在制造改进的热压配合铆钉连接情况下的接合方法与流程
1.本发明涉及一种用于接合两个构件的方法,所述的两个构件中的至少一个例如是热塑性的塑料件,以便如此由零件构造更大的承载结构,如其在汽车制造中所必需。
背景技术:
2.在汽车工程中,由塑料制成的构件被大量用于仪表板、中控台或门板甚至各个操作元件。为此,通常必须将不同的构件接合在一起。除了焊接之外,粘接、拧紧或夹紧也作为接合方法已知。
3.在焊接方法内也能够视构件而定地在超声波焊接、红外焊接或者热板焊接之间选择。如果构件应当非常紧密邻接地彼此连接,则必须使用所谓的热压配合。在热压配合的情况下,两个构件能够彼此叠置,其中,所述构件中的一个必须具有由热塑性塑料制成的铆钉(也称为铆钉圆顶),该铆钉被引导穿过另一个构件的铆钉孔。借助热空气、激光辐射或者红外辐射或者加热的铆钉头冲头来加热铆钉并且如此使铆钉变形,使得产生铆钉头并且两个塑料件或多或少地彼此形状锁合地连接。由于只有铆钉必须被加热,因此表面也能够用于装置。
4.由于材料损耗(也称为材料收缩),铆钉圆顶的材料厚度会随着冷却而减小,这导致连接部在垂直于圆顶的插入方向的方向上具有间隙并且构件如有必要仅松散地被连接,这能够导致在车辆内部空间中不利地可感知到的啪嗒啪嗒的声音。此外,从de102016108290 b3中还已知一种方法,其中,除了热压配合之外,构件也通过热焊接材料锁合地连接。这附加地给构件施加应力并且能够不利地影响构件的表面轮廓。此外,材料锁合的连接不能够借助热焊接方法来实现,如果具有铆钉孔的构件不是由热塑性塑料、而是由金属制成或者在邻接铆钉孔的区域中具有金属涂层。这种金属涂覆的构件,如镀铬构件通常用于机动车的衬里或者操作部件中。
技术实现要素:
5.在此背景下,本发明的任务是提供一种用于接合两个构件的方法,其中,通过热压配合制造在耐用性和强度方面得到改进的铆钉连接,并且,即使在两个构件之间没有材料锁合的连接,这一点也被实现,因为例如相关构件的、与配属于铆钉连接的铆钉孔邻接的区域被金属涂覆。该任务通过权利要求1的方法得到解决。相应有利的组件和应用分别是平行权利要求的主题。有利的实施例时各个从属权利要求的主题。应指出,在权利要求中单独列出的特征能够以任意的、在技术上有意义的方式彼此组合并且揭示本发明的其他实施例。尤其是与附图结合的描述附加地表征和说明了本发明。
6.本发明涉及一种用于接合第一构件和第二构件的方法。在第一提供步骤中,提供具有至少一个热塑性铆钉的第一构件。在第二提供步骤中,提供具有铆钉孔的第二构件,其中,所述铆钉孔限定在第二构件的第一表面中的铆钉孔入口和在第二构件的第二表面中的铆钉孔出口。此外,第二构件在第二表面中构造布置在铆钉孔出口的区域中的、结构化的铆
钉头接收部。术语“构件”应分别广义地解释。例如,它是壳体部件或者隔板部件或者操作元件部件。铆钉例如是具有圆形横截面的销,该销由用于贴靠在第二构件上的贴靠面围绕并且突出于该贴靠面。例如,至少所述铆钉由例如丙烯腈丁二烯苯乙烯(abs)、聚酰胺(pa)、聚乳酸(pla)、聚甲基丙烯酸甲酯(pmma)、聚碳酸酯(pc)、聚对苯二甲酸乙二酯(pet)、聚乙烯(pe)、聚丙烯(pp)、聚苯乙烯(ps)、聚醚醚酮(peek)或聚氯乙烯(pvc)或者其组合构造。优选地,第一构件完全由热塑性塑料构造。第二构件例如由塑料、金属或者其组合构造。优选地,第二构件是由热塑性塑料制成的、金属涂覆(例如电镀)的主体。
