一种可以负压排气的复合材料成型模具的制作方法
1.本实用新型涉及一种成型模具,尤其为一种可以负压排气的复合材料成型模具。
背景技术:
2.复合材料产品通常来说都属于薄壁件,对于模压成型的工艺,对产品的分型有一定的讲究,如果分型不合适将导致产品脱模困难,甚至导致材料无法压实而出现缺陷、报废。
3.某些特定的产品,对产品边缘不允许有圆角过度或者只允许极小的圆角,因此通常需要电火花加工模具阴模,而阴模又抛光困难,因此提升了加工难度和加工成本。
4.复合材料产品在成型过程中,排气不畅将导致产品内部存在缺陷,降低产品质量。
技术实现要素:
5.本实用新型提供一种用以解决现有技术中对薄型产品脱模不容易,容易产生报废品,在对产品边缘有小圆角或无圆角要求时,对阴模要求较高,增加加工难度和加工成本的问题的可以负压排气的复合材料成型模具。
6.为了解决以上技术问题,本实用新型提供了一种可以负压排气的复合材料成型模具,包括上凸模、下凸模和围框,围框设置于上凸模和下凸模之间,上凸模、下凸模和围框之间构成成模腔,围框的至少一个侧面设置抽气口,抽气口连通所述成模腔。
7.优选的,围框的上侧和下侧都设置定位凸起,上凸模的内侧和下凸模的内侧都与定位凸起位置对映的设置定位凹槽。
8.优选的,上凸模与围框之间设置密封条。
9.优选的,下凸模与围框之间设置密封条。
10.与现有技术相比,本实用新型的有益效果在于:
11.1.本实用新型通过上凸模、下凸模和围框合围形成薄型产品的成模腔,脱模更容易,降低废品率;
12.2.通过围框形成产品的圆周面,可以根据对产品边缘有小圆角或无小圆角的要求,调整围框的转折结构,进行转折角的处理,使开模更容易,减少开模加工难度和加工成本;
13.3.通过在围框的抽气口处安装气嘴并连通抽真空装置,可以辅助型腔排气,确保浇注工艺的顺畅,减少产品内部缺陷率,提高产品质量。
附图说明
14.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
15.图1是本实施例的爆炸图之一;
16.图2是本实施例的爆炸图之二;
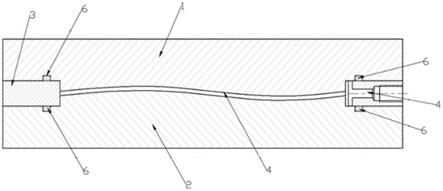
17.图3是本实施例的剖视图;
18.其中,1
‑
上凸模,2
‑
下凸模,3
‑
围框,4
‑
成模腔,5
‑
抽气口,6
‑
定位凸起,7
‑
定位凹槽。
具体实施方式
19.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
20.如图1、2和3所示,本实用新型提供了一种可以负压排气的复合材料成型模具,包括上凸模1、下凸模2和围框3,围框3设置于上凸模1和下凸模2之间,上凸模1、下凸模2和围框3之间构成成模腔4,围框3的一个侧面设置抽气口5,抽气口5连通成模腔4。本实施例结构简单,加工方便,特别适合试验件、要求较高的产品的成型。
21.在其他实施例中,围框3的上侧和下侧都设置定位凸起6,上凸模1的内侧和下凸模2的内侧都与定位凸起6位置对映的设置定位凹槽7。
22.通过将定位凸起6插入定位凹槽7,精准定位,保证模具的合模方便性和产品精度。
23.在其他实施例中,上凸模1与围框3之间设置密封条,下凸模2与围框3之间设置密封条,防止浇注液溢出,提高产品精度,将成模腔4设置成除抽气口5以外的密封性。
24.本实用新型并不限于上文讨论的实施方式。以上对具体实施方式的描述旨在于为了描述和说明本实用新型涉及的技术方案。基于本实用新型启示的显而易见的变换或替代也应当被认为落入本实用新型的保护范围。以上的具体实施方式用来揭示本实用新型的最佳实施方法,以使得本领域的普通技术人员能够应用本实用新型的多种实施方式以及多种替代方式来达到本实用新型的目的。
技术特征:
1.一种可以负压排气的复合材料成型模具,其特征在于,包括上凸模、下凸模和围框,所述围框设置于上凸模和下凸模之间,所述上凸模、所述下凸模和所述围框之间构成成模腔,所述围框的至少一个侧面设置抽气口,所述抽气口连通所述成模腔。2.根据权利要求1所述的一种可以负压排气的复合材料成型模具,其特征在于,所述围框的上侧和下侧都设置定位凸起,所述上凸模的内侧和所述下凸模的内侧都与所述定位凸起位置对映的设置定位凹槽。3.根据权利要求1所述的一种可以负压排气的复合材料成型模具,其特征在于,所述上凸模与所述围框之间设置密封条。4.根据权利要求1所述的一种可以负压排气的复合材料成型模具,其特征在于,所述下凸模与所述围框之间设置密封条。
技术总结
本实用新型公开了一种可以负压排气的复合材料成型模具,包括上凸模、下凸模和围框,围框设置于上凸模和下凸模之间,上凸模、下凸模和围框之间构成成模腔,围框的至少一个侧面设置抽气口,抽气口连通所述成模腔,围框的上侧和下侧都设置定位凸起,上凸模的内侧和下凸模的内侧都与定位凸起位置对映的设置定位凹槽。本实用新型解决了现有技术中对薄型产品脱模不容易,容易产生报废品,在对产品边缘有小圆角或无圆角要求时,对阴模要求较高,增加加工难度和加工成本的问题。难度和加工成本的问题。难度和加工成本的问题。
技术研发人员:邝杰灵 伍舒恒 雍泽泉
受保护的技术使用者:上海织默新材料科技有限公司
技术研发日:2021.02.09
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1