瓶盖模压机改进型模压模具的制作方法
1.本实用新型涉及一种瓶盖模压机改进型模压模具,主要涉及模压上模具,属于塑料机械领域。
背景技术:
2.常规瓶盖模压模具包括上模具和下模具中,上模具的牙套为独立个体,由内塞反扣使牙套不脱落,这样的设计使内塞杆变小,联接内塞的不锈钢管、冷水接头也相应变小了,在连续高速生产过程中,瓶盖的冷却会因为内塞的内孔变小、水流量的变小而产生冷却水循环速度变慢,最终影响生产速度,瓶盖质量变差,产生不良品。同时,冷水接头与内塞不锈钢管(冷水轴)连接使用的是生料带密封,这样的密封方式在模具保养时,缠绕生料带容易堵住与内塞联接的不锈钢管口,使模具回水口变小,影响冷却效果。在多次拆装过程中,扭断的生料带会进入冷水接头里面,堵塞进出水口,影响产品质量。模具保养过程中,在拆卸时清理生料带,在装配时缠绕生料带,这样耗时耗力,影响生产效率。并且上模固定轴与内塞加长杆导向位置为面接触,拆装不便,容易卡住;水冷水管进入内塞的末端为单斜口设计,分水不均匀。
技术实现要素:
3.本实用新型的目的是为了克服已有技术的缺点,提供一种采用牙套与内塞一体设计,增加冷水流量,密封圈密封,防止漏水、串水,同时冷水管末端为四开口分水,分水均匀,瓶盖冷却速度快,提高生产效率的瓶盖模压机改进型模压模具。
4.本实用新型瓶盖模压机改进型模压模具的技术方案是:包括上模固定板和上模固定轴,上模固定轴下连接尖口套,并在上模固定轴与尖口套之间设置模具弹簧,尖口套中设置牙套,尖口套外设置脱模套,脱模套由脱模套定位座相定位,上模固定轴中设置内塞加长杆,内塞加长杆上设置冷水轴,冷水轴下连接冷水管,内塞加长杆下连接模具内塞,模具内塞与牙套相配合,其特征在于所述的牙套与模具内塞为一体压铸成型,模具内塞中设置冷却水孔,冷水管伸入冷却水孔中,所述的冷水轴上设置冷水接头,冷水接头外接水管,冷水轴上设置防漏密封槽和防串密封槽,防漏密封槽中安装防漏密封圈,防串密封槽中安装防串密封圈,所述的上模固定轴与内塞加长杆之间设置滚珠铜套。
5.本实用新型的瓶盖模压机改进型模压模具,将牙套与模具内塞设计为一体结构,在加工时,可以增大牙套内孔,相应的内塞加长杆变大,通过冷水轴的冷水流量增加,循环速度更快,带走的热量更多。在生产过程中,瓶盖冷却更快,大大的提升生产速度,增加产品的合格率。同时,在冷水轴上设置冷水接头,当要拆卸时,直接拧下冷水轴接头即可,并且在冷水轴上设置防漏密封圈和防串密封圈,防漏密封圈可以防止冷水泄漏,防串密封圈可以密封进水和回水,防止相互串联。在上模固定轴与内塞加长杆之间设置滚珠铜套,在模具安装、拆卸时更活洛,拆装更方便,使用寿命更长。
6.本实用新型的瓶盖模压机改进型模压模具,所述的牙套与尖口套之间设置牙套回
位弹簧,使牙套自动回位。所述的尖口套与脱模套之间设置尖口套滚珠套,在装卸时更活络,拆装方便。所述的冷水管末端设置四分开口,冷水从四个分开流出,更均匀,对模具内塞的冷却效果更好。
附图说明
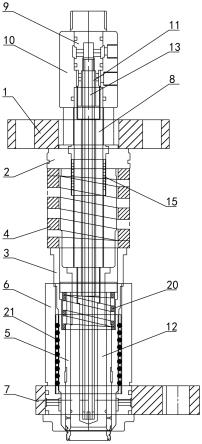
7.图1是本实用新型的瓶盖模压机改进型模压模具结构示意图;
8.图2是本实用新型的冷水轴示意图;
9.图3是本实用新型的滚珠铜套装配示意图;
10.图4是本实用新型的冷水管末端设置四分开口示意图。
具体实施方式