7.在根据本发明的方法的插入步骤中,将铆钉的自由端部插入到铆钉孔入口中,直到到达铆钉在一侧被止挡、被插入且贯穿嵌接铆钉孔的部位。被止挡的部位例如通过第一构件的贴靠面进入与第二构件的、围绕铆钉孔入口的第一表面贴靠而产生。
8.在根据本发明的接合方法的后续步骤中,在构造铆钉头的情况下热压配合在插入部位中的铆钉的自由端部,使得铆钉头通过自由端部的变形来构造并且被接收在铆钉头接收部中,以便最终将第二构件固定在第一构件上。例如,热压配合通过由加热的冲头来间接加热铆钉实现,该加热的冲头与自由端部接触,其中,冲头的加热通过热空气或者热辐射实现或者由此铆钉的自由端部直接通过热空气、超声或者热辐射被加热。在铆钉头接收部中的结构实现了将铆钉头附加地固定在第二构件上,而无需在铆钉和第二构件之间的材料锁合连接。例如,铆钉通过该结构抗扭地被固定。例如,该结构是独特的凹部或者独特的齿或者啮合部,该啮合部具有一系列的齿和其之间的齿谷。因此,也制成了连接部,即使第二构件由不能或难以通过热方式与铆钉的热塑性塑料材料锁合的连接的材料制成,或者,至少铆钉头接收部或者说具有铆钉孔出口的第二表面具有相应的涂层,例如金属涂层。
9.优选设置了,铆钉头接收部在热压配合的情况下形成成形工具(也称为模腔),使得铆钉头被形状锁合地接收在结构化的铆钉头接收部中。第二构件的可选的金属涂层在热压配合期间用于散热,以便避免热变形。
10.优选设置了,结构化的铆钉头接收部和热压配合的铆钉头构造配合齿部。例如设置了轴齿部、切口齿部、楔形齿部或者渐开线齿部。这例如围绕铆钉孔出口地构造。
11.为了在铆钉头和贴靠面之间实现第二构件在热塑性铆钉或者说铆钉头凝固时由于材料收缩而导致的、预紧的且因而力锁合的在第一构件的铆钉上的固定,根据优选的实施例,铆钉头接收部在朝向铆钉孔入口的方向上呈锥形地构造。
12.为了在相反的方向上产生附加的拉力,根据优选的实施例,铆钉具有在朝向其自由端部的方向上或者说在朝向其铆钉头的方向上呈锥形的基座部分,该基座部分例如与铆钉孔的互补构造的内圆周表面协同作用。例如,基座部分构造在铆钉的、设置在贴靠面和铆钉头之间的区域中。
13.优选地,铆钉头接收部由在第二构件的第二表面中的、围绕铆钉孔出口的凹槽构造,并且,铆钉按钮在热压配合之后被完全接收在所述凹槽中并且优选与第二表面齐平地被接收在所述凹槽中,以防止机械损坏否则突出的铆钉头或者说以便实现视觉上以引人的外观。
14.本发明还涉及一种由第一构件和固定在第一构件上的第二构件组成的组件。在此,第一构件具有热塑性铆钉。第二构件具有铆钉孔。铆钉孔限定在第二构件的第一表面中的铆钉孔入口和在第二构件的第二表面中的铆钉孔出口。根据本发明,在第二表面中构造
布置在铆钉孔出口的区域中的、结构化的铆钉头接收部。铆钉被插入到铆钉孔中并且布置成贯穿嵌接铆钉孔,其中,它在其自由端部上构造铆钉头,该铆钉头至少部分地被接收在铆钉头接收部中。铆钉头例如是在铆钉的自由端部上的、通过热压配合构造的蘑菇状扩大部。
