微型汽车左右尾门侧窗框饰板定型工装的制作方法
1.本实用新型涉及一种汽车配件的定型工装,特别涉及一种微型汽车左右尾门侧窗框饰板定型工装。
背景技术:
2.汽车左右尾门侧窗框饰板结构如图1、2所示,该汽车左右尾门侧窗框饰板主体为注塑成型的塑胶产品,采用一体注塑成型,通过安装卡扣与车窗连接。由于汽车左右尾门侧窗框饰板产品尺寸较大,且整体呈弯曲的曲面结构,在产品在注塑机注塑成型后,取出注塑模具时未能完全冷却,产品从取出注塑模具至产品自然冷却过程中,产品极易发生收缩导致产品变形。变形的产品不符合设计尺寸要求,会导致产品不合格,使得成品率降低。
技术实现要素:
3.本实用新型的目的是针对上述现有技术存在的缺陷,提供一种微型汽车左右尾门侧窗框饰板定型工装,能够有效定型左右尾门侧窗框饰板,防止其收缩导致产品变形。
4.本实用新型为实现上述目的采用的技术方案是:微型汽车左右尾门侧窗框饰板定型工装,包括基板和分别连接在基板上表面的定型装置及夹紧装置,定型装置是多组均匀排布在基板上表面的定型块,每组定型块包括两个左右并排设置的定型块,每组定型块后侧设置有一套夹紧装置,每套夹紧装置包括安装底座、夹紧机构、夹紧把手,安装底座底端固定连接在每组两个定型块之间后侧的基板上表面,夹紧机构通过固定装置安装在安装底座上,夹紧机构的夹紧压块延伸至定型块上侧,夹紧把手连接在夹紧机构一侧,转动夹紧把手可调整夹紧机构在定型块上侧的位置从而实现夹紧机构夹紧或释放定位在定型块上的工件。
5.本实用新型的进一步技术方案是:所述定型块包括底部支撑块和连接在底部支撑块上端的锥形定型块,底部支撑块为长方体状,锥形定型块是连接在底部支撑块上端且呈山峰状的定型块。
6.本实用新型的进一步技术方案是:所述夹紧机构包括连接夹板、连接板ⅰ、连接板ⅱ、夹紧压块,连接夹板底端固定连接在安装底座上表面,连接板ⅰ一端通过铆钉铰接在连接夹板的两块夹板之间,连接板ⅰ另一端向前延伸至并排设置两定型块之间的上侧,连接板ⅱ垂直连接在连接板ⅰ前端下侧,夹紧压块分别连接在连接板ⅱ下侧,连接板ⅱ两侧的夹紧压块分别与同一组定型块中的两块定型块的位置相互对应。
7.本实用新型的进一步技术方案是:所述夹紧把手包括把手部和连接在把手部一端的转接部,转接部分别与连接夹板及位于连接夹板内侧的连接板ⅰ相互铰接,转动把手部可调整连接板ⅰ、连接板ⅱ及夹紧压块组成构件竖直向的位置。
8.本实用新型微型汽车左右尾门侧窗框饰板定型工装具有如下有益效果:在基板上表面设置多组定型装置,每组定型装置配套一套夹紧装置,定型装置的定型块上端呈山峰状,从注塑机中取出汽车左右尾门侧窗框饰板工件直接扣在定型块上,在搬动夹紧把手的
把手部,夹紧压块就能够压在汽车左右尾门侧窗框饰板工件上,汽车左右尾门侧窗框饰板工件弯曲形成的内腔被定型能够有效防止其因内缩而产生变形,提高产品的合格率,同时,本实用新型定型工装整体简单、操作方便。
9.下面结合附图和实施例对本实用新型微型汽车左右尾门侧窗框饰板定型工装作进一步的说明。
附图说明
10.图1是微型汽车左右尾门侧窗框饰板的结构示意图;
11.图2是图1所示微型汽车左右尾门侧窗框饰板的另一方向示意图;
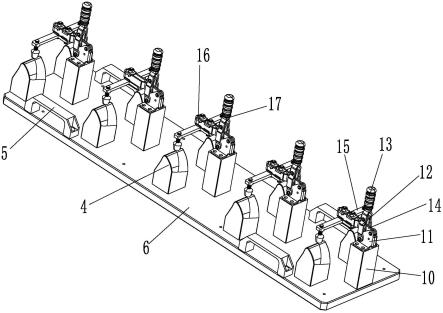
