一种自动贴胶设备的使用方法与流程
1.本发明涉及电池电芯生产技术领域,特别是涉及一种自动贴胶设备的使用方法。
背景技术:
2.软包锂电池是在原有钢壳、铝壳、塑壳电芯的基础上发展起来的第三代动力锂电包装袋池,以其更轻、更薄、循环寿命长、安全性能好等优势,而广泛应用于电动自行车、太阳能光伏发电系统、移动通讯基站、大型服务器备用包装袋ups包装袋电源、应急照包装袋明等多种领域。
3.然而,电芯是锂电池的核心部分,在电芯的生产过程中,需要使用胶带对热压后的电芯的表面进行贴胶带处理,通过胶带将电芯与电池壳体进行固定或者提高电芯表面的强度或者防止电芯表面被刺穿。目前该操作一般是通过人工的方式实现的,比较费时费力,人工成本高。
技术实现要素:
4.基于此,有必要针对如何自动对电芯表面进行贴胶带的技术问题,提供一种自动贴胶设备的使用方法。
5.一种自动贴胶设备的使用方法,包括:
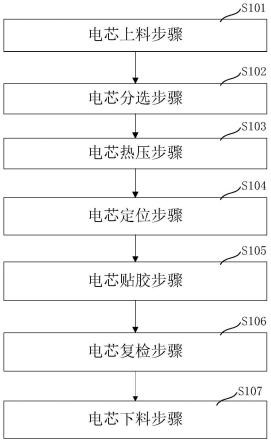
6.s101、电芯上料步骤:上电,启动电芯上料装置,电芯接料机构运作将待贴胶电芯传送至电芯抓取上料机构的工作区;
7.s102、电芯分选步骤:当电芯热压粗定位底座缺料时,控制电芯抓取上料机构抓取待贴胶电芯至电芯热压粗定位底座;当电芯热压粗定位底座满料时,控制电芯抓取上料机构抓取待贴胶电芯至电芯缓存机构;
8.s103、电芯热压步骤:控制物料抓取组件从电芯热压粗定位底座中抓取待贴胶电芯并送至物料推送组件上,物料推送组件再将待贴胶电芯送至热压组件并与热压组件共同对该待贴胶电芯进行热压作业,热压完成后控制物料抓取组件在将放置在物料推送组件上的已热压后的待贴胶电芯抓取到四轴机械手组件上的同时,将待贴胶电芯放置在物料推送组件上;
9.s104、电芯定位步骤:定位相机组件对放置在四轴机械手组件上的待贴胶电芯进行位置识别,四轴机械手组件上根据定位相机组件的位置信息,精准地抓取该待贴胶电芯并移至工件贴胶放置座上;
10.s105、电芯贴胶步骤:出胶带机构裁剪出预贴设胶带,贴胶带机构夹持位于工件贴胶放置座上的待贴胶电芯并将预贴设胶带贴设在电芯表面,贴设完成后再将已贴设胶带电芯放回工件贴胶放置座上;
11.s106、电芯复检步骤:四轴机械手组件将工件贴胶放置座上已贴设胶带电芯转移至复检相机组件中,复检相机组件照识别检测该已贴胶带电芯中的胶带贴设情况;
12.s107、电芯下料步骤:料盘自动供给机构将空料盘传送至下料区,电芯下料机械手
组件根据复检相机组件的检测结果,将已贴胶带电芯放置下料区的料盘中或者将已贴胶带电芯放置在不良电芯回收盒,料盘下料机械手组件在判断料盘满料后将料盘转移至满盘承接组件以对外输出满料的料盘。
13.在其中一个实施例中,在所述s101、电芯上料步骤中,包括:
14.实时获取设置在电芯接料机构的来料红外传感器的来料电信号;
15.当来料电信号显示存在待贴胶电芯物料时,电芯接料机构运作,将待贴胶电芯传送至电芯抓取上料机构的工作区。
16.在其中一个实施例中,在所述s102、电芯分选步骤中,包括:
17.实时获取设置在电芯热压粗定位底座的压力传感器的压力值;
18.当压力传感器的压力值小于预设压力阈值时,判定电芯热压粗定位底座缺料,此时控制电芯抓取上料机构抓取待贴胶电芯至电芯热压粗定位底座;
19.当压力传感器的压力值大于预设压力阈值时,判定电芯热压粗定位底座满料,此时控制电芯抓取上料机构抓取待贴胶电芯至电芯缓存机构。
20.在其中一个实施例中,在所述s103、电芯热压步骤中,包括:
21.当压力传感器的压力值大于预设压力阈值且物料推送组件处于空置状态时,控制物料抓取组件从电芯热压粗定位底座中抓取待贴胶电芯并送至物料推送组件上;
22.物料推送组件将待贴胶电芯送至热压组件并与热压组件共同对该待贴胶电芯进行热压作业,在热压作业完成后推出;
23.当压力传感器的压力值大于预设压力阈值、且物料推送组件处于推出状态、且四轴机械手组件空置时,物料抓取组件在将放置在物料推送组件上的已热压后的待贴胶电芯抓取到四轴机械手组件上的同时,将待贴胶电芯放置在物料推送组件上。
24.在其中一个实施例中,在所述s104、电芯定位步骤中,包括:
25.定位相机组件拍摄位于四轴机械手组件上的待贴胶电芯,得到拍摄图片;
26.通过二值化处理该拍摄图片找出电芯区域信息,完成位置识别,得到位置信息;
27.四轴机械手组件根据该位置信息精准抓取该待贴胶电芯并移至工件贴胶放置座上。
28.在其中一个实施例中,在所述s105、电芯贴胶步骤中,包括:
29.当获取到四轴机械手组件抓取待贴胶电芯离开定位相机组件的信号时,出胶带机构裁剪出预贴设胶带;
30.当待贴胶电芯移至工件贴胶放置座上后,贴胶带机构夹持位于工件贴胶放置座上的待贴胶电芯
31.出胶带机构配合贴胶带机构共同将预贴设胶带贴设在电芯表面,贴设完成后贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上。
32.在其中一个实施例中,在所述s106、电芯复检步骤中,包括:
33.当检测到贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上时,四轴机械手组件将该已贴设胶带电芯转移至复检相机组件中;
34.复检相机组件照识别检测该已贴胶带电芯中的胶带贴设情况。
35.在其中一个实施例中,所述复检相机组件照识别检测该已贴胶带电芯中的胶带贴设情况的步骤,包括:
36.复检相机组件拍摄位于四轴机械手组件上的已贴胶带电芯,得到复检图片;
37.通过二值化处理该复检图片找出胶带位置信息;
38.判断该胶带位置信息是否符合预设贴设位置;
39.若是,则所述已贴胶带电芯为合格品,对应生成合格品信号;
40.若否,则所述已贴胶带电芯为不良品,对应生成不良品信号。
41.在其中一个实施例中,在所述s107、电芯下料步骤中,包括:
42.当检测到贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上时,料盘自动供给机构将空料盘传送至下料区;
43.当接收到合格品信号时,电芯下料机械手组件将已贴胶带电芯放置下料区的料盘中;
44.在判断料盘满料后,料盘下料机械手组件将料盘转移至满盘承接组件以对外输出满料的料盘。
45.在其中一个实施例中,在所述s107、电芯下料步骤中,还包括:
46.当检测到贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上时,料盘自动供给机构将空料盘传送至下料区;
47.当接收到不良品信号时,电芯下料机械手组件将已贴胶带电芯放置在不良电芯回收盒。
48.上述自动贴胶设备的使用方法,通过电芯上料步骤,电芯上料装置向电池电芯热压装置提供待贴胶电芯,通过电芯分选步骤以及电芯热压步骤,电池电芯热压装置可以在一个行程中,完成待热压电芯的热压上料以及已热压电芯的热压下料,使得整个热压过程协调一致,高效率地完成待热压电芯的热压作业,提高了热压效率;通过电芯定位步骤以及电芯贴胶步骤,贴胶带装置地电芯贴胶带过程效率高,可有效的提升电芯的整个加工流程的效率;通过电芯复检步骤以及电芯下料步骤,料盘自动供给机构的抽屉式框架以及空盘承接框架为便捷可拆卸式安装,可在损坏时及时进行更换,从而有效地提高了电芯生产效率;料盘自动下料机构实现了合格品自动下料而不良品被回收,有效地避免了不良品流入下一道工序,提高了电池的生产效率。
附图说明
49.图1为一个实施例中自动贴胶设备的结构示意图;
50.图2为图1所示实施例中自动贴胶设备的局部结构示意图;
51.图3为图1所示实施例中自动贴胶设备的局部结构示意图;
52.图4为图1所示实施例中自动贴胶设备的局部结构示意图;
53.图5为图1所示实施例中自动贴胶设备的局部结构示意图;
54.图6为图1所示实施例中自动贴胶设备的局部结构示意图;
55.图7为图1所示实施例中自动贴胶设备的局部结构示意图;
56.图8为图7所示实施例的另一视角的结构示意图;
57.图9为一个实施例中自动贴胶设备的局部结构示意图;
58.图10为一个实施例中电池电芯热压装置的结构示意图;
59.图11为一个实施例中电池电芯热压装置的局部结构示意图;
60.图12为一个实施例中电池电芯热压装置的局部拆解结构示意图;
61.图13为一个实施例中电池电芯热压装置的局部结构示意图;
62.图14为一个实施例中贴胶带装置的结构示意图;
63.图15为图1所示实施例中贴胶带装置的另一视角的结构示意图;
64.图16为一个实施例中贴胶带装置的局部结构示意图;
65.图17为一个实施例中贴胶操作平台的结构示意图;
66.图18为一个实施例中出胶带机构的结构示意图;
67.图19为图18所示实施例中出胶带机构的正视结构示意图;
68.图20为图18所示实施例中出胶带机构的侧视结构示意图;
69.图21为图18所示实施例中出胶带机构的另一视角的结构示意图;
70.图22为图18所示实施例中出胶带机构的俯视结构示意图;
71.图23为一个实施例中出胶带机构的结构示意图;
72.图24为图23所示实施例中a部分的结构示意图;
73.图25为图23所示实施例中b部分的结构示意图;
74.图26为一个实施例中贴胶带机构的结构示意图;
75.图27为图26所示实施例中贴胶带机构的另一视角的结构示意图;
76.图28为图26所示实施例中c部分的放大结构示意图;
77.图29为图26所示实施例中d部分的放大结构示意图;
78.图30为一个实施例中料盘自动供给机构的结构示意图;