11.本实用新型涉及一种瓶盖模压机改进型模压模具,如图1—图4所示,包括上模固定板1和上模固定轴2,上模固定轴2下连接尖口套3,并在上模固定轴2与尖口套3之间设置模具弹簧4,尖口套中设置牙套5,尖口套外设置脱模套6,脱模套6由脱模套定位座7相定位,上模固定轴2中设置内塞加长杆8,内塞加长杆上设置冷水轴9,冷水轴下连接冷水管11,内塞加长杆下连接模具内塞12,模具内塞与牙套5相配合,所述的牙套5与模具内塞12为一体压铸成型,模具内塞中设置冷却水孔13,冷水管11伸入冷却水孔13中,所述的冷水轴9上设置冷水接头10,冷水接头外接水管,冷水轴9上设置防漏密封槽91和防串密封槽92,防漏密封槽91中安装防漏密封圈93,防串密封槽92中安装防串密封圈94,所述的上模固定轴2与内塞加长杆8之间设置滚珠铜套15。本方案将牙套5与模具内塞12设计为一体结构,在加工时,可以增大牙套内孔,相应的内塞加长杆16变大,通过冷水轴9的冷水流量增加,循环速度更快,带走的热量更多。在生产过程中,瓶盖冷却更快,大大的提升生产速度,增加产品的合格率。同时,在冷水轴9上设置冷水接头10,当要拆卸时,直接拧下冷水轴接头10即可,并且在冷水轴9上设置防漏密封圈93和防串密封圈94,防漏密封圈93可以防止冷水泄漏,防串密封圈94可以密封进水和回水,防止相互串联。在上模固定轴2与内塞加长杆8之间设置滚珠铜套15,在模具安装、拆卸时更活洛,拆装更方便,使用寿命更长。所述的牙套5与尖口套3之间设置牙套回位弹簧20,使牙套自动回位。所述的尖口套3与脱模套6之间设置尖口套滚珠套21,在装卸时更活络,拆装方便。所述的冷水管11末端设置四分开口22,冷水从四个分开流出,更均匀,对模具内塞的冷却效果更好。
技术特征:
1.瓶盖模压机改进型模压模具,包括上模固定板(1)和上模固定轴(2),上模固定轴(2)下连接尖口套(3),并在上模固定轴(2)与尖口套(3)之间设置模具弹簧(4),尖口套中设置牙套(5),尖口套外设置脱模套(6),脱模套(6)由脱模套定位座(7)相定位,上模固定轴(2)中设置内塞加长杆(8),内塞加长杆上设置冷水轴(9),冷水轴下连接冷水管(11),内塞加长杆下连接模具内塞(12),模具内塞与牙套(5)相配合,其特征在于所述的牙套(5)与模具内塞(12)为一体压铸成型,模具内塞中设置冷却水孔(13),冷水管(11)伸入冷却水孔(13)中,所述的冷水轴(9)上设置冷水接头(10),冷水接头外接水管,冷水轴(9)上设置防漏密封槽(91)和防串密封槽(92),防漏密封槽(91)中安装防漏密封圈(93),防串密封槽(92)中安装防串密封圈(94),所述的上模固定轴(2)与内塞加长杆(8)之间设置滚珠铜套(15)。2.如权利要求1所述的瓶盖模压机改进型模压模具,其特征在于所述的牙套(5)与尖口套(3)之间设置牙套回位弹簧(20)。3.如权利要求1所述的瓶盖模压机改进型模压模具,其特征在于所述的尖口套(3)与脱模套(6)之间设置尖口套滚珠套(21)。4.如权利要求1所述的瓶盖模压机改进型模压模具,其特征在于所述的冷水管(11)末端设置四分开口(22)。
技术总结
瓶盖模压机改进型模压模具,包括上模固定板和上模固定轴,上模固定轴下连接尖口套,并在上模固定轴与尖口套之间设置模具弹簧,尖口套中设置牙套,尖口套外设置脱模套,脱模套由脱模套定位座相定位,上模固定轴中设置内塞加长杆,内塞加长杆上设置冷水轴,冷水轴下连接冷水管,内塞加长杆下连接模具内塞,模具内塞与牙套相配合,所述牙套与模具内塞为一体压铸成型,模具内塞中设置冷却水孔,冷水管伸入冷却水孔中,所述冷水轴上设置冷水接头,冷水接头外接水管,冷水轴上设置防漏密封槽和防串密封槽,防漏密封槽中安装防漏密封圈,防串密封槽中安装防串密封圈,所述的上模固定轴与内塞加长杆之间设置滚珠铜套。加长杆之间设置滚珠铜套。加长杆之间设置滚珠铜套。
技术研发人员:邝光里
受保护的技术使用者:台州市黄岩一精塑模有限公司
技术研发日:2022.03.09
技术公布日:2022/9/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1