通过多种粉末的辊式沉积来打印分级材料的方法和系统与流程
1.本公开涉及制造多种规格的异质材料,更具体地讲涉及通过多种粉末的辊式沉积来制造这些材料。
背景技术:
2.增材制造(也称为三维(3d)打印)允许通过在连续层中沉积所需的一种或多种材料来形成三维物体。在打印之前,材料存储在3d打印机的一个或多个贮存器中并通过打印机的一个或多个头部挤出,该一个或多个头部移动以在层中的不同点处挤出所需材料,同时沿预定路径移动。虽然当储存在贮存器中的材料以隔离形式从打印头中的一个挤出时挤出相对简单,但当必须使用3d打印或类似的熔融沉积成型(“fdm”)来创建功能分级材料(“fgm”)时,挤出变得更复杂。fgm是两种或更多种输入材料的复合物,其浓度在fgm的不同部分中变化,其中这些部分具有作为输入材料的特性的混合的特性,其中这些特性取决于相应部分内的输入材料的相对量。功能分级材料性质的示例包括有机结构,例如平滑过渡到肌腱中的肌肉组织,以允许在连接到刚性骨骼时与应变消除形成牢固的结合。类似地,在3d打印中,制造fgm的能力允许创建旨在满足整体性能要求(诸如重量、在特定方向上的弹性以及在其他方向上的刚度)的高度优化的部件设计。
3.创建fgm需要在3d打印机内以所需比例混合两种或更多种输入材料,然后在需要比例的fgm的点处挤出混合物。这种混合在打印机内的腔室中进行,输入材料从存储贮存器供应到腔室中,并且从腔室通过打印头挤出混合物。混合室内的混合物中的组合物可仅以一定速率变化,这取决于打印机的特性和混合物的初始组合物两者,并且打印头受到这种变化速率的限制,无法挤出特定组合物的混合物。因此,如果挤出头的预定路径需要挤出头挤出与变化速率不兼容的组合物的混合物,则打印头将无法遵守挤出命令,并且在不吹扫混合室的内容物的情况下无法正确打印fgm。这种吹扫不仅会显著减慢打印过程,还会浪费混合室中的材料。
4.现有技术的特点是微混合和挤出的组合,仍然有几个问题必须解决,诸如处理高粘度油墨的能力、执行动态混合以改变梯度的能力以及处理完成速度的能力。出于这些原因,本领域需要制造具有分级材料特性的3d部件,该部件具有在一个维度(z)上的粒度梯度分辨率和在其他两个方向(x,y)上粒度的线性数量级的梯度分辨率的可能性。
技术实现要素:
5.根据实施方案的各方面,提供了使用辊式沉积工艺以某种精度水平放置两种或更多种粉末以构建多材料功能分级部件的方法和系统。代替通过将粉末原料(金属或陶瓷)分散在一些粘结剂-溶剂混合物中来配制液体油墨,详细描述了使用以数字方式沉积在辊表面上的两种不同类型的流体。这两种不同类型的流体产生“润湿像素”,然后该“润湿像素”可捕获仅对该流体具有亲和力的特定粉末类型。还提供了替代方案,诸如静电、电子照相等,以专门使用或与流体一起使用,以创建特定粉末类型的亲和像素。
附图说明
6.将参考以下附图来详细描述本发明所公开的装置,机构和方法的各种示例性实施方案,其中类似的参考数字表示类似或相同的元件,并且:
7.图1为现有技术系统根据3d打印机的特性改变可挤出材料混合物的组成的示意图;
8.图2为根据一个实施方案的可用于制造3d部件的多种粉末的辊式沉积系统的示意图;
9.图3示出了根据一个实施方案的具有不同材料的图1的辊和构建平台;
10.图4a示出了在诱导两种亲和处理之后辊表面的2d表示,并且在图4b中示出了根据一个实施方案的对所施加的处理具有亲和力的颗粒;
11.图5a和图5b示出了根据一个实施方案通过喷墨沉积固化的液态蜡(5a)或通过刮除载体粉末材料(5b)来引入支承材料;
12.图6示出了根据一个实施方案的使用辊式沉积在第一层的顶部上构建后续层的粘合剂的x-y放置和两种材料的沉积;
13.图7为示出根据一个实施方案的制造分层分级材料的方法的操作的流程图;并且
