三维造型装置的制作方法
1.本公开涉及一种三维造型装置。
背景技术:
2.在专利文献1中公开了一种一边挤压熔融树脂、一边以多阶段层叠的装置。该装置将熔融树脂从喷出单元挤压到为了提高层间的熔接强度而由加热单元进行了加热的前阶段的层上,从而形成层。
3.专利文献1:日本特开2005-335380号公报
4.为了尺寸精度良好地对三维造型物进行造型,优选层的厚度薄。如果使层的厚度变薄,则层的热容量变小,因此层容易冷却而固化。如上述文献那样,即使在对上下相邻的层中的上侧的层进行造型时加热了下侧的层,在对上侧的层进行造型的期间上侧的层的一部分也有可能冷却而固化。因此,在对与固化的部分邻接的部分进行造型时,喷嘴与固化的部分接触,三维造型物的形状有可能变形。
技术实现要素:
5.根据本公开的第一方式,提供一种三维造型装置。该三维造型装置具备:载物台;喷出部,向所述载物台喷出熔融的材料;位置变更部,变更所述载物台与所述喷出部的相对位置;温度调整部,调整喷出到所述载物台的所述材料的温度;温度传感器,计测喷出到所述载物台的所述材料的温度;存储部,存储有表示所述材料的温度与所述材料的粘度的关系的第一关系数据;以及控制部,通过控制所述喷出部、所述位置变更部和所述温度调整部,在所述载物台上形成第一造型物和第二造型物。所述控制部执行:第一控制,通过从所述喷出部喷出所述材料,对所述第一造型物进行造型;第二控制,通过所述温度传感器计测所述第一造型物的温度并调整所述温度调整部的输出,以使基于由所述温度传感器计测的所述第一造型物的温度和所述第一关系数据计算的所述第一造型物的粘度为预先确定的粘度以下;第三控制,通过从所述喷出部喷出所述材料,形成所述第二造型物中的第一部分;以及第四控制,通过以在所述第二控制中调整的输出由所述温度调整部调整所述第一部分的温度并从所述喷出部喷出所述材料,形成所述第二造型物中的作为与所述第一部分相邻的部分的第二部分。
6.根据本公开的第二方式,提供一种三维造型装置。该三维造型装置具备:载物台;喷出部,向所述载物台喷出熔融的材料;位置变更部,变更所述载物台与所述喷出部的相对位置;温度调整部,调整喷出到所述载物台的所述材料的温度;温度传感器,计测喷出到所述载物台的所述材料的温度;存储部,存储有表示所述材料的温度与所述材料的粘度的关系的第一关系数据;以及控制部,通过控制所述喷出部、所述位置变更部和所述温度调整部,在所述载物台上形成造型物。所述控制部执行:第一控制,通过从所述喷出部喷出所述材料,形成所述造型物中的第一部分;第二控制,通过所述温度传感器计测所述第一部分的温度并调整所述温度调整部的输出,以使基于由所述温度传感器计测的所述第一部分的温
度和所述第一关系数据计算的所述第一部分的粘度为预先确定的粘度以下;以及第三控制,通过以在所述第二控制中调整的输出由所述温度调整部调整所述第一部分的温度并从所述喷出部喷出所述材料,形成所述造型物中的作为与所述第一部分相邻的部分的第二部分。
附图说明
7.图1是示出第一实施方式的三维造型装置的概略构成的立体图。
8.图2是示出第一实施方式的三维造型装置的概略构成的剖视图。
9.图3是示出平面螺旋件的构成的立体图。
10.图4是示出料筒的构成的俯视图。
11.图5是示出第一关系数据的一个例子的说明图。
12.图6是示出形状数据的一个例子的说明图。
13.图7是示出切片数据的一个例子的说明图。
14.图8是示出造型路径数据的一个例子的说明图。
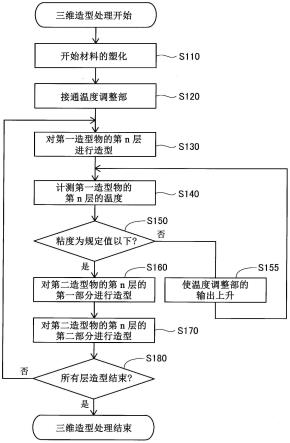
15.图9是示出第一实施方式的三维造型处理的内容的流程图。
16.图10是示意性地示出形成第一造型物及第二造型物的情况的说明图。
17.图11是图10中的xi-xi线剖视图。
18.图12是示出第二实施方式的三维造型处理的内容的流程图。
19.图13是示出第三实施方式的第二关系数据的一个例子的说明图。
20.符号说明
21.20:材料供给部;22:供给路;30:塑化部;31:螺旋件壳;32:驱动电机;40:平面螺旋件;42:槽形成面;43:侧面;44:材料导入口;45:槽部;46:凸条部;47:中央部;50:料筒;52:螺旋件对置面;54:导向槽;56:连通孔;58:塑化加热器;60:喷出部;61:喷嘴;62:喷嘴孔;63:前端面;65:流路;70:喷出量调整部;72:驱动轴;73:阀芯;74:阀驱动部;100:三维造型装置;200:造型部;205:支承部;210:温度调整部;220:温度传感器;300:载物台;301:造型面;310:载物台加热器;400:位置变更部;410:第一电动执行器;420:第二电动执行器;430:第三电动执行器;500:控制部;510:造型执行部;520:存储部。
具体实施方式
22.a.第一实施方式:
23.图1是示出第一实施方式中的三维造型装置100的概略构成的立体图。图2是示出第一实施方式中的三维造型装置100的概略构成的剖视图。图1及图2示出表示相互正交的x、y、z方向的箭头。x方向及y方向是与水平面平行的方向,z方向是与重力方向相反的方向。表示x、y、z方向的箭头在其他图中图示的方向也以与图1、图2对应的方式适当地进行了图示。在以下的说明中,在确定朝向的情况下,将作为箭头指示的方向的正方向作为“+”,将作为与箭头指示的方向相反的方向的负方向作为
“‑”
,在方向标记中并用正负符号。
24.如图1所示,在本实施方式中,三维造型装置100具备:造型部200、温度调整部210、温度传感器220、载物台300、位置变更部400和控制部500。三维造型装置100在控制部500的控制下,从设置于造型部200的喷嘴61向载物台300喷出造型材料,同时通过位置变更部400
