一种空调器底座、注塑模具及空调器的制作方法
[0001]
本发明涉及空调领域,尤其涉及一种空调器底座及注塑模具。
背景技术:
[0002]
现有技术中空调器的型号较多,不同型号空调器往往会采用不同的压缩机,不同的压缩机的泵角安装位置往往不同,这就导致不同型号的空调器需要配置不同的底座来配套安装不同的压缩机。
技术实现要素:
[0003]
本发明所要解决的技术问题是:
[0004]
本发明提出一种空调器底座,通过对空调器底座结构的合理设计使其易于生产及调整尺寸,从而满足不同型号的压缩机安装需求。同时提供一种用于注塑成型上述空调器底座的注塑模具,提高生产效率、降低制造成本。
[0005]
本发明解决其技术问题所采用的技术方案是:一种空调器底座,所述底座正面设置有大致呈等边三角形状凹腔,所述凹腔靠近三个角的位置设置有螺栓,所述三个螺栓的中心形成等边三角形,所述螺栓外周一圈均匀设置有多个第一凹坑,所述第一凹坑外周还设置有多个第二凹坑,所述第二凹坑设置于靠近所述凹腔中心的位置或设置于靠近凹腔三个角的位置。
[0006]
进一步的,所述第一凹坑外周的所述第二凹坑设置于靠近所述凹腔中心的位置,此时所述三个螺栓处于第一位置,所述三个螺栓所在的圆的直径为150mm。
[0007]
进一步的,所述第一凹坑外周的所述第二凹坑设置于靠近所述凹腔三个角的位置,此时所述三个螺栓处于第二位置,所述三个螺栓所在的圆的直径为120mm。
[0008]
一种注塑模具,用于注塑成型上述的空调器底座,所述注塑模具包括前模仁及后模仁;所述前模仁对应所述螺栓、所述第一凹坑及所述第二凹坑的区域设置有镶块,所述镶块对应所述螺栓的位置设置有安置孔,注塑时所述螺栓放置于所述安置孔中一起注塑成型。
[0009]
进一步的,所述镶块对应所述第一凹坑的位置设置有第一凸台,所述镶块对应所述第二凹坑的位置设置有第二凸台。
[0010]
进一步的,所述镶块的横截面以横向轴线对称同时以纵向轴线对称,所述任意两个镶块的横向轴线的夹角为120
°
。
[0011]
进一步的,所述后模仁对应所述镶块的位置设置有两个成型柱,所述两个成型柱分别对应所述螺栓处于的第一位置和第二位置,所述两个成型柱用于成型所述底座背面的两个成型孔。
[0012]
进一步的,所述后模仁为整体结构。
[0013]
进一步的,所述镶块处于第一角度时所述螺栓处于第一位置,当所述镶块转动180
°
时所述螺栓处于第二位置。
[0014]
一种空调器,所述空调器底座使用上述注塑模具注塑成型,所述空调器为移动空调、窗式空调、除湿器中的任一种。
[0015]
本发明的有益效果是:
[0016]
提供一种便于生产的空调器底座,通过调整空调器底座的局部结构即能适用不同型号的压缩机安装,同时底座的局部结构的调整易于通过相同的注塑模具实现。同时提供一种用于注塑成型上述空调器底座的注塑模具,通过模仁的合理设计,使得转动前模仁镶块的角度即可实现注塑成型不同规格的空调器底座,从而提高了生产效率、降低了制造成本。
[0017]
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
[0018]
下面结合附图和实施例对本发明作进一步说明。
[0019]
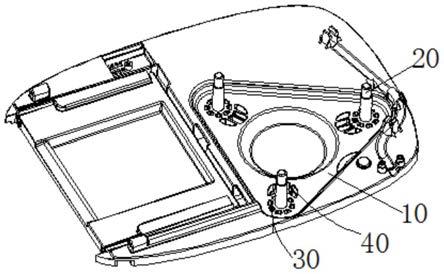
图1为实施例中一种空调器底座的螺栓在第一位置时的结构示意图;
[0020]
图2为实施例中一种空调器底座的螺栓在第二位置时的结构示意图;
[0021]
图3为实施例中螺栓在第一位置时所述在圆的直径示意图;
[0022]
图4为实施例中螺栓在第二位置时所述在圆的直径示意图;
[0023]
图5为实施例中注塑模具的前模仁结构示意图;
[0024]
