一种流水线热缩管自动通过式加热装置的制作方法
1.本实用新型涉及电缆线及电瓶线热缩防护工序加工技术领域,尤其涉及一种流水线热缩管自动通过式加热装置。
背景技术:
2.现有技术为手持作业,作业人员手持热缩管吹风机进行线束加工,缺陷非常明显:
3.1、需要单独设置该工位,并安排专人进行热缩作业,人工成本较高;
4.2、人工作业,费时费力,工作效率较低;
5.3、安全性低,易发生作业人员烫伤等安全事故;
6.4、由于热缩作业具有连续性,生产任务较多时,容易堆叠大量的线束,影响流水线体正常工作节拍。
技术实现要素:
7.本实用新型目的就是为了弥补已有技术的缺陷,提供一种流水线热缩管自动通过式加热装置。
8.本实用新型是通过以下技术方案实现的:
9.一种流水线热缩管自动通过式加热装置,包括有热缩机主机、热缩机电控箱和待热缩产品传送带,所述的热缩机电控箱下面安装有支架,所述的支架的高度高于流水线传送带,支架横跨流水线传送带,使热缩机电控箱位于流水线传送带上方,所述的热缩机主机整体为n字型,其中热缩机主机的顶板横跨热缩机电控箱,热缩机主机的两侧板分别固定在热缩机电控箱的两侧面,所述的待热缩产品传送带安装在热缩机电控箱的顶部,待热缩产品传送带的传送方向与流水线传送带传送方向一致。
10.在所述的待热缩产品传送带的出口端侧面安装有倾斜导向滑台。
11.实际应用时工作步骤如下:作业员在原有流水线传送带取得待加工产品
ꢀ‑‑‑‑‑‑
在代加工产品上套入热缩管
‑‑‑‑‑‑
并将热缩管捋到指定位置
‑‑‑‑‑‑
把套上热缩管的代加工产品从入口处放入待热缩产品传送带上
‑‑‑‑‑‑
产品跟随待热缩产品传送带进入热缩机主机内部空间并开始热缩
‑‑‑‑‑‑
热缩完成并通过倾斜导向滑台自动滑入原流水线传送带。
12.本实用新型的优点是:1、本实用新型将加热设备置于流水线体上部,可同时两边作业,烘烤时间由20s下降到11秒;采用流水线自动通过式加热防水,生产周期缩短,提高效率;有效避免人工作业时因操作不当发生烫伤等安全事故。
13.2、本实用新型采用喷气式热缩方式,是目前国际市场上较普及的热缩方法之一,加热设备具有节电高效,收缩温度和电机传动速度稳定可调,且调节范围广等优点;其喷气式装置,收缩炉道高度和风向可自由调节,适用于大批量、高效率热缩管收缩的加热设备,被普遍应用在线束行业。
附图说明
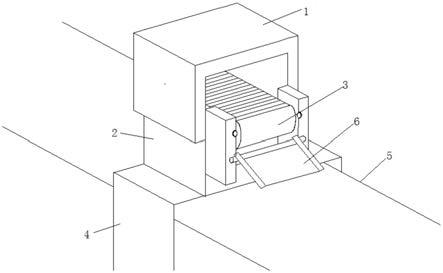
14.图1为本实用新型的结构示意图。
具体实施方式
15.如图1所示,一种流水线热缩管自动通过式加热装置,包括有热缩机主机1、热缩机电控箱2和待热缩产品传送带3,所述的热缩机电控箱2下面安装有支架4,所述的支架4的高度高于流水线传送带5,支架4横跨流水线传送带5,使热缩机电控箱2位于流水线传送带5上方,所述的热缩机主机1整体为n字型,其中热缩机主机1的顶板横跨热缩机电控箱2,热缩机主机1的两侧板分别固定在热缩机电控箱2的两侧面,所述的待热缩产品传送带3安装在热缩机电控箱2的顶部,待热缩产品传送带3的传送方向与流水线传送带5传送方向一致。
16.在所述的待热缩产品传送带3的出口端侧面安装有倾斜导向滑台6。
17.现有流水线传送带高830mm,宽685mm,增加一台皮带式热缩设备进行中间工序的产品热缩,可以达到不变更现有流水线的前提下进行设计。
18.设备具体技术参数如下:
19.电压:220v/380v
20.功率:6.5kw
21.载重:10kg
22.最大包装尺寸:450*250
23.外表尺寸:1200*650*1000
24.输送速度:0
‑
10m/min
25.重量: 80kg。
技术特征:
1.一种流水线热缩管自动通过式加热装置,其特征在于:包括有热缩机主机、热缩机电控箱和待热缩产品传送带,所述的热缩机电控箱下面安装有支架,所述的支架的高度高于流水线传送带,支架横跨流水线传送带,使热缩机电控箱位于流水线传送带上方,所述的热缩机主机整体为n字型,其中热缩机主机的顶板横跨热缩机电控箱,热缩机主机的两侧板分别固定在热缩机电控箱的两侧面,所述的待热缩产品传送带安装在热缩机电控箱的顶部,待热缩产品传送带的传送方向与流水线传送带传送方向一致。2.根据权利要求1所述的一种流水线热缩管自动通过式加热装置,其特征在于:在所述的待热缩产品传送带的出口端侧面安装有倾斜导向滑台。
技术总结
本实用新型公开了一种流水线热缩管自动通过式加热装置,热缩机电控箱下面安装有支架,所述的支架的高度高于流水线传送带,支架横跨流水线传送带,使热缩机电控箱位于流水线传送带上方,所述的热缩机主机整体为n字型,其中热缩机主机的顶板横跨热缩机电控箱,热缩机主机的两侧板分别固定在热缩机电控箱的两侧面,所述的待热缩产品传送带安装在热缩机电控箱的顶部,待热缩产品传送带的传送方向与流水线传送带传送方向一致。本实用新型将加热设备置于流水线体上部,可同时两边作业,烘烤时间由20S下降到11秒;采用流水线自动通过式加热防水,生产周期缩短,提高效率;有效避免人工作业时因操作不当发生烫伤等安全事故。业时因操作不当发生烫伤等安全事故。业时因操作不当发生烫伤等安全事故。
技术研发人员:朱锡培 武子静 王伟 朱克永 柯忠建 顾翔
受保护的技术使用者:合肥和安机械制造有限公司
技术研发日:2021.05.27
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1