14.图8为示出根据环境引起粉末类型对辊中特定像素的亲和力的方法的流程图。
具体实施方式
15.下面提供了本文公开的设备、系统和方法的例示性示例。设备、系统和方法的实施方案可以包括以下描述的示例中的任何一个或多个以及其任意组合。然而,本发明可能以许多不同的形式实施,并且不应被解释为限于以下阐述的实施方案。相反,提供这些示例性实施方案以使得本公开将是透彻和完整的,并将向本领域技术人员充分传达本发明的范围。因此,示例性实施方案旨在覆盖可以包括在本文所述的装置、机构和方法的精神和范围内的所有替代、修改和等同物。
16.在一个方面,一种制造分层分级材料的方法,包括:处理辊表面的选定区域以引起粉末类型对辊表面上的特定像素的亲和力;在处理之后使该辊表面在一个或多个粉末床上运行,以使颗粒仅转移到辊表面的经处理的选定区域,从而使粉末粘附到辊表面的选定区域;其中该一个或多个粉末床具有粉末原料,该粉末原料的亲和力对辊表面的经处理的选定区域具有特异性;以及通过将辊表面上的粉末沉积到基底来逐层制造分级材料。
17.在另一方面,在该方法中,其中对选定区域的处理选自由流体、静电、电子照相或它们的组合组成的组。
18.在另一方面,该方法还提供向多个打印头供应流体的至少一个贮存器。
19.在又一方面,在该方法中,其中处理还包括致动与至少一个贮存器连通的多个打印头中的至少一个打印头以将限定体积的流体中的至少一种流体沉积在辊表面的选定区域上。
20.在又一方面,在该方法中,其中来自流体中的至少一种流体的沉积流体使得辊表面的区域对一个或多个粉末床中的特定类型的颗粒具有亲和力。
21.在又一方面,其中当使用多于一个粉末床时对选定区域的处理顺序地或同时地进行。
22.在另一方面,其中粉末原料选自由允许粉末沉积在基底上的金属、陶瓷、合金、低温合金、高温合金、非金属、聚合物、复合材料以及它们的混合物组成的组。
23.在另一方面,还包括:向辊表面的选定区域施加能量,从而将粉末颗粒释放到基底上。
24.在又一方面,还根据限定用于在制造过程中支承分级材料的图案以逐层方式施加支承材料,其中在基底上形成相应的粉末层之后施加支承材料层。
25.在另一方面,其中所施加的能量使得辊表面的选定区域上的流体蒸发,从而释放粉末颗粒。
26.在又一方面,一种用于制造物体的系统,包括处理子系统,该处理子系统用于处理辊表面的选定区域以引起粉末类型对辊表面上的特定像素的亲和力;处理器,该处理器耦接到存储设备,该存储设备具有指令,所述指令在由处理器执行时,使得处理器通过以下方法执行制造分层分级材料的方法:在处理之后使该辊表面在一个或多个粉末床上运行,以使颗粒仅转移到辊表面的经处理的选定区域,从而使粉末粘附到辊表面的选定区域;其中该一个或多个粉末床具有粉末原料,该粉末原料的亲和力对辊表面的经处理的选定区域具有特异性;通过将辊表面上的粉末沉积到基底来逐层制造分级材料。
27.首先指出,可以仅概述或省略对众所周知的起始材料、处理技术、部件、设备和其他公知细节的描述,以免不必要地使本公开的细节不清楚。因此,在细节以其他方式众所周知的情况下,我们将其留给本公开的应用以建议或指示与那些细节有关的选择。附图示出了与用于在记录介质上施加表面涂层之后打印和使用内嵌式空气轴承加热器的例示性方法、设备和系统的实施方案相关的各种示例。
28.当在本文中提及值的任何数值范围时,此类范围应理解为包括所述范围的最小值和最大值之间的每个数字和/或分数。例如,范围0.5-6%将明确包括端点0.5%和6%,加上所有中间值0.6%、0.7%和0.9%,一直到并包括5.95%、5.97%和5.99%。除非上下文另外明确指出,否则这同样适用于本文阐述的每个其他数值性质和/或元素范围。