使喷嘴61与载物台300的相对位置变化,由此在载物台300上层叠造型材料,形成具有三维形状的第一造型物ob1及第二造型物ob2。
25.如图2所示,造型部200具备:作为材料mr的供给源的材料供给部20;对材料mr进行塑化而成为造型材料的塑化部30;以及具有上述喷嘴61的喷出部60。“塑化”是指对具有热塑性的材料加热而熔融。“熔融”不仅是指具有热塑性的材料被加热到熔点以上的温度而成为液状,还是指通过具有热塑性的材料被加热到玻璃化转变温度以上的温度而软化,表现出流动性。
26.材料供给部20将用于生成造型材料的材料mr供给到塑化部30。在本实施方式中,材料供给部20由收纳材料mr的料仓构成。在材料供给部20的下方设置有排出口,该排出口经由供给路22与塑化部30连接。在本实施方式中,作为材料mr使用形成为颗粒状的abs树脂。
27.塑化部30对从材料供给部20经由供给路22供给的材料mr进行塑化而成为造型材料,并供给到喷出部60。塑化部30具备:螺旋件壳31、驱动电机32、平面螺旋件40、料筒50和塑化加热器58。
28.螺旋件壳31是收纳平面螺旋件40的框体。在螺旋件壳31的下端部固定有料筒50,在由螺旋件壳31和料筒50包围的空间收纳有平面螺旋件40。在螺旋件壳31的上表面固定有驱动电机32。
29.平面螺旋件40具有沿其中心轴rx的方向的高度比直径小的大致圆柱形状。平面螺旋件40以中心轴rx与z方向平行的方式配置在螺旋件壳31内。平面螺旋件40在与料筒50对置的下端部具有形成有槽部45的槽形成面42。在平面螺旋件40中,在与槽形成面42相反侧的上端部连接有驱动电机32。通过驱动电机32产生的转矩,平面螺旋件40在螺旋件壳31内以中心轴rx为中心旋转。驱动电机32在控制部500的控制下被驱动。
30.图3是示出本实施方式中的平面螺旋件40的构成的立体图。为了容易理解技术,图3以与图2上下相反朝向示出平面螺旋件40。图3中由点划线示出平面螺旋件40的中心轴rx的位置。
31.平面螺旋件40的槽形成面42中的与中心轴rx交叉的中央部47构成为连接有槽部45的一端的凹陷。中央部47与图2所示的料筒50的连通孔56对置。
32.槽部45以从中央部47向平面螺旋件40的外周描绘弧形的方式以旋涡状延伸。槽部45可以构成为渐开线曲线状,也可以构成为以螺旋状延伸。在槽形成面42设置有构成槽部45的侧壁部且沿各槽部45延伸的凸条部46。槽部45连续到形成于平面螺旋件40的侧面43的材料导入口44。该材料导入口44是接受经由材料供给部20的供给路22供给的材料mr的部分。从材料导入口44导入到槽部45内的材料mr通过平面螺旋件40的旋转在槽部45内向中央部47输送。
33.图3示出具有三个槽部45和三个凸条部46的平面螺旋件40。设置于平面螺旋件40的槽部45、凸条部46的数量不限定于三个。在平面螺旋件40可以仅设置一个槽部45,也可以设置两个以上的多个槽部45。此外,可以与槽部45的数量配合而设置任意数量的凸条部46。图3示出材料导入口44形成于三个部位的平面螺旋件40。设置于平面螺旋件40的材料导入口44的位置不限定于三个部位。在平面螺旋件40中,材料导入口44可以仅设置于一个部位,也可以设置于两个部位以上的多个位置。
34.图4是示出本实施方式中的料筒50的构成的俯视图。料筒50具有与平面螺旋件40的槽形成面42对置的螺旋件对置面52。在螺旋件对置面52的中央设置有与喷出部60连通的连通孔56。在螺旋件对置面52中,在连通孔56的周围形成有多个导向槽54。各导向槽54的一端与连通孔56连接。各导向槽54从连通孔56向螺旋件对置面52的外周以旋涡状延伸。各导向槽54具有将造型材料引导到连通孔56的功能。另外,导向槽54的一端也可以不与连通孔56连接。此外,在螺旋件对置面52也可以不设置导向槽54。
35.如图2所示,在料筒50中埋设有用于对材料mr进行加热的塑化加热器58。在本实施方式中,塑化加热器58接受电力的供给而发热。塑化加热器58的温度由控制部500控制。
36.在槽部45内输送的材料mr通过由平面螺旋件40的旋转产生的剪切和来自塑化加热器58的热而被塑化,成为糊剂状的造型材料。造型材料从连通孔56供给到喷出部60。
37.喷出部60设置于料筒50的下方。喷出部60具备喷嘴61、流路65和喷出量调整部70。喷嘴61在-z方向侧的端部具有前端面63。以前端面63沿着水平面的方式设置喷嘴61。在前端面63的中央设置有喷嘴孔62。喷嘴孔62经由流路65与料筒50的连通孔56连通。喷嘴61将从塑化部30供给的造型材料从喷嘴孔62向-z方向喷出。前端面63的形状及喷嘴孔62的开口形状是圆形形状。将喷嘴孔62的直径称为喷嘴直径。另外,喷嘴孔62的开口形状也可以不是圆形,而是例如椭圆形、四边形等多边形,前端面63的形状也可以不是圆形,而是例如椭圆形、四边形等多边形。
38.喷出量调整部70调节从喷嘴61喷出的造型材料的量。在以下的说明中,将从喷嘴61喷出的造型材料的量称为喷出量。在本实施方式中,喷出量调整部70具备:作为轴状部件的驱动轴72;根据驱动轴72的旋转来开闭流路65的阀芯73;以及使驱动轴72旋转的阀驱动部74。
39.驱动轴72以与造型材料的流动方向交叉的方式安装于流路65的中途。在本实施方式中,驱动轴72以与y方向平行的方式安装,y方向是与流路65内的造型材料的流动方向垂直的方向。驱动轴72能够以沿y方向的中心轴为中心旋转。
40.阀芯73是在流路65内旋转的部件。在本实施方式中,阀芯73通过将配置在驱动轴72的流路65内的部位加工成板状而形成。在从与其板面垂直的方向观察阀芯73时的形状与配置有阀芯73的部位中的流路65的开口形状大致一致。
