逆时针转动。
[0015]
封装结构5底部为防落盘56,防落盘56中心转动连接中轴43颈部,中轴43顶端螺栓连接封装盘50,封装盘50四等分处开有圆槽(51),圆槽51逆时针依次转动卡接支撑环52和瓶盖53,瓶支撑环52同心垫于瓶盖53下方,支撑环52和瓶盖53堆叠处外侧同心安装有环形点焊机54点焊部,环形电焊机54连接杆部固接防落盘56一处侧壁顶部,防落盘56边缘底部固接斜槽55。逆时针转动的槽轮42会带动中轴43和封装盘50同步转动,当圆槽51逆时针转动时,先将支撑环52从支撑环筒520中卡接出来,并带着支撑环52逆时针转动,在槽轮结构4的作用下支撑环52会精准地同心垫于瓶盖53底部;接着启动环形点焊机54,环形点焊机54进行热熔点焊,使得瓶盖53和支撑环之52间产生撕裂线。
[0016]
拨杆41末端固接销棒410,销棒410转动卡接槽口420,槽口420开于槽轮42四等分处。有利于支撑环52与瓶盖53精准对接。
[0017]
支撑环52堆叠于支撑环筒520内腔,支撑环筒520侧壁底部固接防落盘56一处侧壁顶部。当圆槽51从支撑环筒520底部筒口带走最低下的支撑环52时,筒内的下一个支撑环52会滑到底部筒口。
[0018]
瓶盖53堆叠于瓶盖筒530内腔,瓶盖筒530侧壁底部固接防落盘56另一处侧壁顶部。当圆槽51从瓶盖筒530底部筒口带走最低下的瓶盖53时,筒内的下一个瓶盖53会滑到底
部筒口。
[0019]
斜槽55从与防落盘56固接处向下倾斜,斜槽55宽度大于支撑环52和瓶盖53的直径。加工完成的瓶盖53会被封装盘50带到防落盘56的边缘,接着会滑进斜槽55内并被收集起来,有利于下一道工序的利用,提高整体的生产效率。
[0020]
中轴43底部过盈配合轴承430内圈,轴承430底面固接底座1一侧。
[0021]
工作原理:本发明在使用时,先顺时针启动伺服电机2,转轴3和弧形板40会同步转动,在拨杆41的转动卡接作用下槽轮42会逆时针转动;逆时针转动的槽轮42会带动中轴43和封装盘50同步转动,当圆槽51逆时针转动时,先将支撑环52从支撑环筒520中卡接出来,并带着支撑环52逆时针转动,在槽轮结构4的作用下支撑环52会精准地同心垫于瓶盖53底部。其中,当圆槽51从支撑环筒520底部筒口带走最低下的支撑环52时,筒内的下一个支撑环52会滑到底部筒口;当圆槽51从瓶盖筒530底部筒口带走最低下的瓶盖53时,筒内的下一个瓶盖53会滑到底部筒口。接着启动环形点焊机54,环形点焊机54进行热熔点焊,使得瓶盖53和支撑环之52间产生撕裂线。加工完成的瓶盖53会被封装盘50带到防落盘56的边缘,接着会滑进斜槽55内并被收集起来,有利于下一道工序的利用,提高整体的生产效率。
[0022]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1