29.与数量结合使用的修饰语“约”包括所述值,并且具有由上下文指示的含义(例如,它至少包括与特定数量的测量相关的错误程度)。当与特定值一起使用时,其也应当被视为公开该值。例如,术语“约2”还公开了值“2”,范围“约2至约4”也公开了范围“2至4”。
30.如本文所用,术语“亲和力”是指与粉末床中的目标颗粒或目标分子特异性结合的液体、电荷或电子照相像素。本领域熟知亲和力不必完全结合其目标颗粒,而是通常与其限定部分相互作用。
[0031]“分层材料”是具有跨越多个数量级的长度尺度的结构的材料。“分级材料”是具有连续且平滑的组成空间梯度的材料。“数字材料”具有受控的空间组成和形式,即,空间组成为形成3d的两个平面2d维度(x-y)和z维度。数字材料的单位是体素,其为材料的三维液滴或特征体积。“多材料复合材料”是由悬浮材料和分散的增强材料构成的材料,悬浮材料可以是金属、陶瓷或聚合物,也称为基质,分散的增强材料可以是连续相或不连续相,也称为填料或增强材料。增强材料可由胶态粘土、碳纳米管或宏观添加剂如碳纤维或陶瓷片构成。
[0032]
如本文所用,术语“打印设备”或“打印机”涵盖出于固体自由成形制造(“sff”)的目的而执行打印输出功能的任何设备,其涵盖允许直接由计算机辅助设计(“cad”)数据制造三维结构的一类制造方法。sff工艺通常是增加的,因为材料被选择性地沉积以构造产
品,而不是从块或坯料中移除。用sff可实现几乎任意的产品几何形状,不需要加工,可在单个步骤中制造配合部件和完全组装的机构,并且可组合多种材料,从而允许功能分级的材料特性。如本文所用,打印机包括可制造3d物体等的3d打印机,诸如功能分级材料(“fgm”)打印机、熔融沉积成型(“fdm”)打印机和立体光刻(“sla”)打印机。应当理解,在附图中描绘的结构可以包括为了简化而未描绘的附加特征,而所描绘的结构可以被移除或修改。
[0033]
术语“控制器”在本文中通常用于描述与指导或调节过程或机器的一个或多个设备的操作有关的各种装置。可能以多种方式(例如,诸如通过专用硬件)来实现控制器以执行本文讨论的各种功能。“处理器”是采用一个或多个微处理器的控制器的一个示例,所述一个或多个微处理器可以使用软件(例如,微代码)来进行编程以执行本文讨论的各种功能。控制器可以在采用或不采用处理器的情况下实现,并且可以被实现为用于执行一些功能的专用硬件和用于执行其他功能的处理器(例如,一个或多个编程微处理器和相关电路)的组合。可以在本公开的各种实施方案中采用的控制器部件的示例包括但不限于常规微处理器、专用集成电路(asic)和现场可编程门阵列(fpga)。
[0034]
示例还包括至少一个机器可读介质,该机器可读介质包括当在计算设备上执行时用于实现或执行本文所公开的方法的多个指令。此类计算机可读介质可以是可以由通用或专用计算机访问的任何可用介质。以举例的方式且并非出于限制目的,此类计算机可读介质可以包括ram、rom、eeprom、cd-rom或其他光盘存储装置、磁盘存储装置或其他磁性存储设备、或者可用于以计算机可执行指令或数据结构形式承载或存储期望程序代码的任何其他介质。当信息通过网络或另一个通信连接(硬连线、无线或其组合)转移或提供给计算机时,计算机将连接正确地视为计算机可读介质。因此,任何此类连接被正确地称为计算机可读介质。上述组合也应包括在计算机可读介质的范围内。
[0035]
计算机可执行指令包括例如致使通用计算机、专用计算机、或专用处理设备执行某些功能或一组功能的指令和数据。计算机可执行指令还包括由计算机在独立或网络环境中执行的程序模块。通常,程序模块包括执行特定任务或实现特定抽象数据类型的例程、程序、对象、部件和数据结构等。在增材制造中,这些模块的示例可包括用以操作辊以遵循所需顺序的一个或多个辊模块、用以将材料沉积在基底或构建平台上的制造模块、施加器模块、用以致使打印头以特定顺序沉积材料的致动器模块以及能量施加器模块。计算机可执行指令、相关联数据结构和程序模块表示用于执行本文公开的方法的步骤的程序代码装置的示例。此类可执行指令或相关联数据结构的特定序列表示用于实现其中描述的功能的对应动作的示例。