41.阀驱动部74在控制部500的控制下使驱动轴72旋转。阀驱动部74例如由步进电机构成。阀芯73通过驱动轴72的旋转而在流路65内旋转。
42.在阀芯73的板面保持为与流路65中的造型材料的流动方向垂直的情况下,切断从流路65向喷嘴61的造型材料的供给,因此来自喷嘴61的造型材料的喷出停止。驱动轴72通过阀驱动部74而旋转,如果阀芯73的板面相对于流路65中的造型材料的流动方向保持为锐角,则开始从流路65向喷嘴61供给造型材料,以与阀芯73的旋转角度对应的喷出量从喷嘴61喷出造型材料。如图2所示,在阀芯73的板面保持为与流路65中的造型材料的流动方向平行的情况下,流路65成为最大打开的状态。在该状态下,喷出量为最大。由此,喷出量调整部70能够切换造型材料的喷出的开启和关闭,并且能够实现喷出量的调节。
43.载物台300具有与喷嘴61的前端面63对置的造型面301。在造型面301上形成第一造型物ob1及第二造型物ob2。在本实施方式中,造型面301以与水平面平行的方式设置。载物台300由位置变更部400支承。
44.在载物台300设置有载物台加热器310。在本实施方式中,载物台加热器310埋设于载物台300,在控制部500的控制下对载物台300的造型面301进行加热。
45.位置变更部400使喷嘴61与载物台300的相对位置变化。在本实施方式中,位置变更部400通过使载物台300在x方向及y方向上移动,使x方向及y方向上的喷嘴61与载物台300的相对位置变化,并且通过使造型部200沿z方向移动,使z方向上的喷嘴61与载物台300的相对位置变化。在本实施方式中,位置变更部400由使载物台300沿x方向移动的第一电动执行器410、使载物台300和第一电动执行器410沿y方向移动的第二电动执行器420、以及使造型部200沿z方向移动的第三电动执行器430构成。各电动执行器410~430在控制部500的控制下被驱动。
46.位置变更部400可以构成为使载物台300在z方向上移动,使造型部200沿x方向及y方向移动,由此使喷嘴61与载物台300的相对位置变化。位置变更部400可以构成为不使造型部200移动而使载物台300在x方向、y方向及z方向上移动,由此使喷嘴61与载物台300的相对位置变化,也可以构成为不使载物台300移动而使造型部200在x方向、y方向及z方向上移动,由此使喷嘴61与载物台300的相对位置变化。
47.温度调整部210配置于喷嘴61的外周。在本实施方式中,温度调整部210经由支承部205固定于造型部200。支承部205具有矩形板状的外形形状。在支承部205的中央设置有供喷嘴61穿过的贯通孔。温度调整部210配置成与载物台300的造型面301平行。通过位置变更部400使造型部200与载物台300的相对位置变化,固定于造型部200的温度调整部210与载物台300的相对位置变化。温度调整部210的面积比载物台300的造型面301的面积大。在从喷嘴61朝向载物台300的-z方向观察时,温度调整部210的外周缘配置于载物台300相对于喷嘴61移动的区域的外侧。即,无论通过位置变更部400使温度调整部210与载物台300的相对位置如何变化,载物台300都配置于比温度调整部210的外周缘靠向内侧的位置。
48.在控制部500的控制下,温度调整部210调整层叠在载物台300上的造型材料的温度。在本实施方式中,温度调整部210构成为能够均匀地加热载物台300的造型面301的整个区域。温度调整部210例如由卤素加热器构成。温度调整部210可以由镍铬合金丝加热器或碳加热器构成,也可以由送出热风的加热器构成。
49.温度传感器220固定于支承部205的外周端部。温度传感器220计测层叠在载物台300上的造型材料的温度。在本实施方式中,温度传感器220是非接触式的红外线温度计。由温度传感器220计测的温度被发送到控制部500。
50.控制部500由计算机构成,该计算机具备一个或多个处理器、主存储装置、与外部进行信号的输入输出的输入输出接口。另外,控制部500也可以不是由计算机构成,而是由多个电路的组合构成。
51.控制部500具有执行三维造型处理的造型执行部510、以及存储各种数据的存储部520。造型执行部510通过处理器执行读入到主存储装置上的程序、命令,执行后述的三维造型处理。造型执行部510使用从与三维造型装置100连接的计算机或usb存储器等存储介质获取的造型数据,执行三维造型处理。
52.在存储部520存储有第一关系数据。第一关系数据表示材料mr的温度与材料mr的粘度的关系。第一关系数据能够通过预先进行的试验来制作。在本实施方式中,第一关系数据由函数表示。第一关系数据也可以不是由函数表示,而是由映射表示。
53.图5是示出第一关系数据的一个例子的说明图。图5示出表示材料mr的温度与材料mr的粘度的关系的图表。横轴表示温度,纵轴表示粘度。纵轴以对数刻度表示。一般来说,材料mr的温度越高,材料mr的粘度越低。图5示出abs树脂、聚丙烯树脂(pp)及添加有碳纳米管的聚碳酸酯树脂(pc-cnt)的温度与粘度的关系。
54.图6是示出形状数据dt1的一个例子的说明图。图7是示出切片数据dt2的一个例子的说明图。图8是示出造型路径数据dt3的一个例子的说明图。用于三维造型处理的造型数据例如通过使安装于与三维造型装置100连接的计算机的切片软件读入形状数据dt1来制作。形状数据dt1是指三维cad数据或三维cg数据。
55.在图6所示的形状数据dt1中表示第一造型物ob1的形状和第二造型物ob2的形状。第一造型物ob1用于调整温度调整部210的输出。第二造型物ob2具有与产品形状对应的形状。在该例子中,第一造型物ob1具有长方体状的外形形状。第二造型物ob2具有箱状的外形形状,该箱状的外形形状具有底面部bp和侧面部sp。另外,也可以在不同的形状数据中表示第一造型物ob1的形状和第二造型物ob2的形状。
