真空成型覆皮方法与流程
1.本发明涉及汽车内饰成型领域,具体涉及一种真空成型覆皮方法。
背景技术:
2.随着汽车技术的快速发展,汽车内饰的精致性、舒适性和豪华性要求越来越高。内饰覆皮运用越来越广泛。但由于设备、模具成本等多方面原因局限,对于一些较大物件无法覆皮,这类制品通常采用手工覆皮工艺制作,手工覆皮可实现面域较窄,只能对一些平板和外观造型平缓制品进行包覆,对一些艺术外观造型尤其是像汽车内饰件这类外观造型复杂多样化制品适用率较低,皮革需要多次分片拼接缝线,影响成品整体美感。
技术实现要素:
3.本发明的目的在于提供一种可实现较大物件覆皮的真空成型覆皮方法。
4.为实现上述目的,本发明拟将皮革利用真空压力平展固定在模具表面,在皮革表面铺制复合材料,利用真空袋膜压力和吸塑胶粘力一次成型制成所需覆皮产品,其具体如下。
5.真空成型覆皮方法,包括:
6.s1、将模具清理干净,在模具的成型腔的边缘分别设置内外两道密封胶条,所述两道密封胶条各自形成独立闭环;
7.s2、将所需皮革外表面朝模具表面平铺在模具上,皮革四周与内圈密封胶条粘连形成封闭腔体,裁去密封胶条外部多余皮革;
8.s3、接通皮革吸覆真空管,抽去所述皮革和所述模具间空气,使所述皮革与所述模具完全贴合;
9.s4、在皮革内表面均匀涂一层吸塑胶;
10.s5、待所述吸塑胶凝固形成吸塑胶层后在皮革上平铺纤维材料;
11.s6、在所述纤维材料上铺一层脱模布,所述脱膜布的四边完整地覆盖住所述纤维材料;
12.s7、在所述脱模布上铺一层导流布、在导流布适当位置铺导流管;
13.s8、在所述导流布上铺真空袋膜,袋膜四周贴合在外圈密封胶条上,与所述模具形成一个将所有已铺材料包裹在内的密封腔体;
14.s9、对所述真空袋膜抽真空,真空度达到预设要求后,导入树脂;
15.s10、确认树脂完全浸润纤维材料,待产品完全固化后脱模。
16.优选地,所述吸塑胶的喷涂量为70—100g/m2。
17.优选地,所述纤维材料为玻璃纤维、碳纤维、硼纤维、芳纶纤维、氧化铝纤维、碳化硅纤维中的一种。
18.优选地,所述纤维材料为玻璃纤维,所述树脂以所述玻璃纤维为基准,按玻璃纤维14
‑
18重量份,预促进邻苯型不饱和聚酯树脂80
‑
84重量份,固化剂2
‑
4重量份的比例配置。
19.优选地,所述固化剂为过氧化甲基乙基甲酮。
20.优选地,s5中还包括在所述吸塑胶层与所述纤维材料间平铺石蜡颗粒,所述石蜡颗粒的粒径为1
‑
2mm,所述石蜡颗粒与所述树脂的份数比为2%
‑
4%。
21.采用上述技术方案后,本发明与背景技术相比,具有如下优点:
22.1、本发明将复合材料和皮革使用真空袋膜一体成型,利用树脂的固化放热实现复合材料与皮革的胶合,相对于真空吸塑、搪塑等机械辅助覆皮工艺,其可减少模具(真空吸塑模)成本投入,可减少烤箱设备成本投入,也无需如传统吸塑产品般打排气孔,大减少60%以上设备、模具成本及人工投入;相对于手工覆皮工艺相比本工艺节省40%以上人工成本;同时,其尤其适用于中大型产品、复杂外观单片皮革的包覆,利用较低成本投入,高质量、高效率产出质量稳定、美观的制品;
23.2、本发明将皮革抽真空吸附于模具表面,同时在其四周利用密封胶条进行固定,一方面保证了皮革的平整性,另一方面防止皮革在固化阶段受热收缩,造成不平整或局部褶皱现象;