79.图31为一个实施例中料盘自动供给机构的局部拆解结构示意图;
80.图32为一个实施例中料盘自动供给机构的结构示意图;
81.图33为图32所示实施例中e部分的放大结构示意图;
82.图34为图30所示实施例中f部分的放大结构示意图;
83.图35为图30所示实施例中g部分的放大结构示意图;
84.图36为一个实施例中自动贴胶设备的使用方法的流程步骤示意图。
具体实施方式
85.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
86.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三
个等,除非另有明确具体的限定。
87.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
88.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
89.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
90.本发明提供了一种自动贴胶设备的使用方法,如图36所示,该自动贴胶设备的使用方法包括:电芯上料步骤、电芯分选步骤、电芯热压步骤、电芯定位步骤、电芯贴胶步骤、电芯复检步骤以及电芯下料步骤。具体如下:
91.s101、电芯上料步骤:上电,启动电芯上料装置,电芯接料机构运作将待贴胶电芯传送至电芯抓取上料机构的工作区。
92.s102、电芯分选步骤:当电芯热压粗定位底座缺料时,控制电芯抓取上料机构抓取待贴胶电芯至电芯热压粗定位底座。当电芯热压粗定位底座满料时,控制电芯抓取上料机构抓取待贴胶电芯至电芯缓存机构。
93.s103、电芯热压步骤:控制物料抓取组件从电芯热压粗定位底座中抓取待贴胶电芯并送至物料推送组件上,物料推送组件再将待贴胶电芯送至热压组件并与热压组件共同对该待贴胶电芯进行热压作业,热压完成后控制物料抓取组件在将放置在物料推送组件上的已热压后的待贴胶电芯抓取到四轴机械手组件上的同时,将待贴胶电芯放置在物料推送组件上。
94.s104、电芯定位步骤:定位相机组件对放置在四轴机械手组件上的待贴胶电芯进行位置识别,四轴机械手组件上根据定位相机组件的位置信息,精准地抓取该待贴胶电芯并移至工件贴胶放置座上。
95.s105、电芯贴胶步骤:出胶带机构裁剪出预贴设胶带,贴胶带机构夹持位于工件贴胶放置座上的待贴胶电芯并将预贴设胶带贴设在电芯表面,贴设完成后再将已贴设胶带电芯放回工件贴胶放置座上。
96.s106、电芯复检步骤:四轴机械手组件将工件贴胶放置座上已贴设胶带电芯转移至复检相机组件中,复检相机组件照识别检测该已贴胶带电芯中的胶带贴设情况。
97.s107、电芯下料步骤:料盘自动供给机构将空料盘传送至下料区,电芯下料机械手组件根据复检相机组件的检测结果,将已贴胶带电芯放置下料区的料盘中或者将已贴胶带
电芯放置在不良电芯回收盒,料盘下料机械手组件在判断料盘满料后将料盘转移至满盘承接组件以对外输出满料的料盘。
98.上述自动贴胶设备的使用方法,通过电芯上料步骤,电芯上料装置向电池电芯热压装置提供待贴胶电芯,通过电芯分选步骤以及电芯热压步骤,电池电芯热压装置可以在一个行程中,完成待热压电芯的热压上料以及已热压电芯的热压下料,使得整个热压过程协调一致,高效率地完成待热压电芯的热压作业,提高了热压效率。通过电芯定位步骤以及电芯贴胶步骤,贴胶带装置地电芯贴胶带过程效率高,可有效的提升电芯的整个加工流程的效率。通过电芯复检步骤以及电芯下料步骤,料盘自动供给机构的抽屉式框架以及空盘承接框架为便捷可拆卸式安装,可在损坏时及时进行更换,从而有效地提高了电芯生产效率。料盘自动下料机构实现了合格品自动下料而不良品被回收,有效地避免了不良品流入下一道工序,提高了电池的生产效率。
99.一个实施例中,在所述s101、电芯上料步骤中,包括:
100.实时获取设置在电芯接料机构的来料红外传感器的来料电信号。
101.当来料电信号显示存在待贴胶电芯物料时,电芯接料机构运作,将待贴胶电芯传送至电芯抓取上料机构的工作区。
102.一个实施例中,在所述s102、电芯分选步骤中,包括:
103.实时获取设置在电芯热压粗定位底座的压力传感器的压力值。
104.当压力传感器的压力值小于预设压力阈值时,判定电芯热压粗定位底座缺料,此时控制电芯抓取上料机构抓取待贴胶电芯至电芯热压粗定位底座。
105.当压力传感器的压力值大于预设压力阈值时,判定电芯热压粗定位底座满料,此时控制电芯抓取上料机构抓取待贴胶电芯至电芯缓存机构。
106.一个实施例中,在所述s103、电芯热压步骤中,包括:
107.当压力传感器的压力值大于预设压力阈值且物料推送组件处于空置状态时,控制物料抓取组件从电芯热压粗定位底座中抓取待贴胶电芯并送至物料推送组件上。
108.物料推送组件将待贴胶电芯送至热压组件并与热压组件共同对该待贴胶电芯进行热压作业,在热压作业完成后推出。
109.当压力传感器的压力值大于预设压力阈值、且物料推送组件处于推出状态、且四轴机械手组件空置时,物料抓取组件在将放置在物料推送组件上的已热压后的待贴胶电芯抓取到四轴机械手组件上的同时,将待贴胶电芯放置在物料推送组件上。
110.一个实施例中,在所述s104、电芯定位步骤中,包括:
111.定位相机组件拍摄位于四轴机械手组件上的待贴胶电芯,得到拍摄图片。
112.通过二值化处理该拍摄图片找出电芯区域信息,完成位置识别,得到位置信息。
113.四轴机械手组件根据该位置信息精准抓取该待贴胶电芯并移至工件贴胶放置座上。
114.一个实施例中,在所述s105、电芯贴胶步骤中,包括:
115.当获取到四轴机械手组件抓取待贴胶电芯离开定位相机组件的信号时,出胶带机构裁剪出预贴设胶带。
116.当待贴胶电芯移至工件贴胶放置座上后,贴胶带机构夹持位于工件贴胶放置座上的待贴胶电芯
117.出胶带机构配合贴胶带机构共同将预贴设胶带贴设在电芯表面,贴设完成后贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上。
118.一个实施例中,在所述s106、电芯复检步骤中,包括:
119.当检测到贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上时,四轴机械手组件将该已贴设胶带电芯转移至复检相机组件中。
120.复检相机组件照识别检测该已贴胶带电芯中的胶带贴设情况。
121.一个实施例中,所述复检相机组件照识别检测该已贴胶带电芯中的胶带贴设情况的步骤,包括:
122.复检相机组件拍摄位于四轴机械手组件上的已贴胶带电芯,得到复检图片。
123.通过二值化处理该复检图片找出胶带位置信息。
124.判断该胶带位置信息是否符合预设贴设位置。
125.若是,则所述已贴胶带电芯为合格品,对应生成合格品信号。
126.若否,则所述已贴胶带电芯为不良品,对应生成不良品信号。
127.一个实施例中,在所述s107、电芯下料步骤中,包括:
128.当检测到贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上时,料盘自动供给机构将空料盘传送至下料区。
129.当接收到合格品信号时,电芯下料机械手组件将已贴胶带电芯放置下料区的料盘中。
130.在判断料盘满料后,料盘下料机械手组件将料盘转移至满盘承接组件以对外输出满料的料盘。
131.一个实施例中,在所述s107、电芯下料步骤中,还包括:
132.当检测到贴胶带机构将已贴设胶带电芯放回工件贴胶放置座上时,料盘自动供给机构将空料盘传送至下料区。
133.当接收到不良品信号时,电芯下料机械手组件将已贴胶带电芯放置在不良电芯回收盒。
134.为进一步阐述上述各个实施例的自动贴胶设备的使用方法,请参阅图1和图2,上述各个实施例的自动贴胶设备的使用方法配合以下各个实施例的自动贴胶设备进行使用,一实施例中,自动贴胶设备10包括机架101、电芯上料装置102、电池电芯热压装置103、贴胶带装置104、料盘自动供给机构105以及料盘自动下料机构106,电芯上料装置102、电池电芯热压装置103、贴胶带装置104、料盘自动供给机构105以及料盘自动下料机构106分别设置在机架101上。
135.机架101包括架体1011以及安装在架体1011上的操作台1012。架体1011和操作台1012形成本设备的骨架,起到支撑本设备各个零部件的作用。可选地,机架还包括设置在操作台上的机罩,机罩罩住本设备的所有零部件,优选的,该机架采用透明材料制成,以便于用户观察各零部件的工作情况。可选地,机架还包括设置在机罩顶部的空气过滤器,该空气过滤器与机罩连通,可过滤设备在工作过程中产生的灰尘或者有毒有害气体,达到空气净化的作用。架体可采用门柜的形式制成,以便于空料盘的放置、满料料盘的取出、不良品回收盒的取出以及零部件的维修等。
136.如图1、图2和图3所示,电芯上料装置102包括分别安装在操作台1012上的电芯接
料机构1021、电芯抓取上料机构1022、电芯热压粗定位底座1023以及电芯缓存机构1024,电芯接料机构1021的末端邻近电芯抓取上料机构1022,电芯抓取上料机构1022位于电芯接料机构1021以及电芯缓存机构1024之间,电芯热压粗定位底座1023位于电芯接料机构1021的末端,电芯抓取上料机构1022用于将位于电芯接料机构1021的末端的待贴胶电芯夹取后放入电芯热压粗定位底座1023或者放入电芯缓存机构1024中。
