连续落盒冲切装置的制作方法
1.本实用新型属于食品包装盒吸塑生产技术领域,涉及到连续落盒冲切装置。
背景技术:
2.在食品一次性包装盒生产线中,成卷的片料经过吸塑模具形成包装盒,成型于料带上的包装盒进入冲切工位。目前,冲切工位处并没有从下至上承托包装盒的装置,导致包装盒在冲切工位处下垂,导致料带在定位不准、摆放不平,影响包装盒边缘的冲切质量。
技术实现要素:
3.本实用新型要解决的技术问题是:如何保证包装盒的边缘平整度。
4.为解决上述技术问题,本实用新型采用的技术方案如下:
5.连续落盒冲切装置,包括夹板、压板、冲头、下垫板和托料机构,所述夹板与压板上下设置,两者之间通过弹性连杆连接,冲头的连接端固定于所述夹板中,冲切端穿设于所述压板中;所述下垫板位于所述压板的下方,所述下垫板的顶部设置有冲切凹口;
6.所述托料机构位于所述下垫板相对来料方向的一侧,其包括底座盒、伺服丝杆组件和真空吸附板,所述真空吸附板设置于所述底座盒的上方,所述伺服丝杆组件位于所述底座盒内,驱动所述真空吸附板向靠近或者远离下垫板的方向移动。
7.与现有技术相比,本实用新型的有益效果是:
8.在冲头接触料带之前,压板先将料带连通包装盒一同向下压在下垫板和真空吸附板上,真空吸附板紧紧吸住包装盒,并给予包装盒向上的承托力,有效地避免了因包装盒下坠引起的冲切边缘不平整。
附图说明
9.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
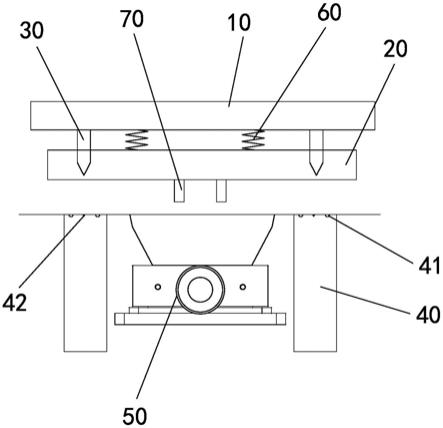
10.图1为连续落盒冲切装置的结构示意图;
11.图2为托料机构的结构示意图;
12.图3为托料机构的运行方向示意图。
具体实施方式
13.下面将结合附图对本实用新型实施例中的技术方案进行清楚、完整地描述。
14.实施例
15.参见图1所示的连续落盒冲切装置,包括夹板10、压板20、冲头30、下垫板40和托料机构50,夹板与压板上下设置,两者之间通过弹性连杆60连接,冲头的连接端固定于夹板中,冲切端穿设于压板中;下垫板位于压板的下方,下垫板的顶部设置有冲切凹口。托料机构位于下垫板相对来料方向的一侧,其包括底座盒51、伺服丝杆组件52和真空吸附板,真空
吸附板设置于底座盒的上方,伺服丝杆组件位于底座盒内,驱动真空吸附板向靠近或者远离下垫板的方向移动。
16.伺服丝杆组件于包装盒到达冲切工位之前,将真空吸附板推送到位。包装盒到达送料工位之后,气缸驱动夹板和压板下行,压板先于冲头接触料带,将料带连同包装盒一起向下压在下垫板和真空吸附板上,真空吸附板紧紧吸住包装盒,并给予包装盒向上的承托力。冲头接触料带后完成冲切,气缸驱动夹板和压板上行后,伺服丝杆组件带着包装盒向原料下垫板的方向移动。在真空吸附板破真空后,外设的机械设备将包装盒取走。
17.作为本实施例的改进,压板的底部设置有顶杆70,于冲头冲切材料之前,顶杆伸入托盒内将其压在真空吸附板的顶部。
18.作为本实施例的改进,真空吸附板包括气室板55和孔板56,孔板安装于气室板的顶部,且两者之间设置有密封圈,孔板可以根据包装盒底部端面的大小进行更换。
19.作为本实施例的改进,下垫板的顶部于冲切凹口42的外侧设置有齿形凹槽41,其距离冲切凹口的距离为1.5cm-2cm。外设一个吹气装置,在开模之后,向齿形凹槽内吹高压气流,使料带向上微浮,便于料带走料。
20.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.连续落盒冲切装置,其特征在于,包括夹板、压板、冲头、下垫板和托料机构,所述夹板与压板上下设置,两者之间通过弹性连杆连接,冲头的连接端固定于所述夹板中,冲切端穿设于所述压板中;所述下垫板位于所述压板的下方,所述下垫板的顶部设置有冲切凹口;所述托料机构位于所述下垫板相对来料方向的一侧,其包括底座盒、伺服丝杆组件和真空吸附板,所述真空吸附板设置于所述底座盒的上方,所述伺服丝杆组件位于所述底座盒内,驱动所述真空吸附板向靠近或者远离下垫板的方向移动。2.根据权利要求1所述的连续落盒冲切装置,其特征在于,所述压板的底部设置有顶杆,于冲头冲切材料之前,顶杆伸入托盒内将其压在真空吸附板的顶部。3.根据权利要求1所述的连续落盒冲切装置,其特征在于,所述真空吸附板包括气室板和孔板,所述孔板安装于所述气室板的顶部,且两者之间设置有密封圈。4.根据权利要求1所述的连续落盒冲切装置,其特征在于,所述下垫板的顶部于所述冲切凹口的外侧设置有齿形凹槽。5.根据权利要求4所述的连续落盒冲切装置,其特征在于,所述齿形凹槽距离所述冲切凹口的距离为1.5cm-2cm。
技术总结
本实用新型公开了连续落盒冲切装置,包括夹板、压板、冲头、下垫板和托料机构,冲头的连接端固定于夹板中,冲切端穿设于压板中;下垫板位于压板的下方,下垫板的顶部设置有冲切凹口;托料机构位于下垫板相对来料方向的一侧,其包括底座盒、伺服丝杆组件和真空吸附板,真空吸附板设置于底座盒的上方,伺服丝杆组件位于底座盒内,驱动真空吸附板向靠近或者远离下垫板的方向移动。在冲头接触料带之前,压板先将料带连通包装盒一同向下压在下垫板和真空吸附板上,真空吸附板紧紧吸住包装盒,并给予包装盒向上的承托力,有效地避免了因包装盒下坠引起的冲切边缘不平整。坠引起的冲切边缘不平整。坠引起的冲切边缘不平整。
技术研发人员:李金林 李红 沈万兴 陈桂荣 沈金宝
受保护的技术使用者:苏州金万佳塑业有限公司
技术研发日:2021.12.31
技术公布日:2022/9/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1