15.例如,第一构件构造用于第二构件的、围绕铆钉孔入口的第一表面的贴靠面,并且,第二构件被固定在铆钉头和贴靠面之间。
16.在铆钉头接收部中的结构实现了将铆钉头附加地固定在第二构件上,而无需在铆钉和第二构件之间的材料锁合连接。例如,铆钉通过该结构抗扭地被固定。例如,该结构是独特的凹部或者独特的齿或者啮合部,该啮合部具有一系列的齿和其之间的齿谷。因此,也制成了连接部,即使第二构件由不能或难以通过热方式与铆钉的热塑性塑料材料锁合的连接的材料制成,或者,至少铆钉头接收部或者说具有铆钉孔出口的第二表面具有相应的涂层,例如金属涂层,使得至少通过加热来排除材料锁合的连接。
17.优选设置了,铆钉头被形状锁合地接收在结构化的铆钉头接收部中。优选设置了,结构化的铆钉头接收部和铆钉头构造配合齿部。例如设置了轴齿部、切口齿部、楔形齿部或者渐开线齿部。这例如围绕铆钉孔出口地构造。
18.为了在铆钉头和止挡面之间实现将第二构件预紧地并且因而力锁合地固定在第一构件的铆钉上,根据优选的实施例,铆钉头接收部在朝向铆钉孔入口的方向上呈锥形地构造。为了在相反的方向上产生附加的拉力,根据优选的实施例,铆钉具有在朝向其自由端部的方向上或者说在朝向其铆钉头的方向上呈锥形的基座部分,该基座部分例如与铆钉孔的互补构造的内圆周表面协同作用。例如,基座部分构造在铆钉的、设置在贴靠面和铆钉头之间的区域中。
19.优选地,铆钉头接收部由在第二构件的第二表面中的、围绕铆钉孔出口的凹槽构造,并且,铆钉按钮被完全接收在所述凹槽中并且优选与第二表面齐平地被接收在所述凹槽中,以防止机械损坏否则突出的铆钉头或者说以便实现视觉上以引人的外观。
20.本发明还涉及一种前述有利的实施例中的组件在机动车中的有利应用。例如,第一构件是隔板,并且,第二构件是操作元件的操纵部件,其中,所述操纵部件借助轴承器件能够沿着调整路径调整地被支承,并且,隔板固定在操纵部件上,以便覆盖所述轴承器件。
附图说明
21.下面,借助附图更详细地阐述本发明以及技术范围。指出了,附图示出本发明的特别优选的实施变型,但是不限于此。附图示意性地示出:
22.图1是在根据本发明的方法中提供的第一构件1的示意性剖视图;
23.图2是在根据本发明的方法中提供的第二构件2的示意性剖视图;
24.图3是在热压配合铆钉7的自由端部6a之前的第一构件的铆钉7的俯视图,该铆钉在根据本发明的方法中被插入到第二构件2的铆钉孔7中;
25.图4是与图3关联的剖视图;
26.图5是在将铆钉4的自由端部6a热压配合成铆钉头6b之后的第一构件1的铆钉4的俯视图,该铆钉在根据本发明的方法中被插入第二构件2的铆钉孔7中;
27.图6是与图5关联的剖视图。
具体实施方式
28.图1以剖视图示出所提供的第一构件1,其中,仅示出第一构件1包含铆钉4的区域。第一构件1完全由热塑性塑料制成并且构造铆钉4,该铆钉销状地延伸远离第一构件1的贴靠面3并且具有自由端部6a。在自由端部6a和贴靠面3之间,铆钉4构造朝向自由端部6a逐渐变细的、锥形的基座部分5。第一构件1与铆钉4一起在成形方法中由热塑性塑料制成。