12.图3是本实用新型微型汽车左右尾门侧窗框饰板定型工装的结构示意图;
13.图4是图3所示微型汽车左右尾门侧窗框饰板定型工装的另一方向示意图;
14.图5是汽车左尾门侧窗框饰板定位在定型工装的结构示意图;
15.附图标号说明:1-左尾门侧窗框饰板,2-右尾门侧窗框饰板,3-夹紧装置,4-定型块,5-移动把手,6-基板,7-底部支撑块,8-锥形定型块,9-夹紧压块,10-安装底座,11-连接夹板,12-转接部,13-把手部,14-连接板ⅰ,15-连接板ⅱ,16-夹紧机构,17-夹紧把手。
具体实施方式
16.如图3、图4所示,本实用新型微型汽车左右尾门侧窗框饰板定型工装,包括基板6和分别连接在基板6上表面的定型装置及夹紧装置3。基板6两端上表面设有便于移动定型工装的移动把手5。
17.定型装置是多组均匀排布在基板6上表面的定型块4,每组定型块4包括两个左右并排设置的定型块4。本实施例在基板6上表面设置五组定型块4,当然作为本实用新型的变换形式,定型块的组数也可以根据产量及生产线设计而设置不同组数的定型块。所述定型块4包括底部支撑块7和连接在底部支撑块7上端的锥形定型块8,底部支撑块7为长方体状,锥形定型块8是连接在底部支撑块7上端且呈山峰状的定型块。定型块上端呈山峰状与左右尾门侧窗框饰板弯曲面形成的内腔中轮廓基本一致。定型块能够有效的定位在左右尾门侧窗框饰板弯曲面形成的内腔。
18.每组定型块4后侧设置有一套夹紧装置3,每套夹紧装置3包括安装底座10、夹紧机构16、夹紧把手17。安装底座10底端固定连接在每组两个定型块4之间后侧的基板6上表面,夹紧机构16通过固定装置安装在安装底座10上。夹紧机构16的夹紧压块9延伸至定型块4上侧,夹紧把手17连接在夹紧机构16一侧,转动夹紧把手17可调整夹紧机构16在定型块4上侧的位置从而实现夹紧机构16夹紧或释放定位在定型块4上的工件。在本实施例中,所述夹紧机构16包括连接夹板11、连接板ⅰ14、连接板ⅱ15、夹紧压块9。连接夹板11由一块钢板弯折形成,底端折出连接面,上侧形成两相对的夹板。连接夹板11底端固定连接在安装底座10上表面,连接板ⅰ14一端通过铆钉铰接在连接夹板11的两块夹板之间,连接板ⅰ14另一端向前延伸至并排设置两定型块4之间的上侧,连接板ⅱ15通过螺栓螺母垂直连接在连接板ⅰ14前端下侧,夹紧压块9分别连接在连接板ⅱ15下侧,连接板ⅱ15两侧的夹紧压块9分别与同一组定型块4中的两块定型块4的位置相互对应。夹紧把手17包括把手部13和连接在把手部13一端的转接部12,转接部12分别与连接夹板11及位于连接夹板11内侧的连接板ⅰ14相互铰
接,转动把手部13可调整连接板ⅰ14、连接板ⅱ15及夹紧压块9组成构件竖直向的位置。
19.工作时,将本实用新型微型汽车左右尾门侧窗框饰板定型工装放置在注塑机一侧的工作台(图中未示出)上,从注塑机中取出左尾门侧窗框饰板1或右尾门侧窗框饰板2,直接扣在定型块4上,后再转动夹紧把手17的把手部13,使夹紧机构16的夹紧压块9压紧工件,待工件完全冷却后再方向转动夹紧把手17的把手部13,即可取下工件。图5中仅示出左尾门侧窗框饰板1,右尾门侧窗框饰板2也能够定型在定型工装上。
20.以上实施例仅为本实用新型的较佳实施例,本实用新型的结构并不限于上述实施例列举的形式,凡在本实用新型的精神和原则之内所作的任何修改、等同替换等,均应包含在本实用新型的保护范围之内。
