一种中频炉用组合式坩埚模的制作方法
1.本实用新型涉及模具制造技术领域,特别涉及一种中频炉用组合式坩埚模。
背景技术:
2.中频感应炉因其操作维护简单,元素熔炼损耗少、成分易控制、使用灵活等特点,在有色合金熔炼和铸造方面得到了广泛应用。这种冶金炉的炉体主要由铜管制成的感应圈和盛装金属液的坩埚组成,这种坩埚一般由不同材质的耐火材料制成。感应炉高温熔化的工艺特点决定了的坩埚工作条件极差。在实际生产中,由于高温、激冷激热、炉渣侵蚀及电磁搅拌冲刷等作用,坩埚极易损坏。因此中频感应电炉的炉龄仍普遍较低。
3.坩埚的制作一般有预制、打结以及砌筑与打结混合三种方法,常用的坩埚材料主要有中性耐火材料(以氧化铝、高铝质和碳质为主)、酸性耐火材料(石英砂sio2≥98%)和碱性耐火材料(以氧化镁为主)三种,根据生产产品、工艺以及炉子容量的不同选择不同性质的耐火材料和制作方法。由于考虑电磁效率等因素,坩埚壁不能做得太厚。因此一般中小型炉采用整体打结方法,也就是将整体坩埚一次打结完成,对于大型炉坩埚一般采用砌筑和打结混合方法。打结时为保证坩埚内腔具有一定尺寸和形状,打结前需在圆筒形感应圈内置一个锥台形钢制筒,被称之为坩埚模,作为成型模具。在现有技术中,坩埚模为整体钢制锥形圆筒,坩埚打结基本程序是,打结坩埚时先在感应圈底部铺上所需的打结料捣实作为坩埚底,达到所需厚度后,将钢制坩埚模至于坩埚底上,且保证位于感应圈中间,然后在感应圈和坩埚模缝隙间陆续加入耐火打结料,将耐火材料捣实,达到需要高度后,拔出坩埚模,成为坩埚。在传统技术中,耐火材料的捣实操作一般采用人工夯实的办法。然而随着技术进步,人们逐渐采用电动和气动工具或设备代替人工进行打结。使用电动或气动工具打结,不但可大大节省人力,而且可提高打结质量和工作效率,还可有效延长坩埚使用寿命。然而采用设备打结存在的问题是,由于设备打结力度远远超过人力数倍或数十倍,坩埚密度大幅增加,因此对坩埚模壁压力增大,使得打结完毕后,坩埚模拔出难度加大,如果强行拔出极易引起刚刚打结完毕的坩埚脱落或坍塌而损坏,被迫采取敲击振动等辅助措施,影响坩埚质量,对提高坩埚寿命极为不利。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种中频炉用组合式坩埚模,减小坩埚模拔出的难度,提高坩埚质量。
5.为实现上述目的,本实用新型采用以下技术方案实现:
6.一种中频炉用组合式坩埚模,包括模本体,压紧装置;模本体包括两两对称的模壳一、模壳二、挡块,模壳一的两侧边部固接挡块,挡块的部分延伸至模壳一的外部,模壳二的边部由挡块限位与模壳一拼接形成筒形;模壳一和模壳二的内弧壁的上部分别固接定位块,模壳一和模壳二的内弧壁的下部分别固接弧形限位槽,压紧装置设置在模本体的内部,压紧装置的底部顶接在弧形限位槽内,压紧装置的上部与定位块拆卸连接。
7.压紧装置包括手轮、丝杠、环状定位器、压紧板、圆板限位器、锁紧螺母;丝杠上螺纹连接环状定位器,环状定位器通过螺栓与环形定位块连接,丝杠的顶部固接手轮,丝杠的底部套接圆板限位器,圆板限位器的底部外周设有突起,突起放置在弧形限位槽内,圆板限位器的上方设有压紧板,圆板限位器的下方设有锁紧螺母。
8.模壳一和模壳二的内壁上分别设有多层吊耳。
9.与现有的技术相比,本实用新型的有益效果是:
10.本实用新型结构合理,使用方便,采用组合式结构代替整体结构使得坩埚模取出变得容易,且对新打结的坩埚质量影响更小或没有任何明显影响,完全满足了机械打结代替人工打结的需要,大大提高了中频炉坩埚的质量,延长了使用寿命,使用证明可提高坩埚寿命20%左右,降低了生产成本,提高了经济效益。
附图说明
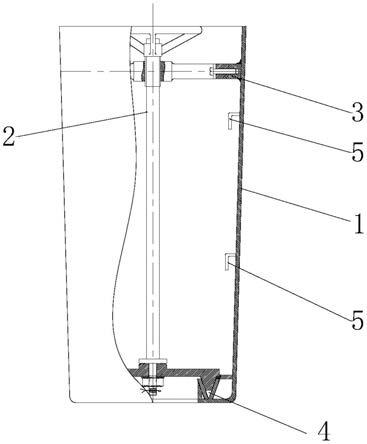
11.图1为本实用新型的结构示意图。
12.图2为本实用新型的俯视图。
13.图3为模壳一和模壳二拼接示意图。
14.图4为模壳一结构示意图。
15.图5为模壳一结构侧视图。
16.图6为压紧装置结构示意图。
17.图中:模本体1,压紧装置2、定位块3、弧形限位槽4、吊耳5、模壳一11、模壳二12、挡块13、手轮21、丝杠22、环状定位器23、压紧板24、圆板限位器25、锁紧螺母26、突起27。
具体实施方式
18.下面结合附图对本实用新型的具体实施方式进一步说明:
