燃料电池密封圈注胶机的制作方法
1.本实用新型涉及燃料电池制造领域,尤其是燃料电池密封圈注胶机。
背景技术:
2.燃料电池是现有技术,其采用氢气和氧气反应产生电能。燃料电池在竖向上有多层,每层都有一块燃料电池基板和一片放置在燃料电池基板上的膜电极,每块燃料电池基板开有供氧缺口和供氢缺口以往该膜电极同氧气和氢气,还设有围住膜电极的密封圈以使得该燃料电池基板的上表面、密封圈和上方燃料电池基板的底面共同作为密封结构令往膜电极供的氧气和氢气不会侧向泄漏。在制造上述的燃料电池基板时会留有密封圈成型槽,燃料电池密封圈注胶机往密封圈成型槽注热胶,热胶逐渐填充满密封圈成型槽从而在冷却后形成所述的密封圈。现有技术的缺陷在于:燃料电池密封圈注胶机注胶过程需要一定时间,密封圈成型槽内的部分热胶在注胶过程中就已经冷却,导致最终冷却成型的密封圈高低不平,密封圈密封效果不佳。
技术实现要素:
3.本实用新型旨在给出一种燃料电池密封圈注胶机,其在注胶过程结束前防止燃料电池基板上的热胶冷却成型。
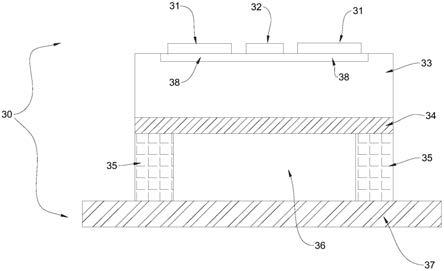
4.燃料电池密封圈注胶机,包括置板底座和注胶装置,置板底座供顶面开设有密封圈成型槽的燃料电池基板放置;注胶装置位于置板底座正上方往燃料电池基板的密封圈成型槽注热胶,置板底座的座体内置有发热装置,发热装置传热给燃料电池基板的密封圈成型槽内的热胶。
5.进一步地,置板底座座体顶面设有供氧缺口定位块和供氢缺口定位块,以供燃料电池基板的供氧缺口和供氢缺口分别套入。
6.进一步地,所述发热装置具体是发热板,其还传热给供氧缺口定位块和供氢缺口定位块以使得这两个定位块横向传热给密封圈成型槽内的热胶。
7.进一步地,置板底座的座体底部设有隔热层。
8.进一步地,隔热层底部设有两个支脚,两个支脚之间留有托物叉插口供叉车的托物叉插入。
9.进一步地,发热装置的发热温度大于等于80℃,小于等于160℃。
10.有益效果在于:燃料电池密封圈注胶机开始注胶时,发热装置启动。在注胶过程中,发热装置保持传热给燃料电池基板的密封圈成型槽内的热胶以防止热胶冷却成型,注胶过程结束时发热装置停机,密封圈成型槽内的热胶才开始自然冷却,最终冷却成型的密封圈高低整齐,密封圈密封效果好。
附图说明
11.图1是实施例一中注胶头在燃料电池基板上的俯视角分布示意图;
大致为矩形,四边为直边而四角为圆角。还设有外密封圈成型槽2围住所述内密封圈成型槽 3,二者紧邻,外密封圈成型槽2大致为矩形,四边为直边而四角为圆角。所述外密封圈成型槽2和内密封圈成型槽3宽1.39mm,深0.35mm,任一个横截面的两个底角均为圆角。燃料电池密封圈注胶机的注胶装置还包括内圈前注胶头18、内圈后注胶头17、内圈左注胶头9、内圈右注胶头15、外圈前注胶头19、外圈后注胶头16、外圈左注胶头7、外圈右注胶头14 这八个注胶头,内密封圈成型槽3和外密封圈成型槽2二者与横轴线a、横轴线b二者的相交处均设有第三注胶位,在燃料电池基板1处于定位在座体33顶部的状态下,这八个注胶头分别位于这些第三注胶位正上方,并且:内圈前注胶头18的左侧壁贴住横轴线b所在的竖平面而外圈前注胶头19的右侧壁贴住横轴线b所在的竖平面从而使得内圈前注胶头18错开外圈前注胶头19,内圈后注胶头17的右侧壁贴住横轴线b所在的竖平面而外圈后注胶头16 的左侧壁贴住横轴线b所在的竖平面从而使得内圈后注胶头17错开外圈后注胶头16,内圈左注胶头9的后侧壁贴住横轴线a所在的竖平面而外圈左注胶头7的后侧壁贴住横轴线a所在的竖平面从而使得内圈左注胶头9错开外圈左注胶头7,内圈右注胶头15的前侧壁贴住横轴线a所在的竖平面而外圈右注胶头14的后侧壁贴住横轴线a所在的竖平面从而使得外圈右注胶头14错开内圈右注胶头15。如此则使得内圈前注胶头18、内圈后注胶头17、内圈左注胶头9、内圈右注胶头15把内密封圈成型槽3分隔成相等的四段,外圈前注胶头19、外圈后注胶头16、外圈左注胶头7、外圈右注胶头14也把外密封圈形成槽分隔成相等的四段。这样设置的好处是,本段八个注胶头都往内密封圈成型槽3和外密封圈成型槽2二者的直边注胶,热胶在直槽段内流动受阻力小,故冷却后容易在直槽段形成高度差小的密封圈;而由于热胶是从相邻两条直槽段分别流入圆角处的弯槽段,故能够克服弯槽段的阻力充满弯槽段,冷却后容易在弯槽段形成高度差小的密封圈。