[0036]
尽管本发明的实施方案在此方面不受限制,但利用术语诸如“处理”、“计算”、“算数”、“确定”、“使用”、“建立”、“分析”、“检查”等的讨论可以指计算机、计算平台、计算系统、或其他电子计算设备的一个或多个操作和/或一个或多个过程,其将表示为计算机的寄存器和/或存储器内的物理(例如,电子)数量的数据操纵和/或转换成类似表示为计算机的寄存器和/或存储器或可存储指令以执行操作和/或过程的其他信息存储介质内的物理数量的其他数据。
[0037]
待描述的辊式沉积的实施方案可用于制造分级材料,特别是用于金属-陶瓷、金属-金属和陶瓷-陶瓷复合材料的分级材料,所述复合材料通常以非数字方式制造并且不是基于3d打印的。使用本发明,制造的3d物体将具有所需的几何形状(3d打印的有益效果)并
且具有数字梯度,即,逐个像素,设计成适合预期的几何形状。此外,辊式沉积还提供了高达z中粉末尺寸标度和x和y中一些粉末尺寸(约2-5x)的材料梯度分辨率。
[0038]
在描述本发明的实施方案时,与先前描述的实施方案中的那些相同的部分用相同的附图标号表示,并且将省略与先前实施方案中的那些相同的部分的描述。
[0039]
图1为现有技术系统根据3d打印机的特性改变可挤出材料混合物的组成的示意图。
[0040]
所示的现有技术系统10在很大程度上取决于可根据3d打印机的特性挤出的材料混合物的组成的变化速率。这种依赖性使得难以在运行中进行混合并难以确定可靠的解决方案。两个存储贮存器31、32容纳两种不同的输入材料,指定为材料a和材料b。贮存器31、32连接到混合室33,其中输入材料可混合,并且输出材料从混合室供应到打印头34中以用于部件的挤出打印。部件的挤出打印具有若干问题,如不能处理高粘度油墨,该高粘度油墨在小部件分辨率(例如100微米直径轨道)下具有对打印的显著压力要求;其中混合物可在几个体素的跨度中容易地改变梯度(即,从100%a切换到100%b)的运行混合的挑战;在体素背景下,不能可预测地精确确定可实现的最小梯度分辨率(即,49%、50%、51%与49.5%、50%、50.5%);并且最重要的是,在打印分辨率与打印速度之间存在固有折衷,其中打印速度的上限匹配熔融沉积成型(fdm)打印机的上限。打印速度的上限是所有连续的、基于点沉积的3d打印工艺中固有的。此外,根据挤出机系统的具体情况,最小可寻址体积可能很大。在一些基于螺旋输送机的位移系统中,对应于用于限定组成梯度的地板体素尺寸的该最小可寻址体积可在0.5微升至5微升范围内的任何地方,这转化为在每一侧上具有0.79mm至1.71mm的尺寸的立方体。与直径介于1微米至100微米之间的粉末尺寸相比,这相当大。
[0041]
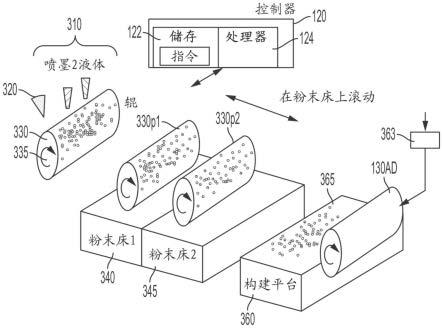
图2为根据一个实施方案的可用于制造3d部件的多种粉末的辊式沉积系统的示意图。
[0042]
所示系统包括辊330、包括喷墨头310和为非流体的曝光装置320的处理子系统、控制器120、具有如由处理子系统诱导的对辊中的特定像素具有亲和力的原料的粉末床(340,345),以及构建平台360诸如逐层生长制造的基底。
[0043]