19.如图1
‑
图6,一种中频炉用组合式坩埚模,包括模本体1,压紧装置2;模本体1包括两两对称的模壳一11、模壳二12、挡块13,模壳一11的两侧边部固接挡块13,挡块13的部分延伸至模壳一11的外部,模壳二12的边部由挡块13限位与模壳一11拼接形成筒形;模壳一11和模壳二12的内弧壁的上部分别固接定位块3,模壳一11和模壳二12的内弧壁的下部分别固接弧形限位槽4,压紧装置2设置在模本体1的内部,压紧装置2的底部顶接在弧形限位槽4内,压紧装置2的上部与定位块3拆卸连接。
20.压紧装置2包括手轮21、丝杠22、环状定位器23、压紧板24、圆板限位器25、锁紧螺母26;丝杠22上螺纹连接环状定位器23,环状定位器23通过螺栓与定位块3连接,丝杠22的顶部固接手轮21,丝杠22的底部套接圆板限位器25,圆板限位器25的底部外周设有突起27,突起27放置在弧形限位槽4内,圆板限位器25的上方设有压紧板24,圆板限位器25的下方设有锁紧螺母26。
21.模壳一11和模壳二12的内壁上分别设有多层吊耳5。
22.坩埚打结完成,拆除坩埚模时,先将手轮旋松,卸下螺栓,取出压紧装置后,再分别将模壳一和模壳二分别取出。
23.当打结坩埚时,首先安装组合坩埚模,将模壳一和模壳二拼接,将压紧定位装置下部的圆板限位器的突起安装到弧形限位槽内,再将上部的环状定位器用螺栓与定位块连
接。
24.安装完成后,此时压紧定位装置处于松弛状态,旋紧手轮实现压紧,即完成组合坩埚模组装。
25.坩埚打结完成后拆除时,先松开手轮,使压紧定位装置完全处于松弛状态,卸掉螺栓,用吊车吊出压紧定位装置,然后依次吊出模壳二、模壳一,完成组合坩埚模的拆除工作。
26.坩埚打结完成后,分别拆除坩埚模具各部分,可大大减小坩埚模拔出的难度和最大限度地减少对新坩埚的影响,使坩埚模拆除更轻松、更容易,利于保证坩埚质量和延长其使用寿命。
27.以上实用新型,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行改进与修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种中频炉用组合式坩埚模,其特征在于,包括模本体,压紧装置;模本体包括两两对称的模壳一、模壳二、挡块,模壳一的两侧边部固接挡块,挡块的部分延伸至模壳一的外部,模壳二的边部由挡块限位与模壳一拼接形成筒形;模壳一和模壳二的内弧壁的上部分别固接定位块,模壳一和模壳二的内弧壁的下部分别固接弧形限位槽,压紧装置设置在模本体的内部,压紧装置的底部顶接在弧形限位槽内,压紧装置的上部与定位块拆卸连接。2.根据权利要求1所述的一种中频炉用组合式坩埚模,其特征在于,所述的压紧装置包括手轮、丝杠、环状定位器、压紧板、圆板限位器、锁紧螺母;丝杠上螺纹连接环状定位器,环状定位器通过螺栓与环形定位块连接,丝杠的顶部固接手轮,丝杠的底部套接圆板限位器,圆板限位器的底部外周设有突起,突起放置在弧形限位槽内,圆板限位器的上方设有压紧板,圆板限位器的下方设有锁紧螺母。3.根据权利要求1所述的一种中频炉用组合式坩埚模,其特征在于,所述的模壳一和模壳二的内壁上分别设有多层吊耳。
技术总结
本实用新型涉及一种中频炉用组合式坩埚模,其特征在于,包括模本体,压紧装置;模本体包括两两对称的模壳一、模壳二、挡块,模壳一的两侧边部固接挡块,挡块的部分延伸至模壳一的外部,模壳二的边部由挡块限位与模壳一拼接形成筒形;模壳一和模壳二的内弧壁的上部分别固接定位块,模壳一和模壳二的内弧壁的下部分别固接弧形限位槽,压紧装置设置在模本体的内部,压紧装置的底部顶接在弧形限位槽内,压紧装置的上部与定位块拆卸连接。本实用新型结构合理,使用方便,采用组合式结构代替整体结构使得坩埚模取出变得容易,且对新打结的坩埚质量影响更小或没有任何明显影响。量影响更小或没有任何明显影响。量影响更小或没有任何明显影响。
技术研发人员:刘梦野 赵海军 左溪强 李学慧 梁荣山 佟硕 赵家明 吕思翰 佟伟 王汝家
受保护的技术使用者:鞍钢实业集团有限公司冶金资源再生利用分公司
技术研发日:2021.06.25
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1