137.如图1、图2和图4所示,电池电芯热压装置103包括分别安装在操作台1012上的物料抓取组件410、物料推送组件420以及热压组件430,物料抓取组件410邻近电芯热压粗定位底座1023设置,物料抓取组件410用于抓取电芯热压粗定位底座1023上的待贴胶电芯,并将待贴胶电芯放入物料推送组件420中,物料推送组件420用于将待贴胶电芯推入热压组件430中进行热压作业。
138.如图1、图2和图5所示,贴胶带装置104包括分别安装在操作台1012上的四轴机械手组件500、定位相机组件600、出胶带机构100、贴胶带机构200以及复检相机组件800,四轴机械手组件500邻近物料抓取组件410设置,物料抓取组件410还用于将热压后电芯下料至四轴机械手组件500中,定位相机组件600用于定位热压后电芯在四轴机械手组件500中的位置以使四轴机械手组件500能精准地将热压后电芯转移至贴胶带机构200,出胶带机构100以及贴胶带机构200共同用于对热压后电芯的表面进行贴胶带作业,四轴机械手组件500还用于将已贴胶带电芯下料转移至复检相机组件800中,复检相机组件800用于检测已贴胶带电芯中的胶带贴设情况。
139.如图1、图2和图6所示,料盘自动供给机构105包括分别与架体1011连接的空盘平移安装座310、空盘平移模组320、空盘推动组件330以及空盘升降模组340,空盘平移模组320安装在空盘平移安装座310上,空盘推动组件330安装在空盘平移模组320上,空盘升降模组340竖立在空盘平移安装座310的端部,空盘升降模组340与空盘平移安装座310之间形成l型结构。空盘平移安装座310、空盘平移模组320、空盘推动组件330共同将空料盘进行水平位置的转移,以将空料盘从来料区域转移到空盘升降模组340上,空盘升降模组340将空料盘进行高度上的提升,以将空料盘转移至下料区。
140.如图1、图2和图7所示,料盘自动下料机构106包括安装在操作台1012上的料盘下料机械手组件910、电芯下料机械手组件920、满盘承接组件930以及不良电芯回收盒940,料盘下料机械手组件910用于将空盘升降模组330中的空料盘转移至下料区,不良电芯回收盒940邻近下料区设置,电芯下料机械手组件920邻近复检相机组件800设置,电芯下料机械手组件920用于将已贴胶带电芯放置在下料区的空料盘中或者放置在不良电芯回收盒940,料盘下料机械手组件910还用于将满料的料盘转移至满盘承接组件930中,满盘承接组件930用于对外输出满料的料盘。
141.上述自动贴胶设备10,通过电芯上料装置102向电池电芯热压装置103提供待贴胶电芯,电池电芯热压装置103可以在一个行程中,完成待热压电芯的热压上料以及已热压电芯的热压下料,使得整个热压过程协调一致,高效率地完成待热压电芯的热压作业,提高了热压效率。贴胶带装置104地电芯贴胶带过程效率高,可有效的提升电芯的整个加工流程的效率。料盘自动供给机构105的抽屉式框架以及空盘承接框架为便捷可拆卸式安装,可在损坏时及时进行更换,从而有效地提高了电芯生产效率。料盘自动下料机构106实现了合格品自动下料而不良品被回收,有效地避免了不良品流入下一道工序,提高了电池的生产效率。
142.请再次参阅图3,一个实施例中,电芯接料机构1021包括电芯接料安装架1081、电芯接料电机1082、电芯接料传送带1083以及电芯接料止动块1084,电芯接料安装架1081安装在述操作台1012上,电芯接料电机1082、电芯接料传送带1083以及电芯接料止动块1084分别与电芯接料安装架1081连接,电芯接料电机1082与电芯接料传送带1083驱动连接,电芯接料止动块1084安装在电芯接料安装架1081的末端并位于电芯接料传送带1083的上方,电芯接料止动块1084用于将电芯限制在电芯接料安装架1081的末端的电芯接料传送带1083上。如此,通过电芯接料安装架1081、电芯接料电机1082、电芯接料传送带1083以及电芯接料止动块1084的共同配合下,可快速有效地进行电芯上料。
143.如图3和图9所示,一个实施例中,电芯抓取上料机构1022包括电芯抓取组件760、电芯提升组件770以及电芯上料组件780,电芯抓取组件760、电芯提升组件770以及电芯上料组件780依次连接设置。电芯抓取组件760包括电芯抓取安装架761、电芯抓取移动件762以及电芯抓取吸盘763,电芯抓取安装架761与电芯接料安装架1081连接,电芯抓取移动件762安装在电芯抓取安装架761上并邻近电芯接料传送带1083的端部,电芯抓取吸盘763与电芯抓取移动件762连接,电芯抓取吸盘763用于吸起位于电芯接料传送带1083的端部上的电芯。电芯提升组件770包括电芯提升安装架771、电芯提升电机772、电芯提升丝杆773、电芯提升导轨774以及电芯提升放置板775,电芯提升安装架771与架体1011连接,电芯提升电机772、电芯提升丝杆773以及电芯提升导轨774分别安装在电芯提升安装架771上,电芯提升电机772与电芯提升丝杆773驱动连接,电芯提升放置板775与电芯提升丝杆773连接,电芯提升放置板775还与电芯提升导轨774滑动连接。电芯上料组件780包括电芯上料安装架781、电芯上料横移电机782、电芯上料横移导轨783、电芯上料横移同步环带784、电芯上料纵移安装板785、电芯上料纵移气缸786、电芯上料纵移导轨787、电芯上料纵移滑块788以及电芯上料纵移机械爪789,电芯上料安装架781邻近电芯提升安装架771安装在操作台1012上,电芯上料横移电机782、电芯上料横移导轨783以及电芯上料横移同步环带784分别安装在电芯上料安装架781上,电芯上料横移电机782与电芯上料横移同步环带784驱动连接,电芯上料纵移安装板785与电芯上料横移同步环带784连接并与电芯上料横移导轨783滑动连接,电芯上料纵移气缸786以及电芯上料纵移导轨787分别安装在电芯上料纵移安装板785上,电芯上料纵移滑块788与电芯上料纵移气缸786的输出端连接,电芯上料纵移滑块788与电芯上料纵移导轨787滑动连接,电芯上料纵移机械爪789安装在电芯上料纵移滑块788上,电芯上料纵移机械爪789位于电芯提升放置板775的上方,用于抓取位于电芯提升放置板775上的电芯。
144.如图3和图9所示,一个实施例中,电芯热压粗定位底座1023包括热压粗定位立架791、热压粗定位板792、热压粗定位限位块793、热压粗定位推块794以及热压粗定位气缸795,热压粗定位立架791安装在操作台1012上,热压粗定位板792安装在热压粗定位立架791的顶部。热压粗定位立架791安装在操作台1012上,热压粗定位板792安装在热压粗定位立架791的顶部,热压粗定位限位块793固定在热压粗定位板792的一端,热压粗定位推块794位于热压粗定位板792的另一端,热压粗定位气缸795安装在热压粗定位板792上,热压粗定位推块794与热压粗定位气缸795的输出端连接,热压粗定位限位块793与热压粗定位推块794之间形成有粗定位空间,粗定位空间用于放置待贴胶电芯。热压粗定位立架791、热压粗定位板792、热压粗定位限位块793、热压粗定位推块794以及热压粗定位气缸795共同
对放置在粗定位空间的待贴胶电芯进行热压前的粗定位,以使得电池电芯热压装置的物料抓取组件更精准的抓起该待贴胶电芯。
145.如图9所示,一个实施例中,电芯缓存机构1024包括缓存安装架951、缓存电机952、缓存同步环带953、两缓存端部限位条954、两缓存边部限位条955以及两端部红外传感器956,缓存安装架951安装在操作台1012上,缓存电机952以及缓存同步环带953分别安装在缓存安装架951上,缓存电机952与缓存同步环带953驱动连接,两缓存端部限位条954分别设置在缓存安装架951的两端部,两缓存边部限位条955分别设置在缓存安装架951的两侧边,两缓存端部限位条954、两缓存边部限位条955以及缓存同步环带953共同形成电芯缓存区。两端部红外传感器956分别设置在缓存安装架951的两端部,两端部红外传感器956用于检测电芯缓存区两端是否存在电芯。
146.如图1、图7和图8所示,一个实施例中,复检相机组件800包括复检上相机安装架810、复检上相机820、复检相机上光源830、复检工件放置座840、复检下相机安装架850、复检相机下光源860以及复检下相机870,复检上相机820安装架810安装在操作台1012上,复检上相机820安装在复检上相机820安装架810的顶端,复检相机上光源830以及复检工件放置座840安装在复检上相机820安装架810中,复检下相机870安装架850与操作台1012连接,复检相机光源以及复检下相机870安装在复检下相机870安装架850上,在竖直方向上,复检上相机820位于复检工件放置座840上方,复检下相机870位于复检工件放置座840下方。
147.一实施例中,如图10所示,电池电芯热压装置103包括:物料抓取组件410、物料推送组件420以及热压组件430,物料抓取组件410架设在物料推送组件420以及热压组件430之间,热压组件430架设在物料推送组件420上方。物料抓取组件410用于抓取待热压电芯至物料推送组件420以进行热压上料,以及,同步的用于抓取已热压电芯至外部以进行热压下料。物料推送组件420用于将待热压电芯推送至热压组件430中进行热压作业,以及,同步的用于将已热压电芯从热压组件430中推出。