24.3、本发明在所述吸塑胶层与所述纤维材料间平铺石蜡颗粒,一方面,在灌胶阶段,石蜡颗粒在所述吸塑胶层与所述纤维材料间构筑其流胶通道,使得树脂可以迅速均匀地填充在纤维材料与吸塑胶层间,充分浸润纤维材料,降低了对导流管的位置布置要求;另一方面,在固化阶段,石蜡颗粒作为热抑制剂,吸收热量平缓固化的热峰值,避免局部温度过高造成皮革收缩或损坏;再一方面,石蜡在受热过程中上浮,在树脂上方形成一层膜,减少树脂中苯乙烯的挥发,并使得树脂表面不易发粘,同时易于与脱模布分离。
附图说明
25.图1为本发明模具示意图;
26.图2为图1细节图。
27.附图标记说明:
28.模具1、皮革吸覆真空管11;内密封胶条2;皮革3;纤维材料4;吸塑胶层5;脱模布6;导流布7;外密封胶条8;真空袋膜9、真空管91。
具体实施方式
29.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
30.在本发明中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示本发明的装置或元件必须具有特定的方位,因此不能理解为对本发明的限制。
31.实施例
32.本发明公开了一种真空成型覆皮方法,包括:
33.s1、将模具清理干净,在模具的成型腔的边缘分别设置内外两道密封胶条,所述两道密封胶条各自形成独立闭环;
34.s2、将所需皮革外表面朝模具表面平铺在模具上,皮革四周与内圈密封胶条粘连
形成封闭腔体,裁去密封胶条外部多余皮革;
35.s3、接通皮革吸覆真空管,抽去所述皮革和所述模具间空气,使所述皮革与所述模具完全贴合(注意检查皮革是否有不贴合或起皱,如有,应予以展平),抽真空压力为0.1
‑
0.2mpa;
36.s4、在皮革内表面均匀喷涂一层吸塑胶,吸塑胶的喷涂量为70—100g/m2,吸塑胶需确保喷涂厚薄均匀,无凸点或露底现象;
37.s5、待所述吸塑胶凝固形成吸塑胶层后在皮革上平铺纤维材料;
38.s6、在所述纤维材料上铺一层脱模布,所述脱膜布的四边完整地覆盖住所述纤维材料;
39.s7、在所述脱模布上铺一层导流布、在导流布适当位置铺导流管,用来引流树脂,使树脂可以均匀的浸润钎维材料;
40.s8、在所述导流布上铺真空袋膜,袋膜四周贴合在外圈密封胶条上,与所述模具形成一个将所有已铺材料包裹在内的密封腔体;
41.s9、安装真空阀、快速接头和真空管,接通袋膜真空管,检验有无漏气,真空度;对所述真空袋膜抽真空,真空度达到预设要求(本实施例为0.08
‑
0.1mpa)后,导入树脂;
42.s10、确认树脂完全浸润纤维材料,待产品完全固化后脱模。
43.本发明中,所述纤维材料为玻璃纤维、碳纤维、硼纤维、芳纶纤维、氧化铝纤维、碳化硅纤维中的一种。所述树脂为994#预促进邻苯型不饱和聚酯树脂,固化剂为butanox m
‑
50过氧化甲基乙基甲酮。采用预促进邻苯型不饱和聚酯树脂后,无需调配促进剂等,简化了工序。采用过氧化甲基乙基甲酮作为固化剂,其分散性极好,能快速分散至树脂中,与树脂进行反应。
44.以下以玻璃纤维为例,例举一实施例中的树脂比例:即以所述玻璃纤维为基准,分别按玻璃纤维14份,预促进邻苯型不饱和聚酯树脂84重量份,固化剂4重量份;玻璃纤维16份,预促进邻苯型不饱和聚酯树脂81重量份,固化剂3份;玻璃纤维18份,预促进邻苯型不饱和聚酯树脂80重量份,固化剂2重量份的比例配置树脂,获得的树脂件,均符合内饰材料强度要求。
45.s5中还包括在所述吸塑胶层与所述纤维材料间平铺石蜡颗粒,所述石蜡颗粒的粒径为1
‑
2mm,所述石蜡颗粒与所述树脂的份数比为2%
‑
4%。
46.为验证本发明的优越之处,分别进行如下试验。
