脉冲式塑料热铆平台的制作方法
1.本实用新型涉及热铆设备技术领域,具体为脉冲式塑料热铆平台。
背景技术:
2.市场上重用的塑料热铆焊接工艺主要有:恒温热铆(加热棒热铆):顶部导热至铆头底部,温度不精确,无法冷却脱模,容易出现拉丝现象;超声波热铆:热铆头与塑料柱摩擦生热铆接,震动容易在造成元器件的损坏,震动使结合物之间容易产生缝隙;热风热铆:热气流溶化塑料柱,热辐射较大,容易造成周边元器件的损坏,且成本高,为此,我们提出脉冲式塑料热铆平台。
技术实现要素:
3.本实用新型的目的在于提供脉冲式塑料热铆平台,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:脉冲式塑料热铆平台,包括:底板;
5.所述底板顶部前侧壁安装有工装滑台,所述底板顶部后侧壁安装有热铆模组,所述热铆模组前侧壁安装有预压装置,所述热铆模组右侧壁安装有人机界面,所述热铆模组左侧壁从上到下依次安装有气动二联件与连接器接口;
6.所述热铆模组包括安装在底板顶部壁上的立板,所述立板左右两侧壁均安装有加强板,所述立板前侧壁安装有第二直线导轨,所述第二直线导轨外壁滑动安装有铆枪挂板,所述铆枪挂板前侧壁安装有热铆枪,所述立板外壁顶部安装有热铆气缸,且热铆气缸底部移动端与铆枪挂板顶部壁连接,所述立板前侧壁安装有第二油压缓冲器。
7.作为优选,所述预压装置包括安装在立板前侧壁上的压紧气缸,所述压紧气缸外壁安装有调速阀,所述压紧气缸顶部移动端与延伸板连接,所述延伸板底部壁安装有预压螺钉。
8.作为优选,所述工装滑台包括安装在底板顶部壁上的第一直线导轨,所述第一直线导轨外壁滑动安装有工装板,所述工装板顶部壁安装有产品工装,所述底板顶部壁安装有滑台气缸,且滑台气缸输出轴与工装板外壁连接,所述底板顶部壁安装有第一油压缓冲器、启动按钮、急停按钮与电源开关。
9.与现有技术相比,本实用新型的有益效果是:装置中通过搭载脉冲热铆电源,实现塑料件的热铆作业,具备快速升温,温度保持,快速降温脱模,无拉丝,热铆质量高。
附图说明
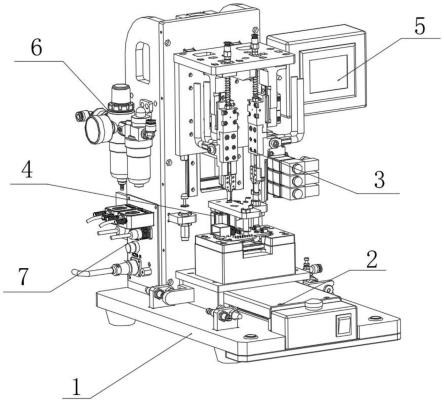
10.图1为本实用新型结构示意图;
11.图2为本实用新型热铆模组结构示意图;
12.图3为本实用新型预压装置结构示意图;
13.图4为本实用新型工装滑台结构示意图。
14.图中:1、底板;2、工装滑台;21、第一直线导轨;22、工装板;23、滑台气缸;24、产品工装;25、第一油压缓冲器;26、启动按钮;27、急停按钮;28、电源开关;3、热铆模组;31、立板;32、加强板;33、第二直线导轨;34、铆枪挂板;35、热铆枪;36、热铆气缸;37、第二油压缓冲器;4、预压装置;41、压紧气缸;42、调速阀;43、延伸板;44、预压螺钉;5、人机界面;6、气动二联件;7、连接器接口。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.本实用新型提供一种技术方案:脉冲式塑料热铆平台,请参阅图1,包括:底板1;
17.底板1顶部前侧壁安装有工装滑台2,底板1顶部后侧壁安装有热铆模组3,热铆模组3前侧壁安装有预压装置4,热铆模组3右侧壁安装有人机界面5,热铆模组3左侧壁从上到下依次安装有气动二联件6与连接器接口7,通过连接器接口7与外部脉冲热铆电源电连接;
18.请参阅图1和图2,热铆模组3包括安装在底板1顶部壁上的立板31,立板31左右两侧壁均安装有加强板32,立板31前侧壁安装有第二直线导轨33,第二直线导轨33外壁滑动安装有铆枪挂板34,铆枪挂板34前侧壁安装有热铆枪35,立板31外壁顶部安装有热铆气缸36,且热铆气缸36底部移动端与铆枪挂板34顶部壁连接,立板31前侧壁安装有第二油压缓冲器37,热铆气缸36驱动热铆枪35上下移动;