148.物料抓取组件410包括移料框架411、物料横移电机412、物料横移同步环带413、物料横移导轨414、热压上料机械手415以及热压下料机械手416,物料横移电机412、物料横移同步环带413以及物料横移导轨414分别安装在移料框架411上,物料横移电机412与物料横移同步环带413驱动连接,物料横移同步环带413的传送方向与物料横移导轨414的长度延伸方向平行,热压上料机械手415以及热压下料机械手416分别与物料横移导轨414滑动连接,热压上料机械手415以及热压下料机械手416分别与物料横移同步环带413连接。
149.物料推送组件420包括热压安装板421、压块驱动电机422、压块驱动丝杆423以及压块移动导轨424,压块驱动电机422、压块驱动丝杆423以及压块移动导轨424分别安装在热压安装板421上,压块驱动电机422的输出端与压块驱动丝杆423驱动连接,压块驱动丝杆423的轴线方向与压块移动导轨424的长度延伸方向平行。
150.热压组件430包括第一热压上模组431、第二热压上模组432、第一热压下模组433、第二热压下模组434以及热压同步移动板435,第一热压上模组431以及第二热压上模组432分别安装在热压安装板421的两端,第一热压下模组433以及第二热压下模组434分别安装在热压同步移动板435上,热压同步移动板435安装在压块驱动丝杆423上并与压块移动导轨424滑动连接,第一热压下模组433与第二热压下模组434之间的间距等于第一热压上模组431与第二热压上模组432之间的间距,第一热压下模组433与第一热压上模组431热压抵
接,第二热压下模组434位于第一热压上模组431与第二热压上模组432之间,第二热压下模组434与热压下料机械手416相对应。
151.上述电池电芯热压装置40,通过热压上料机械手415以及热压下料机械手416,能在热压上料的同时将已热压电芯42从第一热压下模组433或者第二热压下模组434上进行热压下料,提高了热压上料和热压下料的效率,同时,第一热压下模组433以及第二热压下模组434分别安装在热压同步移动板435上,在压块驱动电机422的驱动下,配合热压上料机械手415以及热压下料机械手416,可以在一个行程中,完成待热压电芯41的热压上料以及已热压电芯42的热压下料,使得整个热压过程协调一致,高效率地完成待热压电芯的热压作业,提高了热压效率。
152.如图10、图11和图12所示,一个实施例中,移料框架411包括物料立架4111、横移安装框4112以及机械手安装板4113,物料立架4111架设在第一热压上模组431以及第二热压上模组432之间,横移安装框4112以及物料横移电机412分别安装在物料立架4111的顶部,物料横移同步环带413以及物料横移导轨414分别安装在横移安装框4112内,机械手安装板4113与物料横移同步环带413驱动连接,机械手安装板4113与物料横移导轨414滑动连接,热压上料机械手415以及热压下料机械手416分别安装在机械手安装板4113上。
153.一个实施例中,物料抓取组件410还包括物料横移从动轮417,物料横移从动轮417远离物料横移电机412转动安装在横移安装框4112中,物料横移同步环带413的一端与物料横移电机412的输出端驱动连接,物料横移同步环带413的另一端套设在物料横移从动轮417上,物料横移电机412用于驱动物料横移同步环带413在物料横移从动轮417以及物料横移电机412之间传动。
154.为便于更好地驱动热压上料机械手415以及热压下料机械手416,一个实施例中,机械手安装板4113包括横移安装板体4114、滑动过渡板体4115、机械手滑动块4116以及同步带夹持件4117,热压上料机械手415以及热压下料机械手416分别安装在横移安装板体4114的两端,滑动过渡板体4115与横移安装板体4114连接,滑动过渡板体4115与横移安装板体4114共同与横移安装框4112的一侧边滑动连接,也就是说,横移安装框4112的一侧边滑动穿设在滑动过渡板体4115与横移安装板体4114之间。机械手滑动块4116以及同步带夹持件4117分别背向横移安装板体4114与滑动过渡板体4115连接,也就是说,机械手滑动块4116以及同步带夹持件4117分别与滑动过渡板体4115连接,机械手滑动块4116以及同步带夹持件4117位于横移安装框4112内,且背向横移安装板体4114设置。机械手滑动块4116与物料横移导轨414滑动连接,同步带夹持件4117与物料横移同步环带413连接。如此,物料横移电机412驱动物料横移同步环带413在物料横移从动轮417以及物料横移电机412之间往复传动时,将带动滑动过渡板体4115往复移动,进而带动热压上料机械手415以及热压下料机械手416往复移动,以同步完成待热压电芯41的热压上料以及已热压电芯42的热压下料。
155.一个实施例中,物料横移导轨414的数量为两个,两个物料横移导轨414分别位于物料横移同步环带413的两侧。本实施例中,两个物料横移导轨414分别位于物料横移同步环带413的上下两侧。机械手滑动块4116的数量为两个,每一机械手滑动块4116对应滑动连接在一物料横移导轨414上。这样,可以使得物料横移电机412驱动物料横移同步环带413传动时,整个物料抓取组件410的运行更加平稳,进而使得热压上料机械手415以及热压下料机械手416抓取物料时平稳,保证整个机构运行稳定。
156.如图11和图12所示,一个实施例中,热压上料机械手415包括上料驱动直行气缸4151、夹料双作用气缸4152、第一上料夹爪4153以及第二上料夹爪4154,上料驱动直行气缸4151安装在移料框架411上,具体到本实施例中,上料驱动直行气缸4151安装在横移安装板体4114的端部。夹料双作用气缸4152与上料驱动直行气缸4151的输出端连接,这样,在上料驱动直行气缸4151的驱动下,夹料双作用气缸4152可上下移动,即在竖直方向上往复上下移动。第一上料夹爪4153与夹料双作用气缸4152的第一作用端连接,第二上料夹爪4154与夹料双作用气缸4152的第二作用端连接,第一上料夹爪4153与第二上料夹爪4154用于在上料工位上共同夹取待热压的电池电芯。这样,夹料双作用气缸4152工作时,驱动第一上料夹爪4153以及第二上料夹爪4154,使第一上料夹爪4153以及第二上料夹爪4154之间的间距减少或者增多,以夹取待热压的电池电芯如图11所示的待热压电芯41。
157.一个实施例中,热压下料机械手416包括下料驱动直行气缸4161、下料吸头安装框架4162以及四个下料吸头4163,下料驱动直行气缸4161安装在横移安装板体4114的端部,下料驱动直行气缸4161与上料驱动直行气缸4151分别位于横移安装板体4114的两端部。下料吸头安装框架4162与下料驱动直行气缸4161的输出端连接,下料驱动直行气缸4161用于驱动下料吸头安装框架4162在竖直方向上往复上下移动。下料吸头安装框架4162具有四个可调安装槽4162,四个可调安装槽4162呈方形结构分布,每一下料吸头4163对应地穿设一可调安装槽4162后可拆卸地安装在下料吸头安装框架4162上。如此,在下料驱动直行气缸4161的驱动下,四个下料吸头4163可在竖直方向上往复上下移动,从而共同吸取已热压电芯42。
158.如图10和图13所示,一个实施例中,第一热压上模组431包括第一热压安装框架4311、第一热压气缸4312、第一上隔热板4313、第一上加热板4314以及第一上压板4315,第一热压安装框架4311与热压安装板421连接,第一热压气缸4312安装在第一热压安装框架4311的顶部,第一热压气缸4312的驱动端与第一上隔热板4313连接,第一上隔热板4313、第一上加热板4314以及第一上压板4315依次连接,第一上压板4315与第一热压下模组433热压抵接。本实施例中,第一热压下模组433包括第一下隔热板4331、第一下加热板4332以及第一下压板4333,第一下隔热板4331、第一下加热板4332以及第一下压板4333依次连接,第一下隔热板4331与热压同步移动板435连接,第一下压板4333与第一上压板4315抵接。进一步地,第二热压上模组432包括第二热压安装框架4321、第二热压气缸4322、第二上隔热板4323、第二上加热板4324以及第二上压板4325,第二热压安装框架4321与热压安装板421连接,本实施例中,第一热压安装框架4311以及第二热压安装框架4321分别位于热压安装板421的两端部。第二热压气缸4322安装在第二热压安装框架4321的顶部,第二热压气缸4322的驱动端与第二上隔热板4323连接,第二上隔热板4323、第二上加热板4324以及第二上压板4325依次连接,第二上压板4325与第二热压下模组434热压抵接。本实施例中,第二热压下模组434包括第二下隔热板4341、第二下加热板以及第二下压板,第二下隔热板4341、第二下加热板以及第二下压板依次连接,第二下隔热板4341与热压同步移动板435连接,第二下压板与第二上压板4325抵接。第一下隔热板4331以及第二下隔热板4341分别安装在热压同步移动板435的两端。第一下隔热板4331以及第二下隔热板4341之间的间距等于第一上压板4315与第二上压板4325之间的间距。热压同步移动板435与压块驱动丝杆423连接,热压同步移动板435与压块移动导轨424滑动连接。这样,在压块驱动电机422以及压块驱动丝
杆423的驱动配合作用下,当第一下隔热板4331位于第一热压安装框架4311内时,第二下隔热板4341位于第一热压安装框架4311以及第二热压安装框架4321之间。或者,当第二下隔热板4341位于第二热压安装框架4321内时,第一下隔热板4331位于第一热压安装框架4311以及第二热压安装框架4321之间。