图6为实施例中前模仁的镶块的局部结构示意图;
[0025]
图7为实施例中前模仁的镶块的横截面示意图;
[0026]
图8为实施例中前模仁的镶块镶块转动180
°
的示意图;
[0027]
图9为实施例中注塑模具的后模仁结构示意图;
[0028]
图10为实施例中一种空调器底座的背面结构示意图;
[0029]
附图标记:
[0030]
凹腔10、螺栓20、第一凹坑30、第二凹坑40、前模仁50、镶块60、第一凸台61、第二凸台62、安置孔63、后模仁70、成型柱71、成型孔80。
具体实施方式
[0031]
现在结合附图对本发明作详细的说明。此图为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
[0032]
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0033]
参见附图1-4示出本发明的一种空调器底座,底座正面设置有大致呈等边三角形状的凹腔10,凹腔10靠近三个角的位置分别设置有螺栓20,三个螺栓20的中心形成等边三角形,螺栓20外周一圈均匀设置有多个第一凹坑30,第一凹坑30外周还设置有多个第二凹坑40。当第二凹坑40设置于靠近凹腔10中心的位置时,三个螺栓20处于第一位置,三个螺栓20所在的圆的直径为150mm。当第二凹坑40设置于靠近凹腔10三个角的位置时,三个螺栓20
处于第二位置,三个螺栓20所在的圆的直径为120mm。
[0034]
通过分析发现,现有一体式空调器采用的压缩机泵脚基本为φ150、φ120两种规格,因此上述结构的空调器底座可以满足大部分的压缩机安装要求。通过稍微调整底座的螺栓20、第一凹坑30、第二凹坑40的位置,即可以实现两种规格的底座,而且两种规格的底座的螺栓20、第一凹坑30、第二凹坑40是呈镜面对称的,因此上述结构十分利于注塑模具的注塑成型生产。
[0035]
参见附图5-9示出本发明的一种注塑模具,通过此注塑模具注塑成型上述两种规格的空调器底座。注塑模具包括前模仁50及后模仁70,前模仁50对应螺栓20、第一凹坑30及第二凹坑40的区域设置有镶块60,镶块60对应螺栓20的位置设置有安置孔63,注塑时螺栓20放置于安置孔63中一起注塑成型。镶块60对应第一凹坑30的位置设置有第一凸台61,镶块60对应第二凹坑40的位置设置有第二凸台62。由于镶块60的横截面以横向轴线及纵向轴线对称,任意两个镶块60的横向轴线的夹角为120
°
,因此,当镶块60处于第一角度时螺栓20处于第一位置,此时注塑出的底座可安装泵脚为为φ150的压缩机,当镶块60转动180
°
时螺栓20处于第二位置,此时可注塑出的底座可安装泵脚为为φ120的压缩机。即模具的前模仁只需配置一种镶块即可实现两种规格底座的注塑成型生产,且生产过程中只需转动镶块的角度即可,避免了使用多个不同镶块的麻烦,且三个镶块互为通用,最终降低了生产的难度及成本,提升了生产效率及品质。
[0036]
参见附图10的空调器底座的背面结构,底座的背面与镶块60对应的位置有两个成型孔80,分别与螺栓20的第一位置、第二位置对应,后模仁70对应螺栓的第一位置、第二位置设置有两个高度一致的成型柱71,两个成型柱71用于成型底座背面的两个成型孔80。后模仁70对应镶块60的位置为整体结构,无需设立镶块从而降低模块成本。
[0037]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关的工作人员完全可以在不偏离本发明的范围内,进行多样的变更以及修改。本项发明的技术范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1