喷墨头310能够同时沉积多种(例如,两种或更多种)流体而不改变流体。用于流体沉积的喷墨的重要有益效果是材料梯度的高分辨率(高达粉末给料的规模)或高分辨率,尤其是在处理功能取决于它们以薄膜形式生产的材料时。用喷墨液滴可实现的非常小的体积(例如皮升)特别适合于此。喷射到同一位置中的多种流体的喷墨液滴将非常快速地反应,从而允许对沉积材料内的化学反应或物理相互作用(例如,润湿)进行局部控制,从而允许化学活性、润湿和其他所得材料特性的非常小规模的结构化以亲和特定原料。喷墨头310能够在辊表面330的选定区域上以2皮升至50皮升的至少一种流体或这两种流体的限定体积分配液滴。材料的高分辨率和逐点沉积允许实际实现结构(诸如其材料随长度变化的线性特征,或多材料晶格),使得喷墨工具的产品与可通过流型沉积工具诸如挤出/注射器工具实现的那些产品至少互补。
[0044]
返回图2,该实施方案示出了使用辊式沉积工艺以一定程度的精度放置两种或更多种粉末,以在基底诸如构建平台360处构建多材料功能分级部件。代替通过将粉末原料(金属或陶瓷)分散在一些粘结剂-溶剂混合物中来配制液体油墨,以用于如图1所示的打印系统中,图2所示的实施方案示出了使用辊330将粉末直接放置到构建平台上。
[0045]
该想法是通过处理辊使用两种不同类型的与流体的诱导亲和力,然后对于每个“润湿像素”捕获仅对该流体具有亲和力的特定粉末类型。为了使粉末在选定部件处粘附到辊表面(330),实施方案将限定体积的流体喷射(310)到辊表面上,或者在替代方案中使用暴露装置320,当辊在粉末床(340,345)上运行(330p1,330p2)时,该暴露装置将引起对辊表面的临时粉末粘附。在释放步骤中,可使用能量装置363迫使任何液体蒸发,从而将粉末颗粒释放到构建平台360或基底中。已经在构建平台360中的粉末可用或不可用相同的液体或不同的液体诸如粘合剂润湿,以随后允许粉末颗粒在辊与构建平台之间转移。为了使用两种或更多种不同粉末如粉末床340和功率床345实现功能分级,该系统可喷墨两种或更多种不同的流体,其亲和力对粉末原料是特定的。在主要实施方案中,这可以是一种亲水性液体和一种疏水性液体,其可被设计成吸引或粘附到裸金属/陶瓷颗粒(亲水性)或蜡或聚合物覆盖的金属/陶瓷颗粒(疏水性)。此类粉末原料(340,345)可用于常规的金属和陶瓷制造工艺。例如,蜡或聚合物覆盖的金属颗粒通常用于金属注射成型。然后,预期过程是将两种流体顺序或同时喷墨(310)到辊表面330上(在层内形成预期的多材料或分级结构的像素图),然后使辊330顺序地运行到两个粉末床(340,345)中以使两种粉末类型粘附在辊上。然后使用制造模块中的说明将这些粉末全部转移365到构建平台360以逐层方式制造部件。支承材料可通过喷墨沉积固化的液体蜡或通过刮除支承粉末材料来引入,如图5a至5b和图6所示。这些支承材料可被设计成在打印后烧结期间烧尽、在高温处熔化或通过去粉末去除。对于平均直径为10微米的粉末(365),所公开的实施方案可实现20微米至50微米数量级(由一些相容基底上的喷墨液滴覆盖的粗糙区域)的x-y放置分辨率和10微米数量级(平均直径尺寸)的z放置分辨率。这两个尺寸均比对应于一些糊剂挤出系统的最小可寻址体积的立方体体素的尺寸小至少一个数量级,该立方体体素的尺寸大至0.79mm至1.71mm。
[0046]
示例性控制系统120可包括一个或多个本地处理器124,用于单独操作示例性控制系统120并用于实施针对增材制造(“am”)3d物体形成(如使用分级材料制造)的控制和操作功能,并且具体地用于实现流体、电子或电子照相像素形成方案。一个或多个处理器124可包括至少一个常规处理器或微处理器,所述至少一个常规处理器或微处理器解译和执行指示示例性控制系统120的特定功能的指令,以及用示例性控制系统120控制am 3d物体形成工艺。
[0047]