159.一个实施例中,请一并参阅图14、图15、图16,贴胶带装置104包括:四轴机械手组件500、定位相机组件600、三个出胶带机构100以及三个贴胶带机构200,定位相机组件600、三个出胶带机构100以及三个贴胶带机构200围绕四轴机械手组件500设置。
160.四轴机械手组件500包括机械手安装底座510、四轴机械手主体520、四轴机械手吸头530、工件来料放置座540以及工件贴胶放置座550,四轴机械手主体520安装在机械手安装底座510上,四轴机械手吸头530安装在四轴机械手主体520的伸缩杆的末端,工件来料放置座540与四轴机械手吸头530相对应,四轴机械手主体520用于控制四轴机械手吸头530将位于工件来料放置座540上的已热压待贴胶电芯吸起并放置到工件贴胶放置座550上。
161.定位相机组件600包括工位相机立架610、定位相机安装架620、定位相机主体630以及定位相机光源640,定位相机安装架620安装在工位相机立架610的顶端,定位相机主体630与定位相机安装架620连接,定位相机光源640安装在工件来料放置座540的顶端,定位相机主体630的拍摄端与定位相机光源640相对应,四轴机械手吸头530位于定位相机主体630的拍摄端及定位相机光源640之间。
162.三个出胶带机构100呈品字形分布,其中,两个出胶带机构100呈轴对称且并排分布,另一出胶带机构100均与该两个出胶带机构100呈轴对称设置。三个贴胶带机构200呈品字形分布,每一贴胶带机构200对应一出胶带机构100,三个贴胶带机构200围绕工件贴胶放置座550设置。
163.上述贴胶带装置50,通过将定位相机组件600、三个出胶带机构100以及三个贴胶带机构200围绕在四轴机械手组件500周围分布设置,由于四轴机械手组件500可自由运动,且对运动空间的容积需求较小,为此可降低整个设备体积。同时,在定位相机主体630以及定位相机光源640辅助作用下,四轴机械手吸头530在四轴机械手主体520的驱动下,精准地从工件来料放置座540中,将已热压待贴胶电芯移动到工件贴胶放置座550,再由三个出胶带机构100以及三个贴胶带机构200共同对工件贴胶放置座550上的已热压待贴胶电芯进行贴胶带作业,贴胶带作业完成后四轴机械手吸头530再在四轴机械手主体520的驱动下,将已热压已贴胶电芯从工件贴胶放置座550取走下料,该电芯贴胶带过程效率高,可有效的提升电芯的整个加工流程的效率。
164.为便于说明四轴机械手组件500、定位相机组件600、三个出胶带机构100以及三个贴胶带机构200之间的位置关系,如图17所示,一个实施例中,贴胶带装置还包括贴胶操作平台700,贴胶操作平台700的表面设置有贴胶带区710、工件贴胶放置区720、四轴机械手活动区730、工件来料放置区740以及相机定位区750,贴胶带区710呈l形结构,三个出胶带机构100以及三个贴胶带机构200均设置于贴胶带区710,工件贴胶放置区720邻近贴胶带区710的内转角处,四轴机械手活动区730位于贴胶带区710的一侧,工件来料放置区740以及相机定位区750相邻设置,工件来料放置区740以及相机定位区750远离贴胶带区710并位于四轴机械手活动区730的一侧,四轴机械手组件500安装在四轴机械手活动区730中,工件来料放置座540安装在工件贴胶放置区720中,工件贴胶放置座550安装在工件贴胶放置区720
中,工位相机立架610安装在相机定位区750中。如此,通过示例出贴胶带区710、工件贴胶放置区720、四轴机械手活动区730、工件来料放置区740以及相机定位区750在贴胶操作平台700的位置,即可清楚的指导四轴机械手组件500、定位相机组件600、三个出胶带机构100以及三个贴胶带机构200的安装和设置。
165.一实施例中,贴胶操作平台700为操作台1012的一部分。
166.结合图14和图16,一个实施例中,工位相机立架610包括工位相机底板611、工位相机立柱612以及工位相机高度调节板613,工位相机底板611与贴胶操作平台700连接并位于相机定位区750中,工位相机立柱612垂直安装在工位相机底板611上,工位相机高度调节板613远离工位相机底板611并与工位相机立柱612滑动连接,定位相机安装架620与工位相机高度调节板613连接。可选地,工位相机立柱612的数量为两根,两根工位相机立柱612并行设在工位相机底板611上,工位相机高度调节板613分别与两根工位相机立柱612滑动连接。可选地,定位相机安装架620的一端与工位相机高度调节板613固定连接,定位相机安装架620的末端延伸至工件来料放置区740的上方,定位相机主体630安装在定位相机安装架620的末端,在竖直方向上,定位相机主体630的拍摄端朝向工件来料放置区740。如此,可根据实际的需要,调整工位相机高度调节板613与工位相机立柱612的位置关系,从而调整定位相机主体630与工件来料放置座540之间的距离。
167.结合图14和图16,一个实施例中,工件来料放置座540包括来料放置架541以及来料放置板542,来料放置架541与贴胶操作平台700连接并位于工件来料放置区740中,来料放置板542安装在来料放置架541的顶端,定位相机光源640安装在来料放置板542上,在竖直方向上,定位相机主体630位于定位相机光源640的上方。
168.一个实施例中,工件贴胶放置座550包括贴胶放置底板551、贴胶放置立板552以及贴胶放置顶板553,贴胶放置底板551与贴胶操作平台700连接并位于工件贴胶放置区720中,贴胶放置立板552垂直安装在贴胶放置底板551上,贴胶放置顶板553安装在贴胶放置立板552的顶端,贴胶放置顶板553用于放置待贴胶带电芯。可选地,贴胶放置顶板553的宽度大于贴胶放置立板552的宽度。可选地,贴胶放置顶板553的宽度小于待贴胶带电芯的宽度。可选地,贴胶放置顶板553分别邻近三个贴胶带机构200的贴胶组件。
169.一实施例中,三个出胶带机构呈品字形分布,其中,两个出胶带机构呈轴对称且并排分布,另一出胶带机构均与该两个出胶带机构呈轴对称设置,出胶带机构包括出胶带架体以及安装在出胶带架体上的放料组件、压轮组件、压紧组件、扯胶组件以及夹带组件,放料组件用于放置胶带卷,压轮组件用于承接拉出于胶带卷的胶带,压紧组件用于拉扯出缓存胶带,扯胶组件用于拉出缓存胶带形成预贴设胶带,夹带组件用于夹紧预贴设胶带并切割预贴设胶带以使得预贴设胶带与缓存胶带脱离。
170.请一并参图18、图19和图20,一个实施例中,该出胶带机构100包括:出胶带架体110、扯胶组件120、压轮组件130、胶带预存组件140、夹带组件150以及放料组件160,出胶带架体110包括支架111以及大板112,大板112与支架111相互连接。扯胶组件120包括升降件121、上抓手件122以及下抓手件123,升降件121安装在大板112的背面上,上抓手件122以及下抓手件123均与升降件121的移动端连接,上抓手件122以及下抓手件123相邻且并排设置。压轮组件130包括平行压轮组131以及错位压轮组132,平行压轮组131远离上抓手件122安装在大板112的正面上,错位压轮组132邻近上抓手件122安装在大板112的正面上。胶带
预存组件140包括导向杆141、拉动气缸142、过渡连接板143以及短压轮件144,导向杆141安装在大板112的正面上并穿设在平行压轮组131之间,拉动气缸142安装在大板112的正面上,过渡连接板143的一端与导向杆141滑动连接,过渡连接板143的另一端与拉动气缸142的输出端连接,短压轮件144背向导向杆141安装在过渡连接板143上。夹带组件150包括夹爪板151、夹紧抓手件152以及切割件153,夹爪板151安装在大板112的正面上,夹紧抓手件152以及切割件153分别安装在夹爪板151上,夹紧抓手件152位于上抓手件122以及错位压轮组132之间,切割件153邻近夹紧抓手件152设置。如图21和图22所示,放料组件160包括轴承件161、料架轴162、压紧块163、辊压弹簧164、止动线圈165、锁紧螺母166以及放料架167,轴承件161穿设大板112,料架轴162同轴设置在轴承件161中,压紧块163、压紧块163、辊压弹簧164、止动线圈165以及锁紧螺母166依序分别套设在料架轴162的控制端上并位于大板112的背面一侧,压紧块163的一端与轴承件161抵接,压紧块163的另一端与辊压弹簧164的一端抵接,止动线圈165与辊压弹簧164的另一端抵接,锁紧螺母166固定在料架轴162上并与止动线圈165抵接,放料架167套设在料架轴162的放料端上并位于大板112的正面一侧。
171.上述出胶带机构100,通过放料架167套设胶带卷168,在平行压轮组131以及错位压轮组132的共同作用下,可承接从胶带卷扯出的胶带169,在拉动气缸142的作用下,短压轮件144推动胶带,此时胶带卷连同放料架167转动,在平行压轮组131以及错位压轮组132之间形成了缓存胶带,且在压紧块163、辊压弹簧164、止动线圈165以及锁紧螺母166的作用下,当拉动气缸142停止运动时,胶带卷也即停止转动,从而使得胶带卷的出胶带的长度得以控制,不会造成胶带卷转动过量以及胶带被胶带卷反向缠绕,且缓存胶带的长度可根据拉动气缸142的行程而定制,进而提高了胶带拉出效率。
