一种PVC球的加工方法与流程
一种pvc球的加工方法
技术领域
1.本发明涉及球的加工制造领域,尤其设计一种pvc球的加工方法。
背景技术:
2.目前,在生产pvc球时,很难在pvc球面上制作出特定的纹路,特别是在pvc球面上印刷特定的图案之后,更难在pvc球面上制作出特定的纹路。
技术实现要素:
3.本发明的主要目的在于提供一种pvc球的加工方法,能够加工出带有预定图案和预定纹路的pvc球。
4.为达到以上目的,本发明采用的技术方案为:一种pvc球的加工方法,其特征在于,包括如下步骤:
5.步骤一、球体第一次成型,具体包括如下步骤:
6.步骤1.1:制备pvc糊状浆料;
7.步骤1.2:将步骤1.1中得到的pvc糊状浆料倒入第一模具中;
8.步骤1.3:对第一模具进行加热以对第一模具中的pvc糊状浆料进行加温塑化成型;
9.步骤1.4:对第一模具进行冷却;
10.步骤1.5:将第一模具打开,得到第一球体;
11.步骤二、对第一球体进行第二次成型,具体包括如下步骤:
12.步骤2.1:将第一球体放入到第二模具中,第二模具的内表面形成有预定的纹路;
13.步骤2.2:将第二模具进行加热以对第二模具中的第一球体进行加温塑化成型;
14.步骤2.3:将第二模具进行冷却;
15.步骤2.4:打开第二模具,得到具有预定纹路的pvc球。
16.优选地,在将pvc糊状浆料倒入到第一模具中前,先将第一模具的内表面贴上具有预定图案的pvc薄膜。
17.优选地,在pvc糊状浆料中,pvc树脂比例为40%-60%,增塑剂比例为40%-60%,助剂比例为3%-8%。
18.优选地,在pvc糊状浆料中添加有着色颜料。
19.优选地,在步骤1.3中加热温度为300-450度,加热时间为5-12分钟。
20.优选地,在步骤2.2中加热温度为250-400度,加热时间为5-10分钟。
21.与现有技术相比,本发明具有以下有益效果:
22.本发明将成型加工好的pvc球二次放到有特定纹路的模具当中再次加温成型,将特定的纹路刻印到球体表面,同时能够在第一次成型之前,将印有特定图案的pvc薄膜贴到模具,能够得到既有预定图案又有预定纹路的pvc球。
附图说明
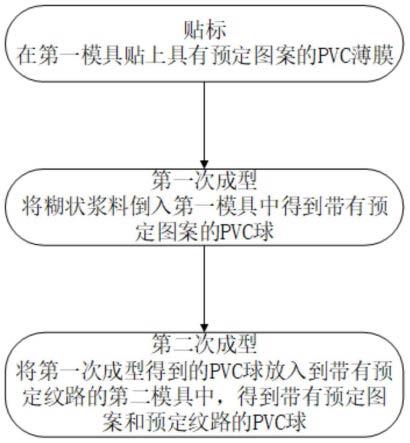
23.图1是根据本发明的一个优选实施例的流程图;
24.图2是第一模具的示意图;
25.图3是第二模具的示意图;
26.图4和图5是采用本发明的方法所得到的pvc球。
具体实施方式
27.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
28.如图1-5所示,一种pvc球的加工方法,包括如下步骤:
29.步骤一、贴标:将印有预定图案的pvc薄膜贴附在内表面光滑的第一模具内。
30.步骤二、球体第一次成型,具体包括如下步骤:
31.步骤2.1:使用搅拌设备制作适合搪塑/滚塑工艺使用的pvc糊状浆料,pvc糊状浆料中,pvc树脂质量比例为40%-60%,增塑剂质量比例为40%-60%,助剂质量比例为3%-8%,同时在pvc糊状浆料中也可以加入适当的着色颜料,着色颜料的量可以根据需要进行选择。
32.步骤2.2:将配制好的糊状浆料倒进所述第一模具中,合上模盖,并采用螺栓锁紧。
33.步骤2.3:将所述第一模具放入到300-450度的搪胶机或滚塑机炉腔内5-12分钟,进行加温塑化成型。
34.步骤2.4:将第一模具从搪胶机或滚塑机炉腔中取出,并用进行冷却。