示例性控制系统120可以包括一个或多个数据存储设备122。一个或多个此类数据存储设备122可以用于存储将由示例性控制系统120(具体地讲,一个或多个处理器122)使用的数据或操作程序。一个或多个数据存储设备122可用于存储关于例如用于在与示例性控制系统120相关联的am 3d物体形成设备中产生3d物体的一个或多个3d物体模型的信息。所存储的3d物体模型信息可被转换成用于打印一系列2d切片(可用于在辊330的表面上创建像素图像)的数据,以用于以上文关于构建平台360大体描述的方式形成3d对象。数据存储设备122可包括能够存储可更新数据库信息的随机存取存储器(ram)或另一种类型的动态存储设备,以及用于由例如处理器124单独地存储用于执行系统操作的指令。
[0048]
在所描绘的实施方案中,辊330顺时针旋转335并且从清洁表面开始。设置在处理子系统的第一位置处的是流体类型的装置310,其喷射对特定粉末类型具有亲和力的流体并在其上形成图像。如图所示的流体型装置为一个或多个喷墨打印头,该一个或多个喷墨打印头用一种或多种流体均匀地润湿辊表面的选定部分,诸如图4a所示的像素,以形成具
有均匀且可控厚度的层,并且使得特定粉末在选定位置处附着到其表面。以这种方式,流体可通过喷射两种或更多种不同的流体而成对,这些流体的亲和力对粉末原料是特定的。传感器(未示出),诸如原位非接触式激光光泽传感器或激光对比度传感器,可用于确认层的均匀性和位置。图3示出了根据一个实施方案的具有不同材料的辊的等轴视图。
[0049]
其他形式的图像创建以及引起粉末类型对不使用流体的辊330中的特定像素的亲和力的方法:例如静电、电子照相等。相同的流体-粉末对方法可用于基于流体的第1材料和基于电子照相或静电的第2材料。熟知的用于生成像素图像的曝光装置320包括:光栅输出扫描仪(ros),其照射辊330的外表面的带电部分以在其上记录第一静电潜像;发光二极管(led)打印头,其发射辐照曝光光或通过使用电晕放电的机构与置于辊330上的感应负电荷的其他静电相互作用,该电晕放电再充电至相对高的、基本上均匀的电势或类似的机构。
[0050]
图3示出了根据一个实施方案的具有不同材料的辊的视图。在例示的实施方案中,辊330在该图示中被示出为逆时针旋转335,以将第一类型的颗粒410和第二类型的颗粒420放置在构建平台诸如基底360上。如图所示,颗粒可铺展到辊330的表面的任何位置并逐渐用于构建制造部件。
[0051]
图4a示出了在诱导两种亲和处理之后辊表面的2d表示,并且在图4b中示出了根据一个实施方案的对所施加的处理具有亲和力的颗粒。图4a为辊330的选定区域的2d表示。选定区域详述了两种不同类型的流体(或带电像素)以数字方式顺序地或同时地沉积在2d辊表面上的使用。具有两种不同类型的流体/电荷的想法是对于每个“润湿像素”或带电像素,然后捕获仅对该流体或带电空间具有亲和力的特定粉末类型。图4a像素可具有第一亲和处理(at1)和第二亲和处理(at2)。这种诱导的亲和力可以是选自由流体、静电、电子照相或它们的组合组成的组的类型。一般来讲,润湿的像素被设计成吸引或附着到粉末床中的裸金属/陶瓷颗粒(亲水性)或蜡覆盖或聚合物覆盖的金属/陶瓷颗粒(疏水性)。图4b示出了对所施加的引起亲和力at1和at2具有吸引力的颗粒。辊330被标记为330b,以指示粉末颗粒(450)基于其相应的亲和力附接到辊的表面。
[0052]
