一种圆形炉顶结构的制作方法
1.本实用新型涉及热能设备技术领域,尤其涉及一种圆形炉顶结构。
背景技术:
2.随着炉窑装备的大型化,炉顶的稳定性和安全性成为备受关注的问题。大型冶金炉顶一般是拱顶,工作在高温环境下,受到高温气流的冲刷和腐蚀,炉顶结构和材料要求具有良好的热稳定性,抗热震性和抗腐蚀性。如用于锌精矿焙烧的流态化焙烧炉,炉膛面积从几十平方米一百多平方米,目前最大锌精矿焙烧炉的炉膛面积达到152m2,炉顶面积达到200m2以上,炉膛面积小于100m2时均采用耐火砖砌筑拱顶,炉膛面积大于100m2后大部分采用耐火材料现场整体浇注炉顶。耐火材料现场整体浇注炉顶需经过施工、养护及烘炉等工序,才能达到预定的设计强度和使用寿命。浇筑料现场浇筑属露天作业,受当地的作业环境(如气温、气压、相对湿度)影响较大,而且要求现场施工配合要求高,一旦出现配合不当,势必会影响施工质量和整体浇筑的完整性,无法做到现场整体施工质量保证。某硫酸厂曾发生过耐火材料现场整体浇注炉顶因施工质量问题而造成炉顶掉块、剥落等现象,无法做到局部检修。
3.针对炉膛面积大于200m2、炉顶面积超过300m2的特大型焙烧炉,气体流量成倍增大,气流运动产生的震动加大,温度变化产生的热振效应,都会破坏炉体结构稳定性。如仍采用现有的炉顶结构,耐火砖砌筑炉顶对大型焙烧炉运行的安全性和稳定性都具有极大风险;而现场整体浇注炉顶施工和维修难度极大。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的不足,提供一种便于施工和维修,且确保使用安全性和稳定性的圆形炉顶结构。
5.为解决上述技术问题,本实用新型采用以下技术方案:
6.一种圆形炉顶结构,包括中心块、环向布置在中心块周围的多块扇形块、与扇形块一一对应的横梁,以及与横梁一一对应的立柱;所述中心块为类球缺结构的底面向上凹陷形成的壳状结构,所述扇形块的小端相对扇形块的大端倾斜向上设置,相邻两块扇形块相对的侧端面密封相连,所述扇形块小端端面与中心块的下端面密封相连,从而使中心块和多个扇形块围合形成圆形炉顶主体;所述横梁位于相应扇形块的上方,所述横梁通过吊杆与相应扇形块相连,多个横梁靠近中心块的一端固连,所述横梁远离中心块的一端与相应的立柱固连。
7.由此,整个炉顶为拱顶结构,上部荷载转为“拱”的轴向压应力,而不产生“拉、弯、剪”应力。中心块周围均匀分布若干扇形块,分块大小以便于制作、吊装及安装,在保证整体受力的同时利于局部检修。中心块与扇形块之间,以及扇形块之间密封连接,以解决腐蚀气体泄漏问题。并采用吊挂件将炉顶整体吊挂在吊挂梁上,改变了原有炉顶受力结构,吊挂和密封均不影响其高温下的自由膨胀,避免了原有拱顶收缩变形造成的应力集中破坏。
8.作为上述技术方案的进一步改进:
9.所述中心块和扇形块均包括第一耐火材料浇注层和固定于第一耐火材料浇注层上端的面板层。
10.所述面板层为由钢板围合形成的风冷夹套,所述风冷夹套沿扇形块径向方向的大端与风冷进气管连通,所述风冷夹套沿扇形块径向方向的小端与风冷出气管连通。
11.所述风冷进气管与相应立柱相连。
12.所述风冷出气管与相应横梁相连。
13.所述风冷夹套中安装有so2探测器和热电偶。
14.每个扇形块及中心块用钢板做成风冷夹套,通风冷却换热,维持夹套强度,又可根据检测冷却风中so2的浓度及时发现破损的夹套并更换,防止烟气泄漏污染环境。
15.所述风冷夹套的下层钢板下端固定有多个伸入相应第一耐火材料浇注层中的锚固件。