35.步骤2.5:将第一模具打开,印刷有预定图案的pvc薄膜与球体融为一体并体现于球体表面,即得到表面印有预定图案的pvc球。
36.步骤三:球体第二次成型,具体包括如下步骤:
37.步骤3.1:将步骤二得到的表面光滑的球体放入到带有预定纹路的第二模具内,并盖上模盖。第二模具内的预定纹路采用现有技术制备。
38.步骤3.2:将第二模具放入到250-400度的搪胶机或滚塑机炉腔内5-10分钟,进行加温塑化成型。
39.步骤3.3:将第二模具从搪胶机或滚塑机炉腔内取出,并用水进行冷却。
40.步骤3.4:打开第二模具,即得到一个既有预定图案又有预定纹路的pvc球。
41.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种pvc球的加工方法,其特征在于,包括如下步骤:步骤一、球体第一次成型,具体包括如下步骤:步骤1.1:制备pvc糊状浆料;步骤1.2:将步骤1.1中得到的pvc糊状浆料倒入第一模具中;步骤1.3:对第一模具进行加热以对第一模具中的pvc糊状浆料进行加温塑化成型;步骤1.4:对第一模具进行冷却;步骤1.5:将第一模具打开,得到第一球体;步骤二、对第一球体进行第二次成型,具体包括如下步骤:步骤2.1:将第一球体放入到第二模具中,第二模具的内表面形成有预定的纹路;步骤2.2:将第二模具进行加热以对第二模具中的第一球体进行加温塑化成型;步骤2.3:将第二模具进行冷却;步骤2.4:打开第二模具,得到具有预定纹路的pvc球。2.根据权利要求1所述的一种pvc球的加工方法,其特征在于,在将pvc糊状浆料倒入到第一模具中前,先将第一模具的内表面贴上具有预定图案的pvc薄膜。3.根据权利要求1所述的一种pvc球的加工方法,其特征在于,在pvc糊状浆料中,pvc树脂比例为40%-60%,增塑剂比例为40%-60%,助剂比例为3%-8%。4.根据权利要求1所述的一种pvc球的加工方法,其特征在于,在pvc糊状浆料中添加有着色颜料。5.根据权利要求1所述的一种pvc球的加工方法,其特征在于,在步骤1.3中加热温度为300-450度,加热时间为5-12分钟。6.根据权利要求1所述的一种pvc球的加工方法,其特征在于,在步骤2.2中加热温度为250-400度,加热时间为5-10分钟。
技术总结
本发明提供了一种PVC球的加工方法,包括如下步骤:步骤一、球体第一次成型,具体包括如下步骤:步骤1.1:制备PVC糊状浆料;步骤1.2:将步骤1.1中得到的PVC糊状浆料倒入第一模具中;步骤1.3:对第一模具进行加热以对第一模具中的PVC糊状浆料进行加温塑化成型;步骤1.4:对第一模具进行冷却;步骤1.5:将第一模具打开,得到第一球体;步骤二、对第一球体进行第二次成型,具体包括如下步骤:步骤2.1:将第一球体放入到第二模具中,第二模具的内表面形成有预定的纹路;步骤2.2:将第二模具进行加热以对第二模具中的第一球体进行加温塑化成型;步骤2.3:将第二模具进行冷却;步骤2.4:打开第二模具,得到具有预定纹路的PVC球。该加工方法能够加工出具有预定纹路的PVC球。加工出具有预定纹路的PVC球。加工出具有预定纹路的PVC球。
技术研发人员:施少锋 潘彬
受保护的技术使用者:东莞市佳恒玩具有限公司
技术研发日:2022.04.02
技术公布日:2022/7/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1