56.如图7所示,切片软件读入形状数据dt1并生成切片数据dt2。确定载物台300上的第一造型物ob1的朝向、配置以及载物台300上的第二造型物ob2的朝向、配置,并且在确定了层叠间距之后,生成第一造型物ob1及第二造型物ob2根据层叠间距被分割为多层的切片数据dt2。层叠间距是指一层的厚度。从接近载物台300的一侧开始,将各层依次称为第一层ly1、第二层ly2、第三层ly3。
57.如图8所示,切片软件使用切片数据dt2生成造型路径数据dt3。在造型路径数据dt3中表示造型路径zp,该造型路径zp是用于形成第一造型物ob1及第二造型物ob2的各层的喷嘴61的移动路径。在图8中作为一个例子由点划线示出用于形成第一造型物ob1及第二造型物ob2的一层的造型路径zp。在该例子中,造型路径zp由直线状的多个造型路径要素pe1~pe20构成。通过沿造型路径要素pe1~pe8从喷嘴61喷出造型材料,以一笔画成的方式形成第一造型物ob1的层,通过沿造型路径要素pe9~pe20从喷嘴61喷出造型材料,以一笔画成的方式形成第二造型物ob2的层。
58.在造型数据中,除了造型路径zp以外,还表示沿造型路径zp形成层时的喷出量的目标值、塑化加热器58的输出的目标值、温度调整部210的输出的目标值、载物台加热器310的输出的目标值、以及层叠在载物台300上的造型材料的粘度的目标值等。温度调整部210的输出的目标值例如是指温度调整部210产生的热能的目标值、温度调整部210的温度的目标值或供给到温度调整部210的电流值的目标值。
59.图9是示出本实施方式中的三维造型处理的内容的流程图。在供给了规定的开始命令的情况下,由造型执行部510开始该处理。例如在按下了设置于三维造型装置100的开始按钮的情况下,开始命令被供给到造型执行部510。
60.首先,在步骤s110中,造型执行部510开始造型材料的生成。造型执行部510通过控制平面螺旋件40的旋转及塑化加热器58的温度,使材料塑化而生成造型材料。在进行该处理的期间持续生成造型材料。
61.接着,在步骤s120中,造型执行部510接通温度调整部210及载物台加热器310的输出。造型执行部510以造型数据所表示的输出使温度调整部210及载物台加热器310的运转开始。在本实施方式中,温度调整部210及载物台加热器310的输出在进行该处理的期间被
接通。
62.在步骤s130中,造型执行部510通过从喷嘴61喷出造型材料,形成第一造型物ob1的第n层。n是自然数。造型执行部510使喷嘴61沿造型数据所表示的造型路径相对于载物台300移动,同时从喷嘴61喷出造型材料,由此形成第一造型物ob1的第n层。在本实施方式中,从喷嘴61以摄氏250度的温度喷出造型材料。如后所述,执行多次步骤s130的处理。在第一次的步骤s130中,造型执行部510形成第一造型物ob1的第一层ly1,在第二次的步骤s130中,造型执行部510形成第一造型物ob1的第二层ly2。另外,有时将由步骤s130执行的控制称为第一控制。
63.在步骤s140中,造型执行部510通过温度传感器220计测第一造型物ob1的第n层的温度。在本实施方式中,造型执行部510在通过控制位置变更部400使温度传感器220移动到能够计测第一造型物ob1的第n层的温度的位置之后,通过温度传感器220计测第一造型物ob1的第n层的温度。
64.在步骤s150中,造型执行部510判定第一造型物ob1的第n层的粘度是否为规定的粘度以下。在本实施方式中,在基于由温度传感器220计测的第一造型物ob1的第n层的温度和第一关系数据计算的粘度为造型数据所表示的造型材料的粘度的目标值以下的情况下,造型执行部510判断为第一造型物ob1的第n层的粘度为规定的粘度以下。该粘度的目标值设定为第n层因自重而压扁规定量以上的值。在本实施方式中,粘度的目标值是100000pa
·
sec。因此,通过温度调整部210以调整后的输出对第n层进行加热,第n层的温度能够保持为摄氏130度以上。
65.在步骤s150中,在未判断为第一造型物ob1的第n层的粘度为规定的粘度以下的情况下,造型执行部510在步骤s155中使温度调整部210的输出上升。此后,造型执行部510使处理返回到步骤s140,通过温度传感器220计测第一造型物ob1的第n层的温度,在步骤s150中判定第一造型物ob1的第n层的粘度是否为规定值以下。造型执行部510反复进行步骤s155、步骤s140及步骤s150的处理,直到在步骤s150中判断为第一造型物ob1的第n层的粘度为规定的粘度以下。即,在本实施方式中,造型执行部510通过温度传感器220计测第一造型物ob1的第n层的温度并调整温度调整部210的输出,以使基于由温度传感器220计测的第一造型物ob1的第n层的温度和第一关系数据计算的第一造型物ob1的第n层的粘度为预先确定的粘度以下。造型执行部510将判断为第一造型物ob1的第n层的粘度为规定的粘度以下时的温度调整部210的输出存储于存储部520。另外,有时将由步骤s155、步骤s140及步骤s150执行的控制称为第二控制。
66.在步骤s150中判断为第一造型物ob1的第n层的粘度为规定的粘度以下的情况下,在步骤s160中,造型执行部510通过从喷嘴61喷出造型材料,形成第二造型物ob2的第n层中的与已经形成的第n层的部分不相邻的部分。将第二造型物ob2的第n层中的与已经形成的第n层的部分不相邻的部分称为第一部分。在图8所示的例子中,沿造型路径要素pe9~pe12形成的部分是第一部分。造型执行部510使喷嘴61沿造型数据所表示的造型路径相对于载物台300移动,同时从喷嘴61喷出造型材料,由此形成第一部分。在本实施方式中,在形成第一部分时,造型执行部510按照存储于存储部520的输出的目标值,使温度调整部210运转。另外,在形成第一部分时,造型执行部510也可以暂时断开温度调整部210的输出。有时将由步骤s160执行的控制称为第三控制。