172.如图19所示,平行压轮组131包括两个第一长压轮件1311,两个第一长压轮件1311水平设置在大板112的正面上。
173.导向杆141位于两个第一长压轮件1311之间。短压轮件144沿着导向杆141的长度方向滑动,由于导向杆141位于两个长压轮件之间,这样,短压轮件144将在两个第一长压轮件1311之间移动。
174.如图19所示,错位压轮组132包括两个第二长压轮件1321,两个第二长压轮件1321分别设置在大板112的正面上,其中,一个第二长压轮件1321邻近上抓手件122,另一个第二长压轮件1321远离上抓手件122,且在竖直方向上两个第二长压轮件1321不在同一直线上。
175.如图19所示,胶带预存组件140还包括两个阻挡板145以及两个缓冲器146,两个阻挡板145分别安装在大板112的正面上,一阻挡板145邻近导向杆141的一端部,另一阻挡板145邻近导向杆141的另一端部,每一缓冲器146对应安装在一阻挡板145上,各缓冲器146的缓冲端均朝向过渡连接板143设置。缓冲器146了采用弹簧或者液压杆。如此,短压轮件144在过渡连接板143的带动下,沿着导向杆141的长度方向滑动,在滑向导向杆141的两端部时,在缓冲器146的作用下可以避免过渡连接板143滑出导向杆141,同时也可以吸收缓冲阻挡板145的移动势能,这样在缓存胶带时,胶带的拉出更加缓和,避免放料架167过渡受力。
176.夹爪板151垂直安装在大板112的正面上。夹爪板151的作用是延伸大板112在正面的距离,以便于夹紧抓手件152以及切割件153的安装和作业。
177.如图23和图24所示,夹紧抓手件152包括夹紧驱动气缸1521、左夹紧抓手1522以及右夹紧抓手1523,夹紧驱动气缸1521安装在夹爪板151上,左夹紧抓手1522与夹紧驱动气缸
1521的左输出端连接,右夹紧抓手1523与夹紧驱动气缸1521的右输出端连接,左夹紧抓手1522及右夹紧抓手1523平行设置,夹紧驱动气缸1521用于驱动左夹紧抓手1522及右夹紧抓手1523相互靠近或者相互远离,以夹持位于左夹紧抓手1522及右夹紧抓手1523之间的胶带。
178.切割件153包括切割气缸1531以及切刀1532,切割气缸1531安装在夹爪板151上,切刀1532与切割气缸1531的输出端连接,切刀1532均与左夹紧抓手1522以及右夹紧抓手1523平行,切刀1532用于切割位于左夹紧抓手1522及右夹紧抓手1523之间的胶带。
179.如图23和图25所示,上抓手件122包括第一拉扯驱动气缸1221、第一左拉扯抓手1222以及第一右拉扯抓手1223,第一拉扯驱动气缸1221与升降件121的移动端连接,第一左拉扯抓手1222与第一拉扯驱动气缸1221的左输出端连接,第一右拉扯抓手1223与第一拉扯驱动气缸1221的右输出端连接,第一左拉扯抓手1222以及第一右拉扯抓手1223平行设置,第一拉扯驱动气缸1221用于驱动第一左拉扯抓手1222以及第一右拉扯抓手1223相互靠近或者相互远离,以夹持位于第一左拉扯抓手1222以及第一右拉扯抓手1223之间的胶带。
180.下抓手件123包括第二拉扯驱动气缸1231、第二左拉扯抓手1232以及第二右拉扯抓手1233,第二拉扯驱动气缸1231与升降件121的移动端连接,第二左拉扯抓手1232与第二拉扯驱动气缸1231的左输出端连接,第二右拉扯抓手1233与第二拉扯驱动气缸1231的右输出端连接,第二左拉扯抓手1232以及第二右拉扯抓手1233平行设置,第二拉扯驱动气缸1231用于驱动第二左拉扯抓手1232以及第二右拉扯抓手1233相互靠近或者相互远离,以夹持位于第二左拉扯抓手1232以及第二右拉扯抓手1233之间的胶带。
181.扯胶组件120还包括长安装板124,长安装板124的顶端与升降件121的移动端连接,上抓手件122以及下抓手件123分别安装在长安装板124的底端。
182.上述各个实施例中的出胶带机构的工作原理为:胶带卷168套设在放料架167后,放料架167安装在料架轴162的位于大板112的正面上的一端上。从胶带卷168扯出胶带169,胶带169沿着平行压轮组131以及错位压轮组132形成的胶带扯出路径进行架设,穿过夹紧抓手件152后,并被上抓手件122以及下抓手件123夹持。拉动气缸142工作时,通过短压轮件144对扯出路径上位于平行压轮组131之间的胶带169进行推压,该过程中放料架167受力转动,当拉动气缸142停止工作时,放料架167在压紧块163、辊压弹簧164、止动线圈165以及锁紧螺母166的共同作用下也即时停止转动。当需要进行贴胶带作业时,夹紧抓手件152夹紧胶带169,同时,上抓手件122以及下抓手件123张开,向上移动,穿过夹紧抓手件152,然后同时夹紧胶带169,此时,夹紧抓手件152张开,上抓手件122以及下抓手件123夹紧胶带169并向下移动穿过夹紧抓手件152。上抓手件122以及下抓手件123向下移动到位后,夹紧抓手件152夹紧胶带169,并利用切割件153对胶带169进行切割。从而使得在上抓手件122以及下抓手件123之间形成有独立的胶带。
183.一实施例中,三个贴胶带机构,三个所述贴胶带机构呈品字形分布,每一所述贴胶带机构对应一所述出胶带机构,三个所述贴胶带机构围绕所述工件贴胶放置座设置,所述贴胶带机构包括贴胶带底座、贴胶横移组件、贴胶纵移组件以及贴胶组件,所述贴胶横移组件安装在所述贴胶带底座上,所述贴胶纵移组件安装在所述贴胶横移组件上,所述贴胶组件安装在所述贴胶纵移组件上,所述贴胶组件用于夹取位于所述工件贴胶放置座上的所述待贴胶带电芯,并在所述贴胶横移组件以及所述贴胶纵移组件的移动作用下将位于所述扯
胶组件上的所述预贴设胶带贴设到所述待贴胶带电芯上。
184.请参阅图26,该贴胶带机构200包括:贴胶带底座210、贴胶横移组件220、贴胶纵移组件230以及贴胶组件240,贴胶横移组件220设置在贴胶带底座210上,贴胶纵移组件230设置在贴胶横移组件220上,贴胶组件240设置在贴胶纵移组件230上。
185.贴胶横移组件220包括贴胶横移电机221、贴胶横移同步环带222以及贴胶横移导轨223,贴胶横移电机221、贴胶横移同步环带222以及贴胶横移导轨223分别安装在贴胶带底座210上,贴胶横移同步环带222与贴胶横移电机221的输出端驱动连接,贴胶横移导轨223与贴胶横移同步环带222平行。
186.贴胶纵移组件230包括贴胶纵移安装板231、贴胶纵移气缸232、贴胶纵移导轨233以及贴胶立支撑座234,贴胶纵移安装板231与贴胶横移导轨223滑动连接,贴胶纵移安装板231与贴胶横移同步环带222固定连接,贴胶纵移气缸232以及贴胶纵移导轨233分别安装在贴胶纵移安装板231上,贴胶纵移导轨233的延伸方向与贴胶横移导轨223的延伸方向垂直,贴胶立支撑座234与贴胶纵移导轨233滑动连接。
187.贴胶组件240包括贴胶双作用气缸241、上贴胶喷嘴242以及下贴胶喷嘴243,贴胶双作用气缸241安装在贴胶立支撑座234上,上贴胶安装座与贴胶双作用气缸241的第一作用端连接,下贴胶安装座与贴胶双作用气缸241的第二作用端连接,上贴胶喷嘴242安装在上贴胶安装座,下贴胶喷嘴243安装在下贴胶安装座,上贴胶喷嘴242与下贴胶喷嘴243并排设置,上贴胶喷嘴242与下贴胶喷嘴243用于共同夹持待贴胶电芯。
188.上述贴胶带机构200,通过上贴胶喷嘴242以及下贴胶喷嘴243共同夹持待贴胶电芯,贴胶横移组件220和贴胶纵移组件230共同协调配合,将位于出胶带机构的胶带贴设至待贴胶电芯的表面,代替人工作业,提高贴胶带的效率。同时,上贴胶喷嘴242以及下贴胶喷嘴243本身具备喷气功能,在贴胶带的过程中对胶带吹出气流,辅助胶带更好的贴合在待贴胶电芯的表面,该过程无更多外界部件的作用力接触电芯,从而避免在电芯贴胶带过程中对电芯结构产生破坏,有效地提高电芯的生产良率,且提高了电芯的生产效率。
189.为更好地驱动贴胶横移同步环带222传动,贴胶横移组件220还包括贴胶横移从动轮224,贴胶横移从动轮224转动安装在贴胶带底座210上,贴胶横移电机221以及贴胶横移从动轮224分别位于贴胶带底座210的两端,贴胶横移同步环带222的一端与贴胶横移电机221的输出端驱动连接,贴胶横移同步环带222的另一端套设在贴胶横移从动轮224上。例如,贴胶横移电机221的输出端为驱动轮,贴胶横移同步环带222的两端分别套设在贴胶横移从动轮224和驱动轮上,贴胶横移电机221工作时将带动贴胶横移同步环带222在贴胶横移从动轮224和驱动轮之间传动,该传动方向根据贴胶横移电机221的转动方向而变,包括顺时针方向和逆时针方向。如此,可以更好地驱动贴胶横移同步环带222传动,以使得贴胶纵移组件230可沿贴胶横移导轨223往复运动。
190.贴胶横移导轨223与贴胶横移同步环带222的位于贴胶横移电机221以及贴胶横移从动轮224之间的部分平行。也就是说,贴胶横移导轨223的长度方向与贴胶横移同步环带222的传送方向平行。这样,贴胶横移电机221工作时,通过贴胶横移同步环带222可更顺滑地带动贴胶纵移安装板231沿着贴胶横移导轨223的长度方向移动。
191.如图26、图27以及图28所示,贴胶组件240还包括上贴胶安装座2421以及下贴胶安装座2431,上贴胶安装座2421与贴胶双作用气缸241的第一作用端连接,下贴胶安装座2431