20.燃料电池基板1和燃料电池密封圈注胶机共同构成燃料电池密封圈注胶设备。注胶成型工艺流程如下:工人把所述燃料电池基板1放置到所述置板底座30上,所述注胶头往相应的密封圈成型槽注热胶,同时所述发热板38保持传热给燃料电池基板1的全部密封圈成型槽内的热胶直至注胶过程结束,随后工人再取走该燃料电池基板1。本文所述的全部注胶头均设有出胶孔10供热胶流出,出胶孔10直径均为0.5mm。
21.实施例二
22.见图2并对照图1,本实施例二把实施例一中的内圈前注胶头18和外圈前注胶头19改成前集成注胶头20,前集成注胶头20位于把外圈右注胶头14和内圈右注胶头15改成右集成注胶头23,把外圈后注胶头16和内圈后注胶头17改成后集成注胶头24,把外圈左注胶头 7和内圈左注胶头9改成左集成注胶头25。其中,前集成注胶头20在内密封圈成型槽3和外密封圈成型槽2二者前部的上方经过,并且位于横轴线b上;后集成注胶头24在内密封圈成型槽3和外密封圈成型槽2二者后部的上方经过,并且位于横轴线b上;左集成注胶头25 在内密封圈成型槽3和外密封圈成型槽2二者左部的上方经过,并且位于横轴线a上;右集成注胶头23在内密封圈成型槽3和外密封圈成型槽2二者右部的上方经过,并且位于横轴线 a上,从而使得这四个集成注胶头把内密封圈成型槽3和外密封圈成型槽2都分隔成相等的四段。前集成注胶头20、右集成注胶头23、后集成注胶头24、左集成注胶头25上均设有外出胶孔21向下对准外密封圈成型槽2、均设有内出胶孔22向下对准内密封圈成型槽3,这四个集成注胶头通过各自的外出胶孔21分别往外密封圈成型槽2注热胶,通过各自的内出胶孔 22分别
往内密封圈成型槽3注热胶,内出胶孔22和外出胶孔21直径均为0.5mm。这四个集成注胶头宽1.5mm,高1mm,为每个集成注胶头设有直径0.8mm的供胶管,热胶从这四个供胶管分别流入这四个集成注胶头然后经各自集成注胶头的内出胶孔22和外出胶孔21流出。燃料电池基板1与燃料电池密封圈集成注胶机共同构成燃料电池密封圈集成注胶设备。其余与实施例一相同。
23.如上所述仅为本实用新型创造的实施方式,不以此限定专利保护范围。本领域技术人员在本实用新型创造的基础上作出非实质性的变化或替换,仍落入专利保护范围。
技术特征:
1.燃料电池密封圈注胶机,包括置板底座和注胶装置,置板底座供顶面开设有密封圈成型槽的燃料电池基板放置;注胶装置位于置板底座正上方往燃料电池基板的密封圈成型槽注热胶,其特征在于:置板底座的座体内置有发热装置,发热装置传热给燃料电池基板的密封圈成型槽内的热胶。2.如权利要求1所述的燃料电池密封圈注胶机,其特征在于:置板底座座体顶面设有供氧缺口定位块和供氢缺口定位块,以供燃料电池基板的供氧缺口和供氢缺口分别套入。3.如权利要求2所述的燃料电池密封圈注胶机,其特征在于:所述发热装置具体是发热板,其还传热给供氧缺口定位块和供氢缺口定位块以使得这两个定位块横向传热给密封圈成型槽内的热胶。4.如权利要求1所述的燃料电池密封圈注胶机,其特征在于:置板底座的座体底部设有隔热层。5.如权利要求4所述的燃料电池密封圈注胶机,其特征在于:隔热层底部设有两个支脚,两个支脚之间留有托物叉插口供叉车的托物叉插入。6.如权利要求1所述的燃料电池密封圈注胶机,其特征在于:发热装置的发热温度大于等于80℃,小于等于160℃。
技术总结
本实用新型旨在给出一种燃料电池密封圈注胶机,其在注胶过程结束前防止燃料电池基板上的热胶冷却成型。燃料电池密封圈注胶机,包括置板底座和注胶装置,置板底座供顶面开设有密封圈成型槽的燃料电池基板放置;注胶装置位于置板底座正上方往燃料电池基板的密封圈成型槽注热胶,置板底座的座体内置有发热装置,发热装置传热给燃料电池基板的密封圈成型槽内的热胶。燃料电池密封圈注胶机开始注胶时,发热装置启动。在注胶过程中,发热装置保持传热给燃料电池基板的密封圈成型槽内的热胶以防止热胶冷却成型,注胶过程结束时发热装置停机,密封圈成型槽内的热胶才开始自然冷却,最终冷却成型的密封圈高低整齐,密封圈密封效果好。好。好。
技术研发人员:罗国光
受保护的技术使用者:广州市黄埔乐天实业有限公司
技术研发日:2021.06.11
技术公布日:2021/12/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1