67.在步骤s170中,造型执行部510按照存储于存储部520的输出的目标值使温度调整部210运转,对第二造型物ob2的第n层中的已经形成的部分进行加热,并且从喷嘴61喷出造型材料,由此形成第二造型物ob2的第n层中的与已经形成的部分相邻的部分。将第二造型物ob2的第n层中的与已经形成的部分相邻的部分称为第二部分。在图8所示的例子中,沿造型路径要素pe13~pe20形成的部分是第二部分。造型执行部510使喷嘴61沿造型数据所表示的造型路径相对于载物台300移动,同时从喷嘴61喷出造型材料,由此形成第二部分。另外,有时将由步骤s170执行的控制称为第四控制。
68.在步骤s180中,造型执行部510判定所有层的形成是否结束。造型执行部510通过参照造型数据,能够判断所有层的形成是否结束。在步骤s180中,在未判断为所有层的形成结束的情况下,造型执行部510通过控制位置变更部400,在使喷嘴61与载物台300的间隔扩大第n层的厚度之后,使处理返回到步骤s130,形成第一造型物ob1及第二造型物ob2的第n+1层。造型执行部510例如在形成第一造型物ob1及第二造型物ob2的第一层ly1之后,形成第一造型物ob1及第二造型物ob2的第二层ly2,并且在形成第一造型物ob1及第二造型物ob2的第二层ly2之后,形成第一造型物ob1及第二造型物ob2的第三层ly3。造型执行部510反复进行步骤s130至步骤s180的处理,直到在步骤s180中判断为所有层的形成结束,由此形成第一造型物ob1及第二造型物ob2的所有层。在步骤s180中判断为所有层的形成结束的情况下,造型执行部510结束该处理。
69.图10是示意性地示出通过上述三维造型处理形成第一造型物ob1及第二造型物ob2的情况的说明图。图11是图10中的xi-xi线剖视图。在图9所示的三维造型处理的步骤s130、步骤s160及步骤s170中,如图10所示,造型执行部510使载物台300与喷嘴61的相对位置变化,同时从喷嘴61喷出造型材料mm。此时,造型执行部510在将载物台300的造型面301与喷嘴61的前端面63的间隔保持为固定的状态下,使载物台300与喷嘴61的相对位置变化。从喷嘴61喷出的造型材料mm沿喷嘴61的移动路径以线状的方式堆积在载物台300上。堆积在载物台300上的造型材料mm在因自重而压扁之后,冷却固化。
70.造型执行部510通过反复进行图9所示的步骤s130至步骤s180的处理,造型执行部510形成第一造型物ob1及第二造型物ob2的层ml,使喷嘴61相对于载物台300的位置向+z方向移动,在至此为止形成的层ml上进一步堆叠层ml,由此形成第一造型物ob1及第二造型物ob2。
71.如图11所示,层ml与载物台300的造型面301之间的距离越远,来自载物台加热器310的热越难以传递到层ml。因此,在不变更温度调整部210的输出的情况下,从喷嘴61喷出的造型材料mm冷却而造型材料mm的粘度容易上升。如果造型材料mm的粘度上升,则造型材料mm难以压扁。由于构成三维造型装置100的各部件的组装精度等,难以将喷嘴61的前端面63与载物台300的造型面301保持为完全平行。因此,如果造型材料mm难以压扁,则在层ml的形成中,喷嘴61有可能与层ml接触。
72.在本实施方式中,造型执行部510通过执行步骤s140至步骤s155的处理,调整温度调整部210的输出,以使造型材料mm的粘度为100000pa
·
sec以下。在与已经形成的第一部分p1相邻的第二部分p2的形成之前,通过调整了输出的温度调整部210对第一部分p1进行加热。通过来自温度调整部210的加热,第一部分p1的温度被保持为造型材料mm的粘度成为100000pa
·
sec以下的摄氏130度以上。在造型材料mm的粘度为100000pa
·
sec以下的情况
下,造型材料mm容易因自重而压扁。因此,能够确保z方向上的喷嘴61与第一部分p1的间隔g。
73.根据以上说明的本实施方式中的三维造型装置100,造型执行部510在第二造型物ob2的层ml中的第二部分p2的形成之前,使用调整了输出的温度调整部210来调整第二造型物ob2的层ml中的第一部分p1的温度,由此降低第一部分p1的粘度,使第一部分p1因自重被压扁,能够扩大喷嘴61与第一部分p1的间隔g。因此,能够抑制在形成第二部分p2时起因于喷嘴61与第一部分p1接触而第二造型物ob2的形状变形。进而,在本实施方式中,使用由非接触式的温度传感器220计测的第一部分p1的温度来调整温度调整部210的输出,因此能够抑制在计测第一部分p1的温度时三维造型物的形状变形。
74.此外,在本实施方式中,温度调整部210由均匀地加热载物台300的造型面301的加热器构成,因此能够通过温度调整部210均匀地加热形成在造型面301上的第二造型物ob2中的第一部分p1。特别是在本实施方式中,与向第二造型物ob2的第一部分p1以点状照射激光而对第一部分p1进行加热的方式相比,能够均等地加热第一部分p1的大范围。此外,与照射激光而以点状加热第一部分p1的方式相比,能够通过简易的控制对目标位置进行加热。
75.此外,在本实施方式中,由于温度调整部210固定于造型部200,所以能够不使喷嘴61与温度调整部210的相对位置变化而使喷嘴61和温度调整部210移动。因此,能够抑制喷嘴61的移动被温度调整部210阻碍。