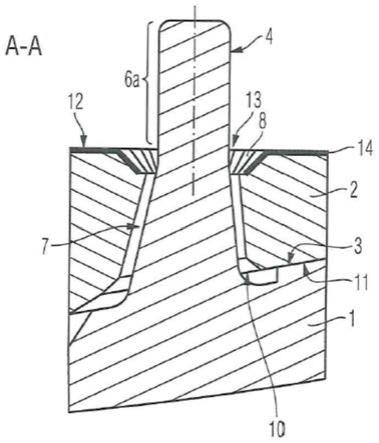
29.图2示出在根据本发明的方法中提供的第二构件2。在图2中,该构件2也仅以包含铆钉孔7的区域地区段地被示出。第二构件2在成形方法中由热塑性塑料制成,并且,在随后的涂覆步骤(电镀沉积方法)中进行金属涂覆,使得它具有金属层14,该金属层构造第二构件2的外表面。第二铆钉孔7从第二构件的第一表面11延伸到第二表面12,在所述第一表面中构造有铆钉孔入口10,在所述第二表面中铆钉孔7构造具有铆钉头接收部8的铆钉孔出口13。在铆钉头接收部8和铆钉孔入口10之间,铆钉孔7构造成锥形的、朝向铆钉孔出口13逐渐变细的。
30.铆钉头接收部8由锥形的、向外(即远离铆钉孔出口13)扩宽的凹槽构造,铆钉头接收部8在其表面上具有波形结构。
31.图3示出在热压配合铆钉4的自由端部6a之前的第一构件的铆钉4的俯视图,该铆钉在根据本发明的方法中被插入到第二构件2的铆钉孔7中。图4是配属的剖视图。铆钉4在此如此远地插入到铆钉孔7中,使得第二构件2的围绕铆钉孔入口10的第一表面11进入与第一构件1的围绕铆钉4的贴靠面的贴靠中并且铆钉4的自由端部6a突出于铆钉孔出口13和设有波形结构的铆钉头接收部8。
32.图5是第一构件1的、在根据本发明的方法中被插入到第二构件2的铆钉孔7中的铆钉4的俯视图,并且在完成将图4中示出的铆钉4的自由端部6a热压配合成铆钉头6b之后。图6是配属于图5的剖视图。由此,根据本发明的组件10由第一构件1和固定在第一构件1上的第二构件2构造,该组件在图5和图6中仅部分地示出。例如,热压配合通过由加热的冲头来间接加热铆钉4或者说其自由(在图4中示出的)端部6a实现,该加热的冲头与自由端部6a接触,其中,冲头的加热通过热空气或者热辐射实现或者由此铆钉4的自由端部6a直接通过热空气、超声或者热辐射被加热且成形。
33.在铆钉头接收部8中的结构实现了将铆钉头6b附加地固定在第二构件上,而无需在铆钉4和第二构件2之间的材料锁合连接。因此,铆钉4通过铆钉头接收部8的结构抗扭地被固定。该结构为波形啮合部,该波形啮合部具有一系列的齿和其之间的齿谷。铆钉头接收部8在热压配合的情况下用作用于铆钉4的自由端部的材料的成形工具,使得所构造的铆钉头6b形状锁合地被接收在结构化的铆钉头接收部8中。第二构件2的通过金属涂覆除其他外在铆钉头接收部8中构造的金属层14在热压配合期间用于散热,以便避免第二构件2的热变形。结构化的铆钉头接收部8和热压配合的铆钉头6b构造配合齿部,该配合齿部环绕铆钉孔出口地构造。
34.为了在铆钉头6b和贴靠面3之间实现第二构件2在热塑性铆钉4凝固时由于材料收缩而导致的、预紧的且因而力锁合的在第一构件1的铆钉上的固定,铆钉头接收部8在朝向铆钉孔入口10的方向上呈锥形地构造。铆钉按钮6b在热压配合之后被完全接收在由铆钉孔接收部8构造的凹槽中并且与第二构件2的第二表面12齐平地被接收,以便防止机械损坏否则突出的铆钉头6b或者说以便实现视觉上以吸引人的外观。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1