一种流道改良型马桶座圈模具的制作方法
1.本实用新型涉及注塑模具技术领域,尤其涉及一种流道改良型马桶座圈模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,它主要通过所成型材料物理状态的改变来实现物品外形的加工。注塑模具通常包括上模、下模,在上模与下模之间会形成用于注塑产品的型腔,型腔的形状与产品外形一致,使用时将熔融的塑料注射进入型腔中,待冷却成型之后上模与下模分开,之后位于型腔中的产品将被取出。
3.在马桶的生产制造中,对产品型腔胶量的注塑均匀至关重要,现有技术中由于采用流道直接连接产品型腔进行胶量的注塑,常出现多腔产品的进胶不平衡,出现废品而造成了原料浪费。
技术实现要素:
4.针对现有技术的不足,本实用新型所解决的技术问题是解决多腔产品的进胶不平衡减少废品率。
5.为解决上述技术问题,本实用新型采用的技术方案是一种流道改良型马桶座圈模具,包括前模芯、后模芯、流道、进胶嘴及节流阀,所述前模芯、后模芯设有合模后形成的产品腔体,所述产品腔体依次连接流道及进胶嘴,所述进胶嘴及产品腔体之间的所述流道上设有所述节流阀,融胶从所述进胶嘴注入所述流道再经所述节流阀调节流量及速率后进入所述腔体得到产品。
6.与现有技术相比,本实用新型采用流道中加装节流阀,使得进入产品腔体的融胶流量及速率得到了有效控制,保证了多腔产品的进胶平衡,提高了产品良品率。
附图说明
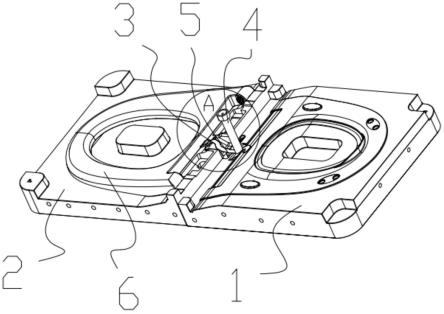
7.图1为本实用新型结构示意图;
8.图2为图1a处局部放大图。
具体实施方式
9.下面结合附图对本实用新型的具体实施方式做进一步的说明,但不是对本实用新型的限定。
10.图1、图2示出了一种流道改良型马桶座圈模具,包括前模芯1、后模芯2、流道3、进胶嘴4及节流阀5,前模芯1、后模芯2设有合模后形成的产品腔体,产品腔体依次连接流道3及进胶嘴4,进胶嘴4及产品腔体之间的流道3上设有节流阀5,融胶从进胶嘴4注入流道3再经节流阀5调节流量及速率后进入腔体得到产品6。
11.本实用新型开始工作时,融胶从进胶嘴4进入流道3,由于流道3上设置有节流阀5,
融胶流量及速率可被节流阀5所控制,使得进入产品腔体的融胶流量及速率得到了有效控制,保证了多腔产品的进胶平衡。
12.与现有技术相比,本实用新型采用流道中加装节流阀,使得进入产品腔体的融胶流量及速率得到了有效控制,保证了多腔产品的进胶平衡,提高了产品良品率。
13.以上结合附图对本实用新型的实施方式作出了详细说明,但本实用新型不局限于所描述的实施方式。对于本领域技术人员而言,在不脱离本实用新型的原理和精神的情况下,对这些实施方式进行各种变化、修改、替换和变型仍落入本实用新型的保护范围内。
技术特征:
1.一种流道改良型马桶座圈模具,包括前模芯、后模芯、流道、进胶嘴及节流阀,所述前模芯、后模芯设有合模后形成的产品腔体,所述产品腔体依次连接所述流道及进胶嘴,其特征在于,所述进胶嘴及产品腔体之间的所述流道上设有所述节流阀。
技术总结
本实用新型公开了一种流道改良型马桶座圈模具,涉及注塑模具技术领域,包括前模芯、后模芯、流道、进胶嘴及节流阀,前模芯、后模芯设有合模后形成的产品腔体,产品腔体依次连接流道及进胶嘴,进胶嘴及产品腔体之间的流道上设有节流阀,融胶从进胶嘴注入流道再经节流阀调节流量及速率后进入腔体得到产品。本实用新型采用流道中加装节流阀,使得进入产品腔体的融胶流量及速率得到了有效控制,保证了多腔产品的进胶平衡,提高了产品良品率。提高了产品良品率。提高了产品良品率。
技术研发人员:陈刚
受保护的技术使用者:佛山市南海专高模具有限公司
技术研发日:2021.11.29
技术公布日:2022/8/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1