76.此外,在本实施方式中,在从喷嘴61朝向载物台300的-z方向观察时,温度调整部210的外周缘配置于载物台300相对于喷嘴61移动的区域的外侧。因此,即使通过位置变更部400将载物台300相对于喷嘴61的相对位置变更为任意的位置,载物台300都配置于比温度调整部210的外周缘靠向内侧的位置,因此能够容易地通过温度调整部210调整形成在载物台300上的第二造型物ob2中的第一部分p1的温度。
77.b.第二实施方式:
78.图12是示出第二实施方式中的三维造型处理的内容的流程图。在第二实施方式中,与第一实施方式不同的是造型执行部510不对图1所示的第一造型物ob1进行造型而使用第二造型物ob2来调整温度调整部210的输出。其他构成只要没有特别说明,则与第一实施方式相同。在本实施方式中,将第二造型物ob2简称为造型物ob。
79.如图12所示,在本实施方式中,如果开始三维造型处理,则首先在步骤s210中,造型执行部510开始造型材料的生成。接着,在步骤s220中,造型执行部510接通温度调整部210及载物台加热器310的输出。此后,在步骤s230中,造型执行部510通过从喷嘴61喷出造型材料,形成造型物ob的第n层中的与已经形成的第n层的部分不相邻的第一部分。另外,有时将由步骤s230执行的控制称为第一控制。
80.在步骤s240中,造型执行部510通过温度传感器220计测造型物ob的第n层中的第一部分的温度。在步骤s250中,造型执行部510判定第n层的第一部分的粘度是否为规定的粘度以下。在步骤s250中未判断为第n层的第一部分的粘度为规定的粘度以下的情况下,造型执行部510在步骤s255中使温度调整部210的输出上升。此后,造型执行部510使处理返回到步骤s240,通过温度传感器220计测第n层的第一部分的温度,在步骤s250中判定第n层的第一部分的粘度是否为规定值以下。造型执行部510反复进行步骤s255、步骤s240及步骤s250的处理,直到在步骤s250中判断为第n层的第一部分的粘度为规定的粘度以下。即,在
本实施方式中,造型执行部510通过温度传感器220计测第n层的第一部分的温度并调整温度调整部210的输出,以使基于由温度传感器220计测的第n层的第一部分的温度和第一关系数据计算的第n层的第一部分的粘度为预先确定的粘度以下。造型执行部510将在判断为第n层的第一部分的粘度为规定的粘度以下时的温度调整部210的输出存储于存储部520。另外,有时将由步骤s255、步骤s240及步骤s250执行的控制称为第二控制。
81.在步骤s270中,造型执行部510通过按照存储于存储部520的输出的目标值使温度调整部210运转,对第n层进行加热并从喷嘴61喷出造型材料,由此形成第n层中的与已经形成的部分相邻的第二部分。另外,有时将由步骤s270执行的控制称为第三控制。
82.在步骤s280中,造型执行部510判定所有层的形成是否结束。造型执行部510反复进行步骤s230至步骤s280的处理,直到在步骤s280中判断为所有层的形成结束,从而形成造型物ob的所有层。在步骤s280中判断为所有层的形成结束的情况下,造型执行部510结束该处理。
83.根据以上说明的本实施方式中的三维造型装置100,即使不形成多个造型物,也能够降低第一部分p1的粘度而使第一部分p1因自重而被压扁,扩大喷嘴61与第一部分p1的间隔g。因此,能够抑制在形成第二部分p2时由于喷嘴61与第一部分p1接触而导致造型物ob的形状变形。
84.c.第三实施方式:
85.图13是示出第二关系数据的一个例子的说明图。在第三实施方式中,与第一实施方式不同的是控制部500使用第一关系数据及第二关系数据来调整温度调整部210的输出。其他构成只要没有特别说明,则与第一实施方式相同。
86.在本实施方式中,在存储部520存储有第一关系数据和第二关系数据。在第二关系数据中表示材料的温度与剥离强度的关系。第二关系数据能够通过预先进行的试验来制作。在本实施方式中,第二关系数据由函数表示。第二关系数据也可以不是由函数表示,而是由映射表示。
87.图13示出表示材料的温度与剥离强度的关系的图表。在图13中,横轴表示温度,纵轴表示剥离强度。一般来说,温度越高,剥离强度越高。在图13中作为一个例子示出abs树脂的剥离强度。
88.在本实施方式中,造型执行部510执行与图9所示的三维造型处理相同的三维造型处理。其中,在本实施方式的三维造型处理中,在图9所示的步骤s150中,造型执行部510判定是否满足如下条件:第一造型物ob1的第n层的粘度为规定的粘度以下、且第一造型物ob1的第n层的剥离强度为规定的强度以上。在本实施方式中,在基于由温度传感器220计测的第一造型物ob1的第n层的温度和第一关系数据计算的粘度为造型数据所表示的造型材料的粘度的目标值以下的情况下,造型执行部510判断为第一造型物ob1的第n层的粘度为规定的粘度以下。在基于由温度传感器220计测的第一造型物ob1的第n层的温度和第二关系数据计算的剥离强度为造型数据所表示的造型材料的剥离强度的目标值以上的情况下,造型执行部510判断为第一造型物ob1的第n层的剥离强度为规定的强度以上。
89.根据以上说明的本实施方式中的三维造型装置100,造型执行部510在三维造型处理中,基于由温度传感器220计测的温度和第一关系数据来计算粘度,基于由温度传感器220计测的温度和第二关系数据来计算剥离强度,并且调整温度调整部210的输出,以满足
粘度为规定值以下、且剥离强度为规定值以上的条件。因此,能够提高第二造型物ob2的强度。另外,在本实施方式中,造型执行部510也可以执行与图12所示的三维造型处理相同的三维造型处理。在这种情况下,在图12所示的步骤s250中,造型执行部510判定是否满足如下条件:造型物ob的第n层中的第一部分的粘度为规定的粘度以下、且造型物ob的第n层中的第一部分的剥离强度为规定的强度以上。通过该处理,能够提高造型物ob的强度。