图5a和图5b示出了根据一个实施方案通过喷墨沉积固化的液态蜡(5a)或通过刮除载体粉末材料(图5b)来引入示例性支承材料。所施加的材料是单独的牺牲支承材料。支承材料在3d打印机中的作用是为在自下而上、逐层制造过程中后续层上的悬垂几何形状提供平台;可被洗掉或溶解的弱固化材料通常用作支承物。相关方法使用蜡作为支承材料;蜡在沉积后很快硬化,并在后处理吹扫步骤中熔化掉。如本文所用,“支承物”是指可满足该结构要求并且同时易于移除的材料。示例包括聚合物粉末,诸如聚乙烯醇、聚乳酸、具有限定熔融温度的蜡、散粉材料、盐、其他水溶性或有机溶剂可溶性粉末原料等。支承材料可通过喷墨沉积312凝固510的液体蜡505或通过在构建平台360处刮除520支承粉末材料535或基底或先前形成的粉末切片来引入。在支承材料将被刮除520的情况下,支承材料将由平均粒度低于主要原料的平均粒度的粉末构成以有利于容易的刮除。例如,对于金属或陶瓷粉末的10微米的平均粒度,刮除材料可由平均粒度为1微米至3微米的蜡或聚合物颗粒构成。这些支承材料可被设计成在打印后烧结期间烧尽、在高温处熔化或通过去粉末去除。
[0053]
应当理解,沉积层的平面化可在沉积另一层之前在一些实施方案中进行。在使用支承材料的情况下,平面化工艺可在引入支承材料之后进行,或者简单地在层的完全沉积之后但在随后的层的沉积之前进行。平面化建立了平坦表面,后续层将沉积到该平坦表面
上,并且是移除凸出的不规则特征所必需的,这些凸出的不规则特征可导致后续层的校平和其他打印缺陷。这些突出的、不规则的特征可能是由于粉末原料的放置、粉末原料的固有尺寸分散体(例如大颗粒或团块)或载体材料的引入。平面化可包括运行重型辊以压实沉积的表面并使其平面化,或沿表面以预期高度运行锋利边缘或刮片以移除高于一定间隙间距的凸出的松散特征结构。在支承材料为蜡或一些其他受热粉末的情况下,可在蜡充分温热和熔化的状态期间施加平面化,并且其中运行辊或刮片的动作将熔化材料的液体水平施加到规定间隙中。
[0054]
图6示出了根据一个实施方案的在包括支承物的预先存在的层的顶部上使用辊式沉积跨两种材料的整个构建和选择性x-y放置的粘合剂材料的毯覆式沉积。在该实施方案中,该系统和方法在整个构建板360上沉积粘合剂610以促进从辊330将新粉末层620转移到预先存在的粉末层602的步骤。在该图示中,粘合剂施加器312可被定位成在转移步骤之前将粘合剂供应到基底360(或其上的层602的顶部)。此类粘合剂610促进层630从辊330转移到如基底360或构建平台上预先存在的粉末602的层。由施加器312施加的粘合剂610可以是被选择成不影响支承物510或粉末材料365的任何可商购获得的粘合剂产品,并且可通过喷涂、辊涂、刷涂等施加。粘合剂610本身可以是聚合物材料,诸如可商购获得的环氧树脂和其他快速固化材料,或者它可以是惰性液体,诸如水、有机硅或矿物油,其对所有不同的粉末材料365具有一般亲和力,并且其中该亲和力导致粉末从辊转移到部件。粘合剂610可在打印后烧结期间或在其他修整工艺期间去除。用于去除该粘合剂连同所用的任何支承材料的方法可包括加热(诸如加热炉或烘箱)、机械方式(诸如振动)、化学(诸如矿物油或醇浴)以选择性地溶解粘合剂和/或支承物。
[0055]
使用打印头如312的3d打印机可在构建平台360内沉积一个或多个固化和非固化(例如,粘合剂)区域。然后,辊330可将如参照图2所述的另一层粉末620沉积在粘合剂结构610上。被示出夹在新沉积的材料630与先前层602之间的沉积的粘合剂结构610提供层之间的粘结。
[0056]
在操作中,辊330通过沿着确定的路径将辊移动到基底360上来沉积原料,从而制造3d物体。通常,产品的制造通过原料的分层沉积来进行。这种用于分级材料制造的平面分层沉积方法使得多种粉末的放置能够以比目前通过依赖于微混合和挤出的方法所实现的更高的分辨率在3d物体内创建材料组成梯度(图1)。该辊式方法应当能够以z方向上的粒径的数量级和x-y方向上的粒径的线性因数的分辨率来放置颗粒。例如,对于约10微米的平均粒径,这可对应于约10微米(z)
×
50微米(y)
×
50微米(x)的可寻址体素尺寸。这对应于25,000立方微米或2.5x10-5
