一种龙门式硫化机上下料设备夹爪装配机械手的制作方法
1.本实用新型涉及一种龙门式硫化机上下料设备夹爪装配机械手。
背景技术:
2.模压法在橡胶工业中也是一种极重要的成型方法,把胶料剪裁或冲切成简单形状,装入模具内,在成型为复杂形状的同时进行硫化,制成品趁热脱模。许多橡胶模型制品如密封件、减震制品(如胶圈、胶板)等都用此法生产。
3.而现阶段成型+硫化的过程大多是人工放胶料和取件,工作效率较低,企业管理成本较高,并且在此过程中产生主要成分为含硫化合物、烃类等的废气,也对人体有一定的伤害。
技术实现要素:
4.针对上述现有技术中存在的问题,本实用新型提供一种龙门式硫化机上下料设备夹爪装配机械手。
5.一个或多个实施例提供了如下技术方案:
6.一种龙门式硫化机上下料设备夹爪装配机械手,包括振动盘,振动盘圆周切向方向具有原料出口,原料出口上方布置并列设置的至少两组吸盘,振动盘一侧朝向原料出口的方向依次布置移动定位板和摆盘,移动定位板位于摆盘靠近振动盘的一侧。
7.振动盘的上方布置连接了多组吸盘的吸盘安装板,吸盘安装板远离原料出口的一端具有电机和直线轴承,靠近原料出口的一端具有气缸。
8.电机通过直线轴承带动吸盘安装板和多组吸盘沿远离原料出口和靠近原料出口的方向做往复直线运动。
9.吸盘具有至少两组,气缸带动多组吸盘沿垂直方向运动。
10.吸盘安装板的初始位置下,气缸每一次动作,只有原料出口上方的吸盘能够夹取一份原料,其余的吸盘不夹取原料。
11.移动定位板为长条形,具有至少两组原料容纳位,工作状态下,能够沿着与吸盘安装板水平面垂直的方向做往复直线运动。
12.摆盘为矩形,原料容纳位的数量不做限制,但原料容纳位的间距与吸盘的间距和移动定位板中原料容纳位的间距相同。
13.还具有与振动盘连接的送料机架。
14.以上一个或多个技术方案存在以下有益效果:
15.1、通过原料经振动盘振动送出后,由吸盘经移动定位板送至摆盘完成原料的装配的过程。
16.2、使得机械手在完成原料夹取装配的过程中结构简单,仅利用气缸、电机及直线轴承,完成各自的直线往复运动即可实现原料逐个放置到摆盘中的流转过程。
附图说明
17.构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
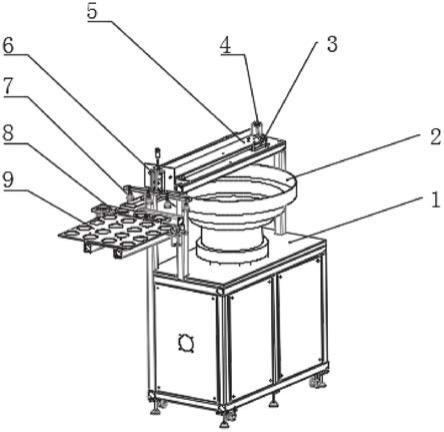
18.图1是本实用新型一个或多个实施例提供的结构示意图;
19.图2是本实用新型一个或多个实施例提供的夹爪局部结构示意图;
20.图中:1、送料机架,2、振动盘,3、直线轴承;4、电机;5、吸盘安装板;6、气缸;7、吸盘;8、移动定位板;9、摆盘。
具体实施方式
21.以下详细说明都是示例性的,旨在对本实用新型提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本实用新型所属技术领域的普通技术人员通常理解的相同含义。
22.正如背景技术中所描述的,胶料剪裁或冲切成简单形状,装入模具内,在成型为复杂形状的同时进行硫化,整个过程目前仍然依靠人工放胶料和取件,效率低下且硫化过程产生污染。
23.要实现上述过程的自动化,胶料经剪裁或冲切后需要逐个放置在摆盘上,才能装入硫化机硫化,也即是夹取原料
‑
将原料装配至摆盘
‑
送入硫化机的过程,本实施提出一种安装在龙门式硫化机上下料设备中的夹爪装配机械手,利用吸盘作为夹爪,将原料夹取后装配至摆盘的过程。
24.如图1
‑
2所示,一种龙门式硫化机上下料设备夹爪装配机械手,包括振动盘2,振动盘圆周切向方向具有原料出口,原料出口上方布置并列设置的至少两组吸盘7,振动盘2一侧朝向原料出口的方向依次布置移动定位板8和摆盘9。
25.振动盘2的上方布置吸盘安装板5,吸盘安装板5远离原料出口的一端具有电机4和直线轴承3,靠近原料出口的一端具有气缸6。
26.电机4通过直线轴承3带动吸盘安装板5和多组吸盘7沿远离原料出口和靠近原料出口的方向做往复直线运动。
27.吸盘7具有至少两组,气缸6带动多组吸盘7沿垂直方向运动。
28.吸盘安装板5的初始位置下,气缸6每一次动作,只有原料出口上方的吸盘7能够夹取一份原料,其余的吸盘7不夹取原料。
29.移动定位板8为长条形,具有至少两组原料容纳位,工作状态下,能够沿着与吸盘安装板5水平面垂直的方向做往复直线运动。
30.摆盘9为矩形,原料容纳位的数量不做限制,但原料容纳位的间距与吸盘7的间距和移动定位板8中原料容纳位的间距相同。
31.还具有与振动盘2连接的送料机架1。
32.上述结构的工作过程如下:
33.原料由振动盘2逐个送至原料出口,吸盘7在气缸6的带动下沿垂直方向运动夹取原料出口的单个物料,以附图为例,吸盘7有四组,气缸6一次动作带动四组吸盘7同时在垂直方向运动一次,但只有第一组吸盘,也就是原料出口上方的吸盘能够夹取一份原料,此
时,电机4带动吸盘安装板5直线运动第一次将被夹取的原料送到移动定位板8的第一个原料容纳位。
34.以附图为例,移动定位板8同样有四组原料容纳位,移动定位板8沿着与吸盘安装板5水平面垂直的方向做往复直线运动,使得气缸6每一次动作只夹取一份原料送到移动定位板8上,随着移动定位板8的直线往复运动,直至摆满移动定位板8。
35.随后,电机4带动吸盘安装板5直线运动第二次使四组吸盘7整体将移动定位板8上的原料全部吸起夹取送至摆盘9的指定位置,如此循环直至摆满摆盘9。
36.上述过程中,吸盘7在气缸6的带动下只进行垂直方向的往复直线运动;相应的,吸盘安装板5在电机4的带动下只进行水平面的往复直线运动:与之相对应的,移动定位板8同样也只进行水平面的往复直线运动。使得机械手在完成原料夹取的过程中结构简单,仅利用气缸、电机及直线轴承,完成各自的直线往复运动即可实现原料逐个放置到摆盘9中的流转过程。
37.还具有控制器,利用控制器使得上述结构中各部件的往复直线运动实现自动化。
38.上述虽然结合附图对本实用新型的具体实施方式进行了描述,但并非对本实用新型保护范围的限制,所属领域技术人员应该明白,在本实用新型的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本实用新型的保护范围以内。
技术特征:
1.一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:包括振动盘,振动盘圆周切向方向具有原料出口,原料出口上方布置并列设置的至少两组吸盘,振动盘一侧朝向原料出口的方向依次布置移动定位板和摆盘,移动定位板位于摆盘靠近振动盘的一侧。2.如权利要求1所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述振动盘的上方布置吸盘安装板,吸盘安装板连接至少两组吸盘。3.如权利要求2所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述吸盘安装板远离原料出口的一端具有电机和直线轴承,靠近原料出口的一端具有气缸。4.如权利要求3所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述电机通过直线轴承带动吸盘安装板和至少两组吸盘沿远离原料出口和靠近原料出口的方向做往复直线运动。5.如权利要求2所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述吸盘具有至少两组,气缸带动至少两组吸盘沿垂直方向做往复直线运动。6.如权利要求3所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述气缸带动吸盘夹取原料出口的原料。7.如权利要求1所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述移动定位板为长条形,具有至少两组容纳原料的位置。8.如权利要求7所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述移动定位板沿着与吸盘安装板水平面垂直的方向做往复直线运动。9.如权利要求1所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:所述摆盘为矩形,摆盘上具有容纳原料的位置,该位置的间距与吸盘的间距和移动定位板中容纳原料位置的间距相同。10.如权利要求1所述的一种龙门式硫化机上下料设备夹爪装配机械手,其特征在于:还具有与振动盘连接的送料机架。
技术总结
本实用新型涉及一种龙门式硫化机上下料设备夹爪装配机械手,包括振动盘,振动盘圆周切向方向具有原料出口,原料出口上方布置并列设置的至少两组吸盘,振动盘一侧朝向原料出口的方向依次布置移动定位板和摆盘。通过原料经振动盘振动送出后,由吸盘经移动定位板送至摆盘完成原料的装配的过程。使得机械手在完成原料夹取装配的过程中结构简单,仅利用气缸、电机及直线轴承,完成各自的直线往复运动即可实现原料逐个放置到摆盘中的流转过程。现原料逐个放置到摆盘中的流转过程。现原料逐个放置到摆盘中的流转过程。
技术研发人员:矫团兆 孙宝江
受保护的技术使用者:青岛众慧达自动化科技有限公司
技术研发日:2020.12.17
技术公布日:2021/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1