19.请参阅图1和图3,预压装置4包括安装在立板31前侧壁上的压紧气缸41,压紧气缸41外壁安装有调速阀42,压紧气缸41顶部移动端与延伸板43连接,延伸板43底部壁安装有预压螺钉44,预压螺钉44与延伸板43为螺纹连接,通过释放螺母可调节预压螺钉44的高度调节,调整预压装置4的压紧效果;
20.请参阅图1和图4,工装滑台2包括安装在底板1顶部壁上的第一直线导轨21,第一直线导轨21外壁滑动安装有工装板22,工装板22顶部壁安装有产品工装24,底板1顶部壁安装有滑台气缸23,且滑台气缸23输出轴与工装板22外壁连接,底板1顶部壁安装有第一油压缓冲器25、启动按钮26、急停按钮27与电源开关28。
21.工作原理:将产品设置工装内,按下启动按钮26,工装滑台2移动至热铆工位,预压装置4实现产品压紧,热铆气缸36驱动热铆枪35下压,热铆枪35接触产品后触发外部脉冲热铆电源工作,热铆枪35得到大电流开始升温保持实现塑料柱热熔化,到达保持时间后开始吹气冷却热熔后的塑料,待塑料凝固成型后,热铆气缸36驱动热铆枪35脱离产品,预压装置4松开产品,滑台气缸23将产品输出至摆放工位,更换产品。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.脉冲式塑料热铆平台,其特征在于:包括:底板(1);所述底板(1)顶部前侧壁安装有工装滑台(2),所述底板(1)顶部后侧壁安装有热铆模组(3),所述热铆模组(3)前侧壁安装有预压装置(4),所述热铆模组(3)右侧壁安装有人机界面(5),所述热铆模组(3)左侧壁从上到下依次安装有气动二联件(6)与连接器接口(7);所述热铆模组(3)包括安装在底板(1)顶部壁上的立板(31),所述立板(31)左右两侧壁均安装有加强板(32),所述立板(31)前侧壁安装有第二直线导轨(33),所述第二直线导轨(33)外壁滑动安装有铆枪挂板(34),所述铆枪挂板(34)前侧壁安装有热铆枪(35),所述立板(31)外壁顶部安装有热铆气缸(36),且热铆气缸(36)底部移动端与铆枪挂板(34)顶部壁连接,所述立板(31)前侧壁安装有第二油压缓冲器(37)。2.根据权利要求1所述的脉冲式塑料热铆平台,其特征在于:所述预压装置(4)包括安装在立板(31)前侧壁上的压紧气缸(41),所述压紧气缸(41)外壁安装有调速阀(42),所述压紧气缸(41)顶部移动端与延伸板(43)连接,所述延伸板(43)底部壁安装有预压螺钉(44)。3.根据权利要求1所述的脉冲式塑料热铆平台,其特征在于:所述工装滑台(2)包括安装在底板(1)顶部壁上的第一直线导轨(21),所述第一直线导轨(21)外壁滑动安装有工装板(22),所述工装板(22)顶部壁安装有产品工装(24),所述底板(1)顶部壁安装有滑台气缸(23),且滑台气缸(23)输出轴与工装板(22)外壁连接,所述底板(1)顶部壁安装有第一油压缓冲器(25)、启动按钮(26)、急停按钮(27)与电源开关(28)。
技术总结
本实用新型公开了热铆设备技术领域的脉冲式塑料热铆平台,包括:底板,所述底板顶部前侧壁安装有工装滑台,所述底板顶部后侧壁安装有热铆模组,所述热铆模组前侧壁安装有预压装置,所述热铆模组右侧壁安装有人机界面,所述热铆模组左侧壁从上到下依次安装有气动二联件与连接器接口,装置中通过搭载脉冲热铆电源,实现塑料件的热铆作业,具备快速升温,温度保持,快速降温脱模,无拉丝,热铆质量高。热铆质量高。热铆质量高。
技术研发人员:唐荣开
受保护的技术使用者:苏州市美好精密机械有限公司
技术研发日:2021.12.14
技术公布日:2022/7/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1