环氧树脂复合材料浇注模具的制作方法
1.本发明涉及环氧树脂复合材料的模具技术领域,尤其涉及一种环氧树脂复合材料浇注模具。
背景技术:
2.环氧树脂复合材料是环氧树脂与绝缘填料复合加工而成的复合功能性材料。由于其具有优良的介电性能、稳定性好等诸多优点,不仅在电气行业有着重要的地位,在医学、航天航空、土木建筑、轨道车辆、电子集成产品等各个领域也有着广泛的应用。
3.为了保证环氧树脂复合材料的优良性能,一方面有赖于配方设计和填料选择,另一方面则与浇注固化工艺密切相关。在浇注固化流程中,浇注模具是必不可少的。大量加入填料时,会导致浇注料粘度显著增大,难以顺滑地注入和注满模具,浇注效果不佳,固化物容易存在气泡等缺陷,严重影响产品性能。此外,浇注模具在设计注重成型,缺乏对工艺的考量,使得产品缺陷率难以控制。
4.在背景技术部分中公开的上述信息仅仅用于增强对本发明背景的理解,因此可能包含不构成本领域普通技术人员公知的现有技术的信息。
技术实现要素:
5.本发明的目的是提供一种环氧树脂复合材料浇注模具,显著降低产品缺陷率。
6.为了实现上述目的,本发明提供如下技术方案:
7.本发明的一种环氧树脂复合材料浇注模具包括,
8.浇注模具,其为具有浇注口的中空腔体,
9.气孔,其贯通于所述中空腔体的一侧,
10.导气管,其穿设于所述气孔,
11.气阀,其连接所述导气管以通断所述导气管,
12.真空泵,其连接所述导气管以对所述中空腔体抽气。
13.所述的一种环氧树脂复合材料浇注模具中,所述气孔和所述浇注口在一侧。
14.所述的一种环氧树脂复合材料浇注模具中,所述气孔的截面积小于所述浇注口的截面积。
15.所述的一种环氧树脂复合材料浇注模具中,所述气孔为通槽。
16.所述的一种环氧树脂复合材料浇注模具中,所述气孔在浇注模具的表面向外延伸。
17.所述的一种环氧树脂复合材料浇注模具中,所述导气管为透明钢丝增强真空管。
18.所述的一种环氧树脂复合材料浇注模具中,所述气阀为不锈钢直通球阀。
19.所述的一种环氧树脂复合材料浇注模具中,所述真空泵为旋片式真空泵。
20.所述的一种环氧树脂复合材料浇注模具中,所述浇注模具为钢制模具。
21.所述的一种环氧树脂复合材料浇注模具中,所述气孔平行于所述浇注口。
可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
33.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
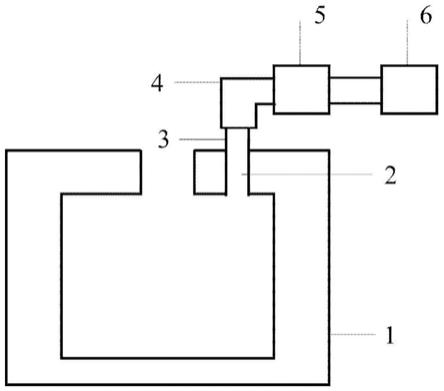
34.在一个实施例中,如图1至图2所示,环氧树脂复合材料浇注模具包括,
35.浇注模具1,其为具有浇注口的中空腔体,
36.气孔2,其贯通于所述中空腔体的一侧,
37.导气接口3,插入气孔,导气口与气孔下端面平齐,上端面高于模具1上表面,为透明硅橡胶真空管,
38.导气管4,其与导气接口3相连接,
39.气阀5,其连接所述导气管4以通断所述导气管4,
40.真空泵6,其连接所述导气管4以对所述中空腔体抽气。
41.所述的一种环氧树脂复合材料浇注模具的优选实施例中,所述气孔2和所述浇注口在一侧。
42.所述的一种环氧树脂复合材料浇注模具的优选实施例中。
43.所述的一种环氧树脂复合材料浇注模具的优选实施例中,所述气孔2为矩形通槽。
44.所述的一种环氧树脂复合材料浇注模具的优选实施例中,所述导气管4为透明钢丝增强真空管。
45.所述的一种环氧树脂复合材料浇注模具的优选实施例中,所述气阀5为不锈钢直通球阀。
46.所述的一种环氧树脂复合材料浇注模具的优选实施例中,所述真空泵6为旋片式真空泵。
47.所述的一种环氧树脂复合材料浇注模具的优选实施例中,所述浇注模具1为钢制模具。
48.所述的一种环氧树脂复合材料浇注模具的优选实施例中,所述气孔2平行于所述浇注口。
49.在一个实施例中,浇注口截面尺寸为30
×
5mm,气孔截面尺寸为10
×
5mm