技术特征:
1.微型汽车左右尾门侧窗框饰板定型工装,包括基板(6)和分别连接在基板(6)上表面的定型装置及夹紧装置(3),其特征在于,定型装置是多组均匀排布在基板(6)上表面的定型块(4),每组定型块(4)包括两个左右并排设置的定型块(4),每组定型块(4)后侧设置有一套夹紧装置(3),每套夹紧装置(3)包括安装底座(10)、夹紧机构(16)、夹紧把手(17),安装底座(10)底端固定连接在每组两个定型块(4)之间后侧的基板(6)上表面,夹紧机构(16)通过固定装置安装在安装底座(10)上,夹紧机构(16)的夹紧压块(9)延伸至定型块(4)上侧,夹紧把手(17)连接在夹紧机构(16)一侧,转动夹紧把手(17)可调整夹紧机构(16)在定型块(4)上侧的位置从而实现夹紧机构(16)夹紧或释放定位在定型块(4)上的工件。2.如权利要求1所述的微型汽车左右尾门侧窗框饰板定型工装,其特征在于,所述定型块(4)包括底部支撑块(7)和连接在底部支撑块(7)上端的锥形定型块(8),底部支撑块(7)为长方体状,锥形定型块(8)是连接在底部支撑块(7)上端且呈山峰状的定型块。3.如权利要求1所述的微型汽车左右尾门侧窗框饰板定型工装,其特征在于,所述夹紧机构(16)包括连接夹板(11)、连接板ⅰ(14)、连接板ⅱ(15)、夹紧压块(9),连接夹板(11)底端固定连接在安装底座(10)上表面,连接板ⅰ(14)一端通过铆钉铰接在连接夹板(11)的两块夹板之间,连接板ⅰ(14)另一端向前延伸至并排设置两定型块(4)之间的上侧,连接板ⅱ(15)垂直连接在连接板ⅰ(14)前端下侧,夹紧压块(9)分别连接在连接板ⅱ(15)下侧,连接板ⅱ(15)两侧的夹紧压块(9)分别与同一组定型块(4)中的两块定型块(4)的位置相互对应。4.如权利要求3所述的微型汽车左右尾门侧窗框饰板定型工装,其特征在于,所述夹紧把手(17)包括把手部(13)和连接在把手部(13)一端的转接部(12),转接部(12)分别与连接夹板(11)及位于连接夹板(11)内侧的连接板ⅰ(14)相互铰接,转动把手部(13)可调整连接板ⅰ(14)、连接板ⅱ(15)及夹紧压块(9)组成构件竖直向的位置。
技术总结
本实用新型微型汽车左右尾门侧窗框饰板定型工装,包括基板和分别连接在基板上表面的定型装置及夹紧装置,定型装置是多组均匀排布在基板上表面的定型块,每组定型块包括两个左右并排设置的定型块,每组定型块后侧设置有一套夹紧装置,每套夹紧装置包括安装底座、夹紧机构、夹紧把手,安装底座底端固定连接在每组两个定型块之间后侧的基板上表面,夹紧机构通过固定装置安装在安装底座上,夹紧机构的夹紧压块延伸至定型块上侧,夹紧把手连接在夹紧机构一侧,转动夹紧把手可调整夹紧机构在定型块上侧的位置从而实现夹紧机构夹紧或释放定位在定型块上的工件。本实用新型能够有效定型左右尾门侧窗框饰板,防止其收缩导致产品变形。防止其收缩导致产品变形。防止其收缩导致产品变形。
技术研发人员:张迪
受保护的技术使用者:柳州双英科技有限公司
技术研发日:2021.12.20
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1