47.试样1:按玻璃纤维16重量份,预促进邻苯型不饱和聚酯树脂81重量份,固化剂3重量份的比例配置制备复合材料,获得复合材料后以真空吸塑方式在复合材料上实现覆皮;
48.试样2:按试样1组分,依本发明公开的工艺方法,但不添加石蜡颗粒,实现覆皮;
49.试样3:按试样1组分,依本发明公开的工艺方法,按本发明公开的工艺方法,同时在夹层中添加石蜡颗粒,实现覆皮。
50.根据gb/t 8808标准,将试样1
‑
3分别裁切成宽度为30.0
±
0.2mm,长度为150mm的待测试样,其后将试样沿长度方向将复合层与皮革预先剥开50mm,在温度23
±
2℃、相对湿度45%
‑
55%的环境中放置4h以上,最后在前述环境中进行测试。
51.将试样剥开部分的两端分别夹在试验机上下夹具上,使试样剥开部分的纵轴与上下夹具中心连线重合,并松紧适宜。试验时,未剥开部分与拉伸方向呈t型,按200mm/min的
速率剥离皮革,计算剥离力。
52.试样1中皮革与复合层的剥离力为40.2n/50mm,试样2中的皮革与复合层的剥离力为45.3n/50mm,试样3中的皮革与复合层的剥离力为48.6n/50mm。
53.可见,试样2的剥离测试结果优于试样1,这是因为皮革通过皮革真空管吸附,同时其边缘被内密封胶条所胶着,皮革的收缩得到了充分的控制,抑制了褶皱及较大层间气孔的产生;同时真空灌胶下,纤维层被充分浸润,树脂与皮革充分粘结,剥离强度得到了大幅提升。
54.接着对试样2及试样3的树脂表面进行观测,发现试样3的表面相对于试样2更为光滑细腻,不易发粘;对试样2及试样3的皮革表面进行观测,试样3相较于试样2而言,皮革更为平整,无可见局部细小褶皱,无可见灼烧点及变色斑点。
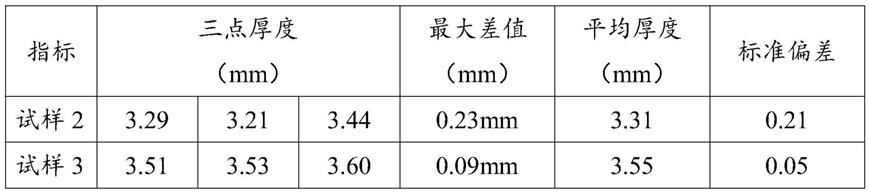
55.对试样2及试样3进行任意三点的厚度测试,其结果如下:
[0056][0057]
可见,试样2的厚度基本都小于预设3.5的厚度,这是因为苯乙烯挥发造成体量的减少,而试样3由于石蜡的存在,石蜡上升形成薄膜,阻碍了苯乙烯的挥发,因此其厚度基本得以保障。同时,试样试样3的整体厚度要相对于试样2均匀,这是因为石蜡颗粒的存在使得玻璃纤维被浸润性更好,树脂流动得更均匀,因此其成型厚度的一致性要更好。
[0058]
再接着对试样2及试样3进行裁切,观察其截面,试样3的截面更为均一,色泽均匀,几乎无可见气孔产生。
[0059]
综上可见,试样3的结果整体上要优于试样2,这是因为石蜡颗粒的存在,一方面,在灌胶阶段,石蜡颗粒在所述吸塑胶层与所述纤维材料间构筑其流胶通道,使得树脂可以迅速均匀地填充在纤维材料与吸塑胶层间,其纤维材料的浸润较之试样2更为充分均匀;另一方面,在固化阶段,石蜡颗粒作为热抑制剂,吸收热量平缓固化的热峰值,使得放热均衡,避免局部温度过高造成皮革收缩或损坏,基本杜绝了气孔的产生,提升了吸附性;再一方面石蜡在受热过程中上浮,在树脂上方形成一层膜,减少树脂中苯乙烯的挥发,并使得树脂表面不易发粘,同时易于与脱模布分离。
[0060]
为更直观地理解本发明,图1给出了是用于实现本发明工艺的模具图,图2是图1的细节图。图中,1为前述模具,11为前述皮革吸覆真空管11,2为前述内密封胶条,3为前述皮革,4为前述纤维材料,5为前述吸塑胶层,6为前述脱模布,7为前述导流布,8为前述外密封胶条,9为前述真空袋膜,91为前述真空管。
[0061]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1