与贴胶双作用气缸241的第二作用端连接,上贴胶喷嘴242安装在上贴胶安装座2421,下贴胶喷嘴243安装在下贴胶安装座2431,贴胶复位弹簧的一端与上贴胶安装座2421连接,贴胶复位弹簧的另一端与下贴胶安装座2431连接。本实施例中,上贴胶安装座2421和下贴胶安装座2431均为l型板状结构。上贴胶安装座2421的背面通过上贴胶延伸板2422与贴胶双作用气缸241的第一作用端连接,上贴胶安装座2421的正面与上贴胶喷嘴242连接,下贴胶安装座2431的背面通过下贴胶延伸板2432与贴胶双作用气缸241的第二作用端连接,下贴胶安装座2431的正面与下贴胶喷嘴243连接。如此,使得上贴胶喷嘴242以及下贴胶喷嘴243位于贴胶双作用气缸241的侧面,以便于上贴胶喷嘴242以及下贴胶喷嘴243夹持待贴胶电芯后,配合出胶带机构将待贴胶电芯进行贴胶带处理。
192.贴胶组件240还包括喷嘴夹紧弹簧245,喷嘴夹紧弹簧245的一端与上贴胶安装座2421连接,喷嘴夹紧弹簧245的另一端与下贴胶安装座2431连接。一实施例中,喷嘴夹紧弹簧包括若干个喷嘴拉簧,若干个喷嘴拉簧一次连接成串,一串喷嘴拉簧的一端与上贴胶安装座2421连接,另一端与下贴胶安装座2431连接。可以理解,喷嘴夹紧弹簧245可限制上贴胶安装座2421离开下贴胶安装座2431,也就是限制上贴胶安装座2421与下贴胶安装座2431相互分离,而上贴胶安装座2421与下贴胶安装座2431相互分离的目的是扩大上贴胶喷嘴242以及下贴胶喷嘴243之间的距离,以将待贴胶电芯夹持。本实施例中,贴胶双作用气缸241在喷嘴夹紧弹簧245的作用下,只需要克服喷嘴夹紧弹簧245做功,且在分离上贴胶喷嘴242以及下贴胶喷嘴243之间的距离以满足夹持待贴胶带电芯时即可,在夹持住待贴胶电芯后即可停止工作,此时在喷嘴夹紧弹簧245的作用下可借助弹力将待贴胶电芯持续夹持在上贴胶喷嘴242以及下贴胶喷嘴243之间,这样一方面可确保夹持的稳定性,另一方面也节能环保。
193.上贴胶喷嘴242包括上粗孔喷嘴板2423以及上细孔喷嘴夹板2424,上粗孔喷嘴板2423与上贴胶安装座2421连接,上细孔喷嘴夹板2424与上粗孔喷嘴板2423连接,上细孔喷嘴夹板2424与下贴胶喷嘴243相对设置。下贴胶喷嘴243包括下粗孔喷嘴板2433以及下细孔喷嘴夹板2434,下粗孔喷嘴板2433与下贴胶安装座2431连接,下细孔喷嘴夹板2434与下粗孔喷嘴板2433连接,下细孔喷嘴夹板2434与上细孔喷嘴夹板2424相对设置,下细孔喷嘴夹板2434与上细孔喷嘴夹板2424用于共同夹持待贴胶电芯。上粗孔喷嘴板2423连接外部喷气机的第一粗喷气嘴,上细孔喷嘴夹板2424连接外部喷气机的第一细喷气嘴,下粗孔喷嘴板2433连接外部喷气机的第二粗喷气嘴,下细孔喷嘴夹板2434连接外部喷气机的第二细喷气嘴。上细孔喷嘴夹板2424以及下细孔喷嘴夹板2434直接与待贴胶电芯直接接触,喷气机工作时分别向上粗孔喷嘴板2423、上细孔喷嘴夹板2424、下粗孔喷嘴板2433以及下细孔喷嘴夹板2434送气,上粗孔喷嘴板2423、上细孔喷嘴夹板2424、下粗孔喷嘴板2433以及下细孔喷嘴夹板2434在贴胶带过程对位于出胶带机构上的胶带进行吹气,从而使得胶带能更快速且平整的贴设在待贴胶电芯上,该过程无更多外界部件的作用力接触电芯,从而避免在电芯贴胶带过程中对电芯结构产生破坏,有效地提高电芯的生产良率,且提高了电芯的生产效率。
194.如图26和图29所示,一个实施例中,贴胶纵移安装板231背向贴胶纵移导轨233设置有同步带连接块2311以及齿形同步带用金属件2312,同步带连接块2311与齿形同步带用金属件2312连接,同步带连接块2311与齿形同步带用金属件2312共同夹持贴胶横移同步环
带222。也就是说,贴胶横移同步环带222穿设在同步带连接块2311与齿形同步带用金属件2312之间,同步带连接块2311固定在贴胶纵移安装板231下方,齿形同步带用金属件2312通过螺钉固定在同步带连接块2311的外侧壁上,并在固定过程将贴胶横移同步环带222一并固定。如此,在同步带连接块2311以及齿形同步带用金属件2312的作用下,有效地保持贴胶横移同步环带222与贴胶纵移安装板231之间的同步性,在贴胶横移电机221的驱动下,贴胶横移同步环带222移动时即可带动贴胶纵移安装板231移动,实现贴胶纵移安装板231与贴胶横移同步环带222的同步运动。
195.如图29所示,进一步地,贴胶纵移安装板231背向贴胶纵移导轨233设置有横移滑块2313,横移滑块2313与贴胶横移导轨223滑动连接。可选地,横移滑块2313背向贴胶纵移气缸232设置。可选地,横移滑块2313滑动套设在贴胶横移导轨223上。可选地,横移滑块2313与同步带连接块2311平行设置。如此,在横移滑块2313的作用下,使得贴胶纵移安装板231可沿着贴胶横移导轨223的长度方向滑动。
196.为提高贴胶纵移安装板231移动的稳定性,一实施例中,贴胶横移导轨223的数量设置为两个,两个贴胶横移导轨223分别位于贴胶横移同步环带222的两外侧,横移滑块2313的数量设置为两个,每一横移滑块2313对应与一贴胶横移导轨223滑动连接。如此,在两个横移滑块2313对应设置在两个贴胶横移导轨223的基础上,贴胶纵移安装板231可稳定可靠地跟随贴胶横移同步环带222在贴胶带底座210上做往复运动。
197.为避免贴胶纵移安装板231从贴胶横移导轨223的端部掉落,一实施例中,贴胶横移导轨223的各个端部分别设置有一横移限位缓冲块2231,横移限位缓冲块2231与贴胶纵移安装板231对应设置在同一水平面上。也就是说,贴胶横移导轨223的每一个端部对应设置有一个横移限位缓冲块2231。横移限位缓冲块2231采用弹性材料制成。如此,当贴胶纵移安装板231移动到贴胶横移导轨223的端部并接触到横移限位缓冲块2231时,贴胶横移电机221暂停工作,而贴胶纵移安装板231因存在惯性,该惯性带来了动能,而当贴胶纵移安装板231移动到贴胶横移导轨223的端部并接触到横移限位缓冲块2231时该动能即可被横移限位缓冲块2231吸收,一方面可避免贴胶纵移安装板231从贴胶横移导轨223的端部掉落,另一方面可避免贴胶纵移安装板231撞击贴胶横移电机221或者其他部件而导致贴胶横移电机221或者其他部件损坏,有效地提高了装置的使用寿命。
198.请参阅图30和图31,一实施例中,料盘自动供给机构105包括:空盘平移安装座310、空盘平移模组320、空盘推动组件330以及空盘升降模组340,空盘平移模组320安装在空盘平移安装座310上,空盘推动组件330安装在空盘平移模组320上,空盘升降模组340竖立在空盘平移安装座310的端部,空盘升降模组340与空盘平移安装座310之间形成l型结构。空盘平移安装座310、空盘平移模组320、空盘推动组件330共同将空料盘进行水平位置的转移,以将空料盘从来料区域转移到空盘升降模组340上,空盘升降模组340将空料盘进行高度上的提升,以将空料盘转移至下料区。
199.空盘平移模组320包括空盘平移电机321、空盘平移同步环带322、空盘平移导轨323以及空盘平移导向板324,空盘平移电机321、空盘平移同步环带322、空盘平移导轨323以及空盘平移导向板324分别安装在空盘平移安装座310上。空盘平移电机321与空盘平移同步环带322转动连接,空盘平移导轨323位于空盘平移安装座310及空盘平移导向板324之间,且空盘平移导向板324的长度延伸方向、空盘平移导轨323的长度延伸方向以及空盘平
移同步环带322的传送方向相互平行。
200.空盘推动组件330包括平移导向底座331、抽屉式框架332、空盘承接框架333以及推动限位件334,平移导向底座331与空盘平移导向板324滑动连接,抽屉式框架332背向空盘平移导向板324与平移导向底座331滑动连接,空盘承接框架333安装在抽屉式框架332上,推动限位件334与平移导向底座331连接,并与抽屉式框架332可拆卸连接。平移导向底座331与空盘平移同步环带322连接,空盘平移同步环带322传动时带动平移导向底座331沿空盘平移导轨323的长度延伸方向做往复移动。
201.空盘升降模组340包括空盘升降安装板341、空盘升降电机342、空盘升降丝杆343、空盘升降导轨344以及空盘升降爪345,空盘升降安装板341与空盘平移安装座310垂直连接,空盘升降电机342安装在空盘升降安装板341的侧边,空盘升降电机342与空盘升降丝杆343驱动连接,空盘升降丝杆343以及空盘升降导轨344分别安装在空盘升降安装板341的朝向空盘推动组件330的一侧,空盘升降丝杆343轴线方向与空盘升降导轨344的长度延伸方向平行,空盘升降爪345安装在空盘升降丝杆343上并与空盘升降导轨344滑动连接。
202.上述料盘自动供给机构30,通过空盘平移电机321、空盘平移同步环带322、空盘平移导轨323以及空盘平移导向板324的共同作用,将空料盘31进行水平位置的转移,以将空料盘31从来料区域转移到空盘升降模组340上,在空盘升降安装板341、空盘升降电机342、空盘升降丝杆343、空盘升降导轨344以及空盘升降爪345的共同作用下,将空料盘进行高度上的提升,以将空料盘转移至下料区,从而接收来自空盘升降模组340的电芯,在这个过程中,空盘推动组件330中的抽屉式框架332以及空盘承接框架333为便捷可拆卸式安装,可在损坏时及时进行更换,从而有效地提高了电芯生产效率。