90.d.其他实施方式:
91.(d1)在上述各实施方式的三维造型装置100中,在载物台300设置有载物台加热器310。相对于此,也可以不在载物台300设置载物台加热器310。
92.(d2)在上述各实施方式的三维造型装置100中,温度调整部210构成为能够均匀地加热载物台300的造型面301的整个区域。即,温度调整部210构成为能够均匀地加热形成在造型面301上的造型材料的层的整个区域。相对于此,温度调整部210也可以不构成为能够均匀地加热造型面301的整个区域、即形成在造型面301上的造型材料的层。在这种情况下,温度调整部210例如也可以构成为照射激光而局部地加热造型材料的层。
93.(d3)在上述各实施方式的三维造型装置100中,温度调整部210固定于造型部200。相对于此,温度调整部210也可以不固定于造型部200。在这种情况下,温度调整部210例如也可以被支承为能够在x、y、z的三个方向上移动,与造型部200分开移动。
94.(d4)在上述各实施方式的三维造型装置100中,在从喷嘴61向载物台300的-z方向观察时,温度调整部210的外周缘配置于载物台300相对于喷嘴61移动的区域的外侧。相对于此,在从喷嘴61向载物台300的-z方向观察时,温度调整部210的外周缘也可以不配置于载物台300相对于喷嘴61移动的区域的外侧。例如,也可以是在-z方向观察时,通过载物台300相对于喷嘴61移动,载物台300的一部分或全部配置于比温度调整部210的外周缘靠向外侧的位置。
95.(d5)在上述各实施方式的三维造型装置100中,塑化部30具备平面螺旋件40,通过平面螺旋件40的旋转使材料mr塑化。相对于此,塑化部30也可以不具备平面螺旋件40,例如具备在侧面部分具有螺旋槽的同轴往复螺旋件,通过同轴往复螺旋件的旋转使材料mr塑化。也可以不使用平面螺旋件40或同轴往复螺旋件,通过加热器的加热使材料丝塑化。
96.(d6)在上述各实施方式的三维造型装置100中,使用颗粒状的abs树脂作为材料mr,但是作为在造型部200中使用的材料mr,例如也能够采用以具有热塑性的材料、金属材料、陶瓷材料等各种材料为主要材料而形成三维造型物的材料。在此,“主要材料”是指形成三维造型物的形状的中心材料,是三维造型物中含有率占50重量%以上的材料。上述造型材料包括这些主要材料以单体熔融的材料、或含有的一部分成分与主要材料一起熔融而成为糊剂状的材料。
97.在使用具有热塑性的材料作为主要材料的情况下,在塑化部30中,通过该材料塑化来生成造型材料。“塑化”是指对具有热塑性的材料加热而熔融。此外,“熔融”也是指具有热塑性的材料被加热到玻璃化转变温度以上的温度而软化,表现出流动性。
98.作为具有热塑性的材料例如可以使用下述的任一种或组合了两种以上的热塑性树脂材料。
99.热塑性树脂材料的例子
100.聚丙烯树脂(pp)、聚乙烯树脂(pe)、聚缩醛树脂(pom)、聚氯乙烯树脂(pvc)、聚酰
胺树脂(pa)、丙烯腈-丁二烯-苯乙烯树脂(abs)、聚乳酸树脂(pla)、聚苯硫醚树脂(pps)、聚碳酸酯(pc)、改性聚苯醚、聚对苯二甲酸丁二酯、聚对苯二甲酸乙二酯等通用工程塑料、聚砜、聚醚砜、聚苯硫醚、聚芳基酯、聚酰亚胺、聚酰胺酰亚胺、聚醚酰亚胺、聚醚醚酮(peek)等工程塑料。
101.在具有热塑性的材料中也可以混入颜料、金属、陶瓷,此外也可以混入蜡、阻燃剂、防氧化剂、热稳定剂等添加剂等。具有热塑性的材料在塑化部30中通过平面螺旋件40的旋转和塑化加热器58的加热被塑化而转化为熔融的状态。此外,由此生成的造型材料在从喷嘴61喷出后,由于温度的降低而固化。
102.具有热塑性的材料优选被加热到其玻璃化转变温度以上而以完全熔融的状态从喷嘴61喷出。另外,“完全熔融的状态”是指不存在未熔融的具有热塑性的材料,例如,在将颗粒状的热塑性树脂用于材料的情况下,是指不残留颗粒状的固态物质的状态。
103.在造型部200中,例如,也可以使用以下金属材料作为主要材料来代替上述的具有热塑性的材料。在这种情况下,优选在使下述金属材料成为粉末状的粉末材料中混合在造型材料生成时熔融的成分并投入到塑化部30。
104.金属材料的例子
105.镁(mg)、铁(fe)、钴(co)、铬(cr)、铝(al)、钛(ti)、铜(cu)、镍(ni)的单一金属或包含一种以上这些金属的合金。
106.合金的例子
107.马氏体时效钢、不锈钢、钴铬钼、钛合金、镍合金、铝合金、钴合金、钴铬合金。
108.在造型部200中,可以使用陶瓷材料代替上述金属材料作为主要材料。作为陶瓷材料例如可以使用二氧化硅、二氧化钛、氧化铝、氧化锆等氧化物陶瓷、氮化铝等非氧化物陶瓷等。在上述金属材料或陶瓷材料作为主要材料的情况下,配置于载物台300的造型材料例如可以通过基于激光的照射或暖风等的烧结来固化。
109.投入到材料供给部20的金属材料或陶瓷材料的粉末材料可以是将单一金属的粉末或合金的粉末、陶瓷材料的粉末多种混合后的混合材料。
110.投入到材料供给部20的金属材料或陶瓷材料的粉末材料中例如也能够添加以下溶剂。溶剂可以使用选自下述的一种或两种以上的组合。
111.溶剂的例子
112.水;乙二醇单甲基醚、乙二醇单乙基醚、丙二醇单甲基醚、丙二醇单乙基醚等(聚)亚烷基二醇单烷基醚类;乙酸乙酯、乙酸正丙酯、乙酸异丙酯、乙酸正丁酯、乙酸异丁酯等乙酸酯类;苯、甲苯、二甲苯等芳香族烃类;甲乙酮、丙酮、甲基异丁基酮、乙基正丁基酮、二异丙基酮、乙酰丙酮等酮类;乙醇、丙醇、丁醇等醇类;四烷基乙酸铵类;二甲基亚砜、二乙基亚砜等亚砜系溶剂;吡啶、γ-甲基吡啶、2,6-二甲基吡啶等吡啶系溶剂;四烷基乙酸铵(例如四丁基乙酸铵等);丁基卡必醇乙酸酯等离子液体等。