50.在一个实施例中,所述气孔2设有涡旋螺纹,有利于提高抽气效率和稳定性。
51.在一个实施例中,导气接口3为截面外尺寸为10
×ꢀ
5mm,内尺寸为8
×ꢀ
3mm
52.在一个实施例中,真空泵要能使得导气管内气压低于1kpa。
53.在一个实施例中,环氧树脂复合材料浇注模具包括:浇注模具1、气孔2、导气管4、气阀5、真空泵6。在浇注模具1的浇注口一侧开设气孔2通槽,导气管4与气孔2相连接,导气管4中部连接有气阀5,真空泵6经由导气管4对浇注模具1内部腔体抽气。
54.环氧树脂复合材料的浇注料制备完成之后,开启气阀5和真空泵6,经由导气管4和气孔2对模具腔体抽气。进而注入浇注料,根据注入速度多次平稳注入物料。待到模具被填满,导气接口3出现溢出浇注料时,关闭真空泵6,关闭气阀5。静置十分钟,导气管4内的低气
压空间将促进浇注料进一步排出气泡。
55.本发明考量了环氧树脂复合材料的物理特性,从工艺角度入手,对模具注料和排气进行了优化,可有效提升粘稠浇注料的浇注效果,有效减少固化物气泡缺陷的产生,保证了产品性能,提高了生产效率。
56.工业实用性
57.本发明所述的环氧树脂复合材料浇注模具可以在环氧树脂复合材料浇注中使用。
58.最后应该说明的是:所描述的实施例仅是本申请一部分实施例,而不是全部的实施例,基于本申请中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本申请保护的范围。
59.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
技术特征:
1.一种环氧树脂复合材料浇注模具,其特征在于,其包括,浇注模具,其为具有浇注口的中空腔体,气孔,其贯通于所述中空腔体的一侧,导气管,其穿设于所述气孔,气阀,其连接所述导气管以通断所述导气管,真空泵,其连接所述导气管以对所述中空腔体抽气。2.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,优选的,所述气孔和所述浇注口在一侧。3.根据权利要求2所述的一种环氧树脂复合材料浇注模具,其特征在于,所述气孔的截面积小于所述浇注口的截面积。4.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,所述气孔为通槽。5.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,所述气孔在浇注模具的表面向外延伸。6.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,所述导气管为透明钢丝增强真空管。7.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,所述气阀为不锈钢直通球阀。8.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,所述真空泵为旋片式真空泵。9.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,所述浇注模具为钢制模具。10.根据权利要求1所述的一种环氧树脂复合材料浇注模具,其特征在于,所述气孔平行于所述浇注口。
技术总结
本发明公开了一种环氧树脂复合材料浇注模具,环氧树脂复合材料浇注模具中,浇注模具为具有浇注口的中空腔体,气孔贯通于所述中空腔体的一侧,导气管穿设于所述气孔,气阀连接所述导气管以通断所述导气管,真空泵连接所述导气管以对所述中空腔体抽气。导气管以对所述中空腔体抽气。导气管以对所述中空腔体抽气。
技术研发人员:高超 周福升 黄若栋 杨芸 熊佳明 王国利 姚聪伟 王增彬 孙帅 杨贤 宋坤宇 李兴旺 邰彬 庞小峰 吴勇
受保护的技术使用者:广东电网有限责任公司电力科学研究院
技术研发日:2021.11.09
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1