203.上述料盘自动供给机构30的工作原理为:首先,空盘平移电机321工作,驱动空盘平移同步环带322传动,空盘平移同步环带322在传动过程,带动平移导向底座331沿着空盘平移导轨323的长度延伸方向做往复运动,空盘平移导向板324起到限制平移导向底座331偏离空盘平移导轨323作用;然后,平移导向底座331移动的过程中,将空料盘进行水平位置的转移,抽屉式框架332以及空盘承接框架333共同承接空料盘,并将空料盘从靠近空盘平移电机321的一端移动至靠近空盘升降安装板341的一端,而在空料盘的移动的过程中,空盘升降爪345提前插入空盘承接框架333中;最后,空盘升降电机342驱动空盘升降丝杆343,空盘升降丝杆343转动时带动空盘升降爪345上升,从而将空料盘从空盘升降安装板341的底部提升至空盘升降安装板341的顶部,从而完成将空料盘从来料区域转移到空盘升降模组340上得过程。在空料盘不断的移动的过程中,当空盘承接框架333出现损坏时,只需空盘平移电机321暂停工作,而后通过抽出抽屉式框架332将空盘承接框架333拆卸出来并更换新的空盘承接框架即可,整个过程不影响机构整体的运作,且更换过程便捷高效。
204.为便于提前将空盘升降爪345插入空盘承接框架333中,如图30所示,一个实施例中,空盘升降模组340还包括装料感应器346,装料感应器346安装在空盘升降爪345上,装料感应器346用于检测空盘升降爪345是否存在待升降空料盘。可选地,装料感应器346为红外传感器。可选地,装料感应器346安装在空盘升降爪345的侧边。可选地,装料感应器346设置两个,两个装料感应器346分别位于空盘升降爪345的两侧边上,且两个装料感应器346的位置相互对应,这样可以提高检测的精准度,避免检测失误而在空盘升降爪345存在空料盘的情况下移动。
205.如图30、图33以及图34所示,一个实施例中,平移导向底座331包括限位导向板3311、平移底板3312以及两导向限位条3313,限位导向板3311与平移底板3312连接并与空盘平移导轨323滑动连接。限位导向板3311与空盘平移同步环带322连接。本实施例中,限位导向板3311与空盘平移导轨323滑动连接。限位导向板3311与平移底板3312之间具有导向槽3314,空盘平移导向板324穿设导向槽3314并分别与限位导向板3311及平移底板3312滑动连接。本实施例中,限位导向板3311与平移底板3312连接并形成有导向槽3314,空盘平移导向板324穿设该导向槽3314。空盘平移导向板324被限制在该导向槽3314中。空盘平移导轨323为两条,两条空盘平移导轨323平行设置在空盘平移安装座310的两侧边上。两导向限位条3313背向限位导向板3311分别安装在限位导向板3311的两侧边,每一导向限位条3313对应套设在一空盘平移导轨323上,导向限位条3313与空盘平移导轨323滑动连接。抽屉式框架332与平移底板3312滑动连接。如此,在限位导向板3311与平移底板3312的作用下,空盘平移导向板324只能沿着导向槽3314的长度延伸方向移动,配合导向限位条3313与空盘平移导轨323滑动连接作用,使得空盘推动组件330可稳定地往复式运动在空盘平移安装座310的两端之间。
206.如图30、图31、图33以及图34所示,一个实施例中,抽屉式框架332包括抽拉把手3321、固定安装板3322、两个定位安装条3323、限位配合件3324以及两个抽屉导向条3325,抽拉把手3321与固定安装板3322连接,两个定位安装条3323平行安装在平移底板3312上,两个抽屉导向条3325的端部分别安装在固定安装板3322的两端,两个抽屉导向条3325位于两个定位安装条3323之间,限位配合件3324安装在一抽屉导向条3325的末端并与推动限位件334可拆卸连接,每一抽屉导向条3325对应与一定位安装条3323抵接。本实施例中,限位配合件3324为金属铁块,推动限位件334具有磁条块,推动限位件334与限位配合件3324之间磁吸配合,从而限制抽屉导向条3325相对定位安装条3323滑动。如此,当外力大于磁吸力时,拉动抽拉把手3321,两个抽屉导向条3325滑动离开两个定位安装条3323,即可抽出抽拉把手3321、固定安装板3322以及两个抽屉导向条3325,而空盘承接框架333与抽屉导向条3325连接,则间接将空盘承接框架333从原来的位置抽离出来,这样可便于维修或者更换空盘承接框架333,从而有效地提高了电芯生产效率。
207.如图30、图31、图34以及图35所示,一个实施例中,空盘承接框架333包括侧档板3331、若干承接安装块3332以及若干直型承接架3333,各承接安装块3332间隔均匀的平行设置,承接安装块3332的一端与一抽屉导向条3325连接,承接安装块3332的另一端与另一抽屉导向条3325连接,每一直型承接架3333对应安装在一承接安装块3332上,侧档板3331与位于抽屉导向条3325末端的直型承接架3333连接。本实施例中,承接安装块3332的数量为三个,三个承接安装块3332间隔均匀的平行设置在两个抽屉导向条3325上,每一个承接安装块3332均与两个抽屉导向条3325垂直设置。对应地,直型承接架3333的数量为三个,三个直型承接架3333间隔均匀的平行设置在三个承接安装块3332上。三个承接安装块3332与侧档板3331之间形成有料盘放置区3334,空料盘放置在料盘放置区3334中,侧档板3331用于放置侧档板3331空料盘从该料盘放置区3334滑落至外部,也起到定位的作用。可选地,承接安装块3332与抽屉导向条3325之间为可拆卸的连接方式,例如螺纹连接,这样,在通过抽拉把手3321抽出整个空盘承接框架333时,可便捷地将空盘承接框架333与抽屉导向条3325分开,从而及时更换空盘承接框架333。
208.请再次参阅图30、图31和图35,一个实施例中,空盘平移模组320还包括空盘平移从动轮326,空盘平移从动轮326远离空盘平移电机321转动安装在空盘平移安装座310的末端,空盘平移同步环带322的一端与空盘平移电机321的输出端驱动连接,空盘平移同步环带322的另一端套设在空盘平移从动轮326上。本实施例中,空盘平移电机321设置在空盘平移安装座310的端部的侧边,空盘平移电机321通过输出同步带3211带动转动安装在空盘平移安装座310的前端的空盘平移主动轮3212转动,空盘平移同步环带322的一端套设在空盘平移主动轮3212,空盘平移同步环带322的另一端套设在空盘平移从动轮326上。如此,空盘平移电机321工作时,带动空盘平移同步环带322传动,进而带动与空盘平移同步环带322连接的限位导向板3311沿空盘平移导轨323的长度延伸方向做往复移动。
209.进一步地,限位导向板3311背向平移底板3312设置有供料同步带连接块3315以及供料齿形同步带用金属件3316,供料同步带连接块3315与供料齿形同步带用金属件3316连接,供料同步带连接块3315与供料齿形同步带用金属件3316共同夹持空盘平移同步环带322。也就是说,空盘平移同步环带322穿设在供料同步带连接块3315与供料齿形同步带用金属件3316之间,供料同步带连接块3315固定在限位导向板3311下方,供料齿形同步带用金属件3316通过螺钉固定在供料同步带连接块3315的外侧壁上,并在固定过程将空盘平移同步环带322一并固定。如此,在供料同步带连接块3315以及供料齿形同步带用金属件3316的作用下,有效地保持胶横移同步环带与限位导向板3311之间的同步性,在空盘平移电机321的驱动下,空盘平移同步环带322传动时即可带动限位导向板3311移动,实现限位导向板3311与空盘平移同步环带322的同步运动。
210.如图31和图34所示,一个实施例中,空盘推动组件330还包括框架到位感应器335,框架到位感应器335背向空盘平移导向板324安装在平移导向底座331上,框架到位感应器335用于感应抽屉式框架332是否安装在平移导向底座331上。可选地,框架到位感应器335为光电反射距离传感器。本实施例中,框架到位感应器335安装在平移底板3312上。对应该框架到位感应器335,每一承接安装块3332均开设有让位缺口3335,各个让位缺口3335位于同一直线上,这样可避免在抽离空盘承接框架333时损伤框架到位感应器335。
211.料盘下料机械手组件910、电芯下料机械手组件920以及满盘承接组件930之间的连接关系可参考料盘自动供给机构105,由于功能类似,结构相差不大,具体可结合本发明的其他零部件,此处不再赘述。
212.一个实施例中,自动贴胶设备还包括plc控制系统107,plc控制系统107分别与电芯上料装置102、电池电芯热压装置103、贴胶带装置104、料盘自动供给机构105以及料盘自动下料机构106电性连接,plc控制系统107用于协调电芯上料装置102、电池电芯热压装置103、贴胶带装置104、料盘自动供给机构105以及料盘自动下料机构106等组成自动贴胶设备的各个零部件的工作,以实现电芯的自动生产功能。例如,plc控制系统设置有下位机、显示屏、输入装置以及警报装置,下位机内设有控制系统和程序,显示屏用于显示各个零部件的各类参数,输入装置用于输出控制参数或者指令,以控制自动贴胶设备中的各个零部件,警报装置用于在自动贴胶设备的某一零部件出现异常时,输出警示声音或警示灯光,以提醒用户。
213.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存
在矛盾,都应当认为是本说明书记载的范围。
214.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1