113.此外,投入到材料供给部20的金属材料或陶瓷材料的粉末材料中例如也可以添加以下粘合剂。
114.粘合剂的例子
115.丙烯酸树脂、环氧树脂、有机硅树脂、纤维素系树脂或其他合成树脂或者pla(聚乳酸)、pa(聚酰胺)、pps(聚苯硫醚)、peek(聚醚醚酮)或其他热塑性树脂。
116.e.其他方式:
117.本公开不限于上述实施方式,能够在不脱离其主旨的范围内以各种方式实现。例如,本公开也可以通过以下方式实现。为了解决本公开的课题的一部分或全部,或者为了实现本公开的效果的一部分或全部,可以对与以下记载的各方式中的技术特征对应的上述实施方式中的技术特征适当地进行替换、组合。此外,如果该技术特征在本说明书中没有作为必要的技术特征进行说明,则可以适当地删除。
118.(1)根据本公开的第一方式,提供一种三维造型装置。该三维造型装置具备:载物台;喷出部,向所述载物台喷出熔融的材料;位置变更部,变更所述载物台与所述喷出部的相对位置;温度调整部,调整喷出到所述载物台的所述材料的温度;温度传感器,计测喷出到所述载物台的所述材料的温度;存储部,存储有表示所述材料的温度与所述材料的粘度的关系的第一关系数据;以及控制部,通过控制所述喷出部、所述位置变更部和所述温度调整部,在所述载物台上形成第一造型物和第二造型物。所述控制部执行:第一控制,通过从所述喷出部喷出所述材料,对所述第一造型物进行造型;第二控制,通过所述温度传感器计测所述第一造型物的温度并调整所述温度调整部的输出,以使基于由所述温度传感器计测的所述第一造型物的温度和所述第一关系数据计算的所述第一造型物的粘度为预先确定的粘度以下;第三控制,通过从所述喷出部喷出所述材料,形成所述第二造型物中的第一部分;以及第四控制,通过以在所述第二控制中调整的输出由所述温度调整部调整所述第一部分的温度并从所述喷出部喷出所述材料,形成所述第二造型物中的作为与所述第一部分相邻的部分的第二部分。
119.根据该方式的三维造型装置,在第二造型物的第二部分的形成之前,通过使用由第二控制调整了输出的温度调整部来调整第二造型物的第一部分的温度,能够降低第一部分的粘度,使第一部分因自重而被压扁,能够扩大喷出部与第一部分的间隔。因此,能够抑制在形成第二部分时由于喷出部与第一部分接触而导致第二造型物的形状变形。
120.(2)在上述方式的三维造型装置中,所述温度调整部可以由均匀地加热所述载物台的加热器构成。
121.根据该方式的三维造型装置,能够通过温度调整部均匀地加热形成在载物台上的第二造型物中的第一部分。
122.(3)在上述方式的三维造型装置中,所述温度调整部可以固定于所述喷出部。
123.根据该方式的三维造型装置,由于温度调整部固定于喷出部,所以能够通过位置变更部使温度调整部与喷出部一起移动。
124.(4)在上述方式的三维造型装置中,可以是在从所述喷出部朝向所述载物台的方向观察时,所述温度调整部的外周缘配置于所述载物台相对于所述喷出部相对移动的区域的外侧。
125.根据该方式的三维造型装置,即使载物台相对于喷出部的相对位置通过位置变更部变更为任何位置,载物台都配置于比温度调整部的外周缘靠向内侧的位置,因此能够通过温度调整部容易地调整形成在载物台上的第二造型物中的第一部分的温度。
126.(5)在上述方式的三维造型装置中,可以是在所述存储部存储有第二关系数据,所述第二关系数据表示所述材料的温度与由所述材料形成的部分彼此之间的剥离强度的关系,所述控制部在所述第二控制中,通过所述温度传感器计测所述第一造型物的温度并调
整所述温度调整部的输出,以使基于由所述温度传感器计测的所述第一造型物的温度和所述第一关系数据计算的所述第一造型物的粘度为预先确定的粘度以下,并且使基于由所述温度传感器计测的所述第一造型物的温度和所述第二关系数据计算的所述剥离强度为预先确定的强度以上。
127.根据该方式的三维造型装置,通过提高构成第二造型物的第一部分与第二部分的剥离强度,能够提高第二造型物的强度。
128.(6)根据本公开的第二方式,提供一种三维造型装置。该三维造型装置具备:载物台;喷出部,向所述载物台喷出熔融的材料;位置变更部,变更所述载物台与所述喷出部的相对位置;温度调整部,调整喷出到所述载物台的所述材料的温度;温度传感器,计测喷出到所述载物台的所述材料的温度;存储部,存储有表示所述材料的温度与所述材料的粘度的关系的第一关系数据;以及控制部,通过控制所述喷出部、所述位置变更部和所述温度调整部,在所述载物台上形成造型物。所述控制部执行:第一控制,通过从所述喷出部喷出所述材料,形成所述造型物中的第一部分;第二控制,通过所述温度传感器计测所述第一部分的温度并调整所述温度调整部的输出,以使基于由所述温度传感器计测的所述第一部分的温度和所述第一关系数据计算的所述第一部分的粘度为预先确定的粘度以下;以及第三控制,通过以在所述第二控制中调整的输出由所述温度调整部调整所述第一部分的温度并从所述喷出部喷出所述材料,形成所述造型物中的作为与所述第一部分相邻的部分的第二部分。
129.根据该方式的三维造型装置,在造型物的第二部分的形成之前,通过使用由第二控制调整了输出的温度调整部来调整造型物的第一部分的温度,能够降低第一部分的粘度,使第一部分因自重而被压扁,能够扩大喷出部与第一部分的间隔。因此,能够抑制在形成第二部分时由于喷出部与第一部分接触而导致造型物的形状变形。
130.本公开也能够以三维造型装置以外的各种方式实现。例如,能够以三维造型物的制造方法等方式实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1