16.夹套的下边钢板焊接若干锚固件,预先浇注轻质耐火材料,一方面可保证焙烧炉内工艺温度;另一方面防止高温腐蚀性气体直接接触夹套钢板,腐蚀夹套,缩短炉顶使用寿命,同时预先浇注可以在安装前进行质量检验,质量控制上完全有保证。
17.相邻两块扇形块之间,以及扇形块与中心块之间通过紧固件固连,相邻两块扇形块相对的侧端面之间,以及扇形块小端端面与中心块的侧壁面之间通过耐火纤维层密封。
18.每块扇形块边缘钢板及中心块圆周钢板都有与相邻扇形块连接的螺栓孔,用螺栓将扇形块及中心块连接紧固成一个整体,利于组装和局部更换,增加整体强度。各块之间采用耐火纤维密封,解决腐蚀气体泄漏问题。
19.所述第一耐火材料浇注层的下表面固定有用于抵抗so2气体冲刷和腐蚀的第二耐火材料浇注层。
20.所述扇形块的下端通过迷宫密封结构与炉墙密封相连。
21.炉顶边缘与炉墙之间采用迷宫密封,使炉墙与炉顶相对独立,又互为整体。
22.与现有技术相比,本实用新型的优点在于:
23.本实用新型的圆形炉顶结构,采用分块预制浇注制作,再分块吊装至现场组装成圆形炉顶结构,在保证整体受力的同时利于局部检修,分块之间密封连接,以解决腐蚀气体泄漏问题。并采用吊挂件将炉顶整体吊挂在吊挂梁上,改变了原有炉顶受力结构,吊挂和密封均不影响其高温下的自由膨胀,避免了原有拱顶收缩变形造成的应力集中破坏。尤其适宜特大型焙烧炉的炉顶成型。
附图说明
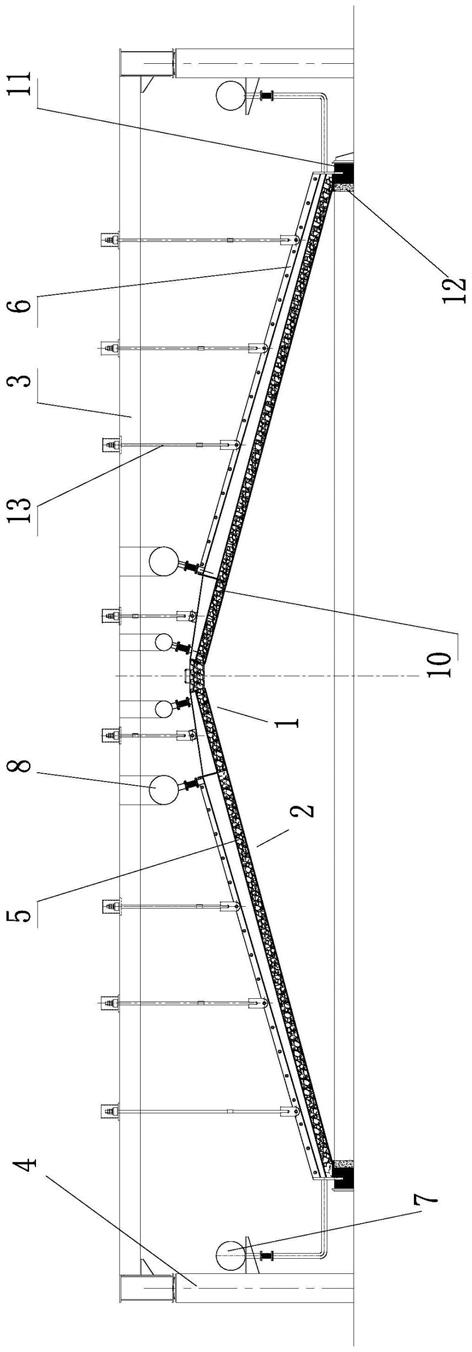
24.图1为本实用新型实施例的圆形炉顶结构的纵剖结构示意图。
25.图2为本实用新型实施例的圆形炉顶结构的俯视结构示意图。
26.图例说明:1、中心块;2、扇形块;3、横梁;4、立柱;5、第一耐火材料浇注层;6、风冷夹套;7、风冷进气管;8、风冷出气管;9、耐火纤维层;10、第二耐火材料浇注层;11、迷宫密封结构;12、炉墙;13、吊杆。
具体实施方式
27.以下结合具体优选的实施例对本实用新型作进一步描述,但并不因此而限制本实用新型的保护范围。
28.实施例1:
29.如图1和图2所示,本实施例的圆形炉顶结构,包括中心块1、环向布置在中心块1周围的多块扇形块2、与扇形块2一一对应的横梁3,以及与横梁3一一对应的立柱4;扇形块2的小端相对扇形块2的大端倾斜向上设置,相邻两块扇形块2相对的侧端面密封相连,扇形块2小端端面与中心块1的下端面密封相连,从而使中心块1和多个扇形块2围合形成圆形炉顶主体;横梁3位于相应扇形块2的上方,横梁3通过吊杆与相应扇形块2相连,多个横梁3靠近中心块1的一端固连,横梁3远离中心块1的一端与相应的立柱4固连。
30.中心块为类球缺结构的底面向上凹陷形成的壳状结构。具体地,本实用新型中,中心块包括呈圆锥分块和多个小扇形分块,小扇形分块与扇形块2一一对应。多个小扇形分块的小端相对且大端倾斜向上设置,小扇形分块小端端面与圆锥分块的侧壁面密封相连,小扇形分块的大端端面与扇形块2的小端端面密封相连。
31.整个炉顶通过若干个吊挂件吊挂在吊挂梁上,为了确保炉顶与炉墙之间的密封,正常情况下吊挂件不需要承受炉顶的全部重量。当炉顶向上膨胀时不受影响。
32.本实施例中,中心块1和扇形块2均包括第一耐火材料浇注层5和固定于第一耐火材料浇注层5上端的面板层。第一耐火材料浇注层5的下表面固定有用于抵抗so2气体冲刷和腐蚀的第二耐火材料浇注层10。
