一种非直线对接传动挤出机高速度螺杆的制作方法
1.本实用新型涉及螺杆制造设备技术领域,特别涉及一种非直线对接传动挤出机高速度螺杆。
背景技术:
2.挤出成型是使高聚物的熔体(或粘性流体)在挤出机螺杆的挤压作用下通过一定形状的口模成型,制品为具有恒定断面形状的连续型材。挤出设备有螺杆挤出机和柱塞式挤出机两大类,前者为连续式挤出,后者为间歇式挤出,主要用于高粘度的物料成型。螺杆挤出机可分为单螺杆挤出机和多螺杆挤出机。
3.现有的多螺杆挤出机一般为双螺杆挤出机,普通的双螺杆挤出机一般采用直线型传动螺杆,直线型传动螺杆存在着产能与螺杆长度具有一定关系,螺杆长度加长就会造成转速增加以使得螺杆寿命降低。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种非直线对接传动挤出机高速度螺杆。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:
6.一种非直线对接传动挤出机高速度螺杆,包括两根切有锥面螺旋槽的锥形螺杆,所述锥形螺杆两端均部分啮合,两根锥形螺杆相互啮合后的有效长度与锥形螺杆首尾直径比为3270:233:115,两根锥形螺杆首尾的中心距比为182:90。
7.进一步优选为,两个锥形螺杆首尾相互啮合的重合直径比为51:25。
8.进一步优选为,锥形螺杆上依次设置有多段不同螺纹段。
9.综上所述,本实用新型对比于现有技术的有益效果为:通过改变现有直线型传动螺杆为非直线型,中心距(夹角)缩小后,可加长螺杆,转速度降低可提高寿命,经实测得到,比普通直线传动螺杆产能提高百分之35,低转速比普通螺杆寿命提高两倍。
附图说明
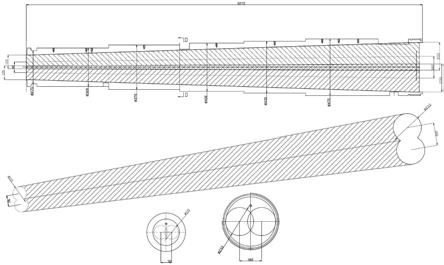
10.图1为实施例中锥形螺杆的剖视图、立体图和首尾两端的侧视图。
具体实施方式
11.以下结合附图对实用新型作进一步详细说明。
12.一种非直线对接传动挤出机高速度螺杆,参照图1所示,包括两根切有锥面螺旋槽的锥形螺杆,以左侧为尾端,右侧为首端,锥形螺杆首尾两端均部分啮合,且啮合重叠部分的直径不一,两根锥形螺杆相互啮合后的有效长度与锥形螺杆首尾直径比为3270:233:115,两根锥形螺杆相互啮合后的有效长度为图1中水平方向上的有效长度,两根锥形螺杆首尾的中心距比为182:90。
13.基于中心距的比例和锥形螺杆的首尾直径比例,两个锥形螺杆首尾相互啮合的重合直径比为51:25,并且为实现锥形螺杆的挤出机对物料剪切熔融功能,锥形螺杆上依次设置有多段不同螺纹段。
14.以上所述仅是本实用新型的示范性实施方式,而非用于限制本实用新型的保护范围,本实用新型的保护范围由所附的权利要求确定。
技术特征:
1.一种非直线对接传动挤出机高速度螺杆,其特征在于,包括两根切有锥面螺旋槽的锥形螺杆,所述锥形螺杆两端均部分啮合,两根锥形螺杆相互啮合后的有效长度与锥形螺杆首尾直径比为3270:233:115,两根锥形螺杆首尾的中心距比为182:90。2.根据权利要求1所述的一种非直线对接传动挤出机高速度螺杆,其特征在于,两个锥形螺杆首尾相互啮合的重合直径比为51:25。3.根据权利要求1所述的一种非直线对接传动挤出机高速度螺杆,其特征在于,锥形螺杆上依次设置有多段不同螺纹段。
技术总结
本实用新型公开了一种非直线对接传动挤出机高速度螺杆,包括两根切有锥面螺旋槽的锥形螺杆,所述锥形螺杆两端均部分啮合,两根锥形螺杆相互啮合后的有效长度与锥形螺杆首尾直径比为3270:233:115,两根锥形螺杆首尾的中心距比为182:90,两个锥形螺杆首尾相互啮合的重合直径比为51:25。重合直径比为51:25。重合直径比为51:25。
技术研发人员:姚朝升
受保护的技术使用者:舟山德玛吉实业有限公司
技术研发日:2021.06.17
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1