微升的体素体积。在不考虑混合所需的最小死体积的情况下,这比一些基于挤出的系统中约0.5微升至5微升的可寻址体素尺寸小几个数量级,这对可制造的材料梯度施加了不同的限制。
[0057]
方法700和720详细描述了使用辊以数字方式将多种粉末类型沉积在基底如构建平台360上以构建3d对象的过程。喷墨头310和/或曝光装置320将使辊330曝光,以记录表示预期的多材料或分级结构的像素图的图像。一个图像对某种类型的构建材料具有亲和力,另一个图像对另一种类型的材料具有亲和力,等等。然后将这些图像转移到类似基底的构建平台360,彼此连续配准以形成分级结构或3d部件。
[0058]
图7为示出根据一个实施方案的制造分层分级材料的方法700的操作的流程图。方
法700开始于动作710,其中事件诸如系统初始化或类似于按压启动按钮以制造/生产部件或物体。例如,用于以下各种应用的金属和陶瓷部件的制造商:航空航天、汽车、生物医学、能源和其他功能用途。控制然后传递到动作720,其中方法700处理辊表面的选定区域如辊330以引起粉末类型对特定像素的亲和力。图4a是已适应不同流体类型的选定区域的示例。控制然后传递到动作740,其中辊330在具有材料原料a的床上运行/旋转。在动作750中,辊330在具有材料原料b的床上运行。在动作740和750中,使用辊模块的控制器120将旋转信号或命令传输到机构诸如电动马达,使得辊330旋转。以类似的方式,使用程序模块的控制器120可命令另一个机构或具有凸轮和齿轮的马达将辊330定位在选定位置处,如在粉末床340、345处或在构建平台360处,以拾取亲和材料并递送/沉积附着在其表面的材料。
[0059]
当辊在粉末床(340,345)上运行之后,控制随后传递到动作760以使辊330在构建床360或基底上运行以沉积分级材料的切片。重复该过程,直到逐层制造物体。在动作780中,使用熟知的方法清洁辊,诸如加热,诸如通过ir灯照射、化学试剂、溶剂、摇动或施加电场,如通过电晕放电装置产生的那些。清洁780可在层之间、层的顺序之后和/或在所有层已通过辊330沉积之后执行。需注意,760中所述的动作包括在主辊的动作内发生的用于沉积多种粉末的过程。一旦多材料粉末层已被转移到构建体中,就可在沉积后续层的动作710之前,然后在720之前进行先前描述的支承物和粘合剂材料沉积过程(图5、图6)。
[0060]
图8为示出根据环境引起粉末类型对辊中特定像素的亲和力的方法720的流程图。方法720从动作722开始,在其中选择对功率类型的亲和力。如上所述,亲和力可采取流体类型或带电类型的形式,并且这两种类型可在辊330的表面上组合。当制造物体时,两种不同类型的材料,诸如两种或更多种不同的流体-粉末对,其中每种粉末原料具有润湿亲和力,而对另一种流体不具有润湿性,或者使用其他手段来引起颗粒临时对辊表面具有亲和力-例如,电子照相等。虽然被描述为应用于两种不同的材料,但方法722可从两个流体-粉末对扩展至多个流体-粉末对,并且扩展至使用辊以数字方式将多种粉末类型沉积在基底上以构建3d物体。
[0061]
在动作724中,对辊330的表面的选定区域中的那些像素引起基于流体的亲和力。
[0062]
在动作726中,该方法在辊330的表面的选定区域中引起非流体亲和力,如静电荷。
[0063]
在动作728中,选择流体和非流体方法以逐个像素地引起亲和力。然后在动作724、动作726或动作728中,控制传递到动作732以吸引适当的粉末以获得选定亲和力。
[0064]
应当理解,几种上述所公开的和其他特征和功能或其另选方案可以期望地组合到许多其他不同的系统或应用程序中。而且,本领域技术人员可以随后进行其中的各种目前无法预见或无法预料的替代、修改、变化或改进。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1