33.具体地,面板层为由上层钢板、下层钢板以及密封上层钢板和下层钢板的四个侧钢板围合形成的风冷夹套6,风冷夹套6的下层钢板下端固定有多个伸入相应第一耐火材料浇注层5中的锚固件。风冷夹套6中安装有so2探测器和热电偶,当检测到夹套内有so2时立即报警,并随时监测其温度变化。风冷夹套6沿扇形块2径向方向的大端与风冷进气管7连通,风冷进气管7与相应立柱4相连。风冷夹套6沿扇形块2径向方向的小端与风冷出气管8连通,风冷出气管8与相应横梁3相连。冷空气通过夹套带走热量,冷却炉顶钢板。
34.相邻两块扇形块2的风冷夹套6之间,以及扇形块2与中心块1的风冷夹套6之间通过螺栓固连,相邻两块扇形块2的风冷夹套6相对的侧端面之间,以及扇形块2的风冷夹套6小端端面与中心块1的风冷夹套6侧壁面之间通过耐火纤维层9密封。
35.由于炉子高度一般为20
‑
30m,为了减少高空作业的工作量,保证其制作和施工质量,所有钢构件及轻质耐火材料浇注均在地面完成。分块吊到炉子顶部组装成一个整体炉顶。
36.本实施例中,扇形块2的下端通过迷宫密封结构11与炉墙12密封相连,可有效减缓炉体热膨胀和实现炉顶的有效密封。
37.具体地,迷宫密封结构11包括固定于炉墙12外侧壁上的密封槽件,该密封槽件中设有迷宫,迷宫中充填有密封沙,风冷夹套6的外侧板伸入密封沙中。扇形块的第一耐火材料浇注层5外缘与炉墙、密封槽件及密封沙顶部通过密封层密封。
38.上述本实用新型的新型圆形炉顶结构的特点是:拱形结构,分块制作,预制浇注,分块吊装,现场组装,整体吊挂,风套冷却,沙槽密封。
39.整个炉顶为拱顶结构,上部荷载转为“拱”的轴向压应力,而不产生:“拉、弯、剪”应
力。中心为φ4
‑
5m的球缺,周围均匀分为若干扇形块,分块大小以便于吊装、制作安装为原则,在保证整体受力的同时利于局部检修。为了避免炉顶钢板受到高温而强度降低或变形,每个扇形块及球缺用钢板做成风冷夹套,通风冷却换热,维持夹套强度,每个夹套安装一个so2探测器和热电偶,当检测到夹套内有so2时立即报警,并随时监测其温度变化。可根据检测冷却风中so2的浓度及时发现破损的夹套并更换,防止烟气泄漏污染环境。夹套的下边钢板焊接若干锚固件,预先浇注轻质耐火材料,一方面可保证焙烧炉内工艺温度;另一方面防止高温腐蚀性气体直接接触夹套钢板,腐蚀夹套,缩短炉顶使用寿命,同时预先浇注可以在安装前进行质量检验,质量控制上完全有保证。轻质耐火材料的表面浇注一层抗so2气体冲刷和腐蚀致密耐火材料。钢构件的制作和轻质耐火材料的浇注均地面完成,尽量减少高空作业。每块扇形块边缘钢板及球缺圆周钢板都有与相邻扇形块连接的螺栓孔,用螺栓将扇形块及球缺连接紧固成一个整体,利于组装和局部更换,增加整体强度。各块之间采用耐火纤维密封,解决腐蚀气体泄漏问题。用吊挂件将炉顶整体吊挂在吊挂梁上,改变原有炉顶受力结构,吊挂和密封均不影响其高温下的自由膨胀,避免了原有拱顶收缩变形造成的应力集中破坏。炉顶边缘与炉墙之间采用沙槽密封,使炉墙与炉顶相对独立,又互为整体。
40.预制好的扇形块和球缺,待耐火材料干燥硬化后用吊车吊到炉子顶部。每块扇形块边缘钢板及球缺圆周钢板都有与相邻扇形块连接的螺栓孔,用螺栓将扇形块及球缺连接紧固成一个整体炉顶。各块之间采用耐火纤维密封。用吊挂件将炉顶整体吊挂在吊挂梁上。炉顶边缘与炉墙之间采用迷宫式沙槽密封。吊挂和密封均不影响炉顶在高温下的自由膨胀。
41.以上所述,仅是本技术的较佳实施例,并非对本技术做任何形式的限制,虽然本技术以较佳实施例揭示如上,然而并非用以限制本技术,任何熟悉本专业的技术人员,在不脱离本技术技术方案的范围内,利用上述揭示的技术内容做出些许的变动或修饰均等同于等效实施案例,均属于技术方案范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1