一种耐腐蚀坯体成型装置的制作方法
1.本实用新型涉及一种材料成型技术领域,具体涉及一种耐腐蚀坯体成型装置。
背景技术:
2.现有技术中,将坯体放置于窑炉或火炉中进行煅烧凝固;但是这类窑炉或火炉一般由砖和石头砌成,根据需要可以制成大小各种的规格,窑炉或火炉体积大,不易携带,同时制造过程繁琐,耗时长,占用面积大。
技术实现要素:
3.本实用新型所要解决的技术问题是提供了一种耐腐蚀坯体成型装置,以解决上述背景技术中提到的技术问题。
4.本实用新型耐腐蚀坯体成型装置是通过以下技术方案来实现的:包括底座和盖形螺帽以及筒体;底座表面分设有一根以上的加热柱;盖形螺帽表面嵌入式安装有筒体;
5.底座与盖形螺帽相对安装,筒体设置于一根以上的加热柱外侧。
6.作为优选的技术方案,底座表面设置有第一固定环;一个以上的加热柱与第一固定环内圈相对;第一固定环外侧设置有第一螺纹;盖形螺帽与第一螺纹啮合锁定。
7.作为优选的技术方案,底座表面设置有一个以上的第二固定环;底座内设置有供电组件;第二固定环内设置有第一触点;加热柱上安装有第二触点;
8.加热柱安装于第二固定环内,第二触点与第一触点相对连接。
9.作为优选的技术方案,第二固定环侧面设置有一个以上的定位槽,定位槽底部侧面设置有限位槽;加热柱侧面分设有一个以上的定位柱;定位柱相对安装于定位槽内,并旋转固定于限位槽内。
10.作为优选的技术方案,盖形螺帽侧面设置有一个以上的散热通孔;盖形螺帽上端设置有圆槽;圆槽内设置有螺纹孔;筒体上端设置有第二螺纹;第二螺纹与螺纹孔相对装配锁定;
11.圆槽内安装有密封盖;密封盖上表面相对两侧安装有拉环;拉环与密封盖支架安装有转轴。
12.作为优选的技术方案,底座(3)和盖形螺帽(8)以及筒体(15)均采用镍铬钼合金材料。
13.本实用新型的有益效果是:
14.1、将底座和盖形螺帽以及筒体均采用镍铬钼合金材料制成,防止在胚体煅烧时,底座和盖形螺帽以及筒体发生溶化,同时防止胚体煅烧时产生易腐蚀的材料,将底座和盖形螺帽以及筒体进行腐蚀,保证筒体内胚体的正常煅烧;
15.2、在底座表面的第一固定环外侧设置第一螺纹,将盖形螺帽与第一螺纹啮合锁定,实现便于安装,便于携带;在盖形螺帽表面嵌入式安装筒体,筒体设置于一根以上的加热柱外侧;一根以上的加热柱均匀的对筒体进行加热。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
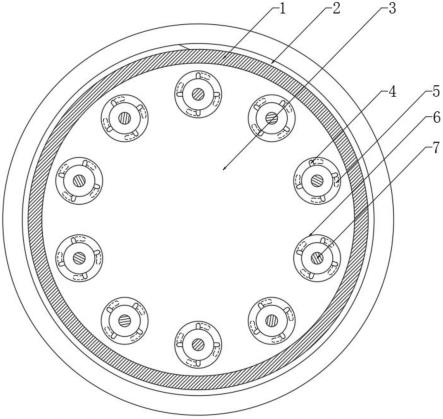
17.图1为筒体的示意图;
18.图2为加热柱的示意图;
19.图3为密封盖的示意图;
20.图4为盖形螺帽的示意图一;
21.图5为底座的示意图;
22.图6为盖形螺帽的示意图二;
23.图7为盖形螺帽的示意图三。
具体实施方式
24.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
25.如图1所示,本实用新型的一种耐腐蚀坯体成型装置,包括底座3和盖形螺帽8以及筒体15;底座3表面分设有一根以上的加热柱21;盖形螺帽8表面嵌入式安装有筒体15;
26.底座3与盖形螺帽8相对安装,筒体15设置于一根以上的加热柱21外侧。
27.本实施例中,底座3表面设置有第一固定环1;一个以上的加热柱21与第一固定环1内圈相对;第一固定环1外侧设置有第一螺纹2;盖形螺帽8与第一螺纹2啮合锁定。
28.本实施例中,底座3表面设置有一个以上的第二固定环6;底座3内设置有供电组件;第二固定环6内设置有第一触点7;加热柱21上安装有第二触点20;
29.加热柱21安装于第二固定环6内,第二触点20与第一触点7相对连接。
30.本实施例中,第二固定环6侧面设置有一个以上的定位槽4,定位槽4底部侧面设置有限位槽5;加热柱21侧面分设有一个以上的定位柱19;定位柱19相对安装于定位槽4内,并旋转固定于限位槽5内。
31.本实施例中,盖形螺帽8侧面设置有一个以上的散热通孔11;盖形螺帽8上端设置有圆槽9;圆槽9内设置有螺纹孔13;筒体15上端设置有第二螺纹14;第二螺纹14与螺纹孔13相对装配锁定;
32.圆槽9内安装有密封盖16;密封盖16上表面相对两侧安装有拉环18;拉环18与密封盖16支架安装有转轴17;
33.本实施例中,本实施例中,底座3和盖形螺帽8以及筒体15均采用镍铬钼合金材料,镍铬钼合金具有耐高温和耐腐蚀的特点。
34.本实用新型的有益效果是:
35.1、将底座和盖形螺帽以及筒体均采用镍铬钼合金材料制成,防止在胚体煅烧时,底座和盖形螺帽以及筒体发生溶化,同时防止胚体煅烧时产生易腐蚀的材料,将底座和盖形螺帽以及筒体进行腐蚀,保证筒体内胚体的正常煅烧;
36.2、在底座表面的第一固定环外侧设置第一螺纹,将盖形螺帽与第一螺纹啮合锁
定,实现便于安装,便于携带;在盖形螺帽表面嵌入式安装筒体,筒体设置于一根以上的加热柱外侧;一根以上的加热柱均匀的对筒体进行加热;
37.3、通过在第二固定环侧面设置一个以上的定位槽,在定位槽底部侧面设置限位槽;加热柱侧面分设一个以上的定位柱,将定位柱相对安装于定位槽内,并旋转固定于限位槽内,实现第二固定环与加热柱的快速安装与拆卸;
38.4、通过在盖形螺帽侧面设置有一个以上的散热通孔,筒体内胚体完成煅烧固定后,实现筒体的快速冷却。
39.以上,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书所限定的保护范围为准。
技术特征:
1.一种耐腐蚀坯体成型装置,其特征在于:包括底座(3)和盖形螺帽(8)以及筒体(15);底座(3)表面分设有一根以上的加热柱(21);盖形螺帽(8)表面嵌入式安装有筒体(15);底座(3)与盖形螺帽(8)相对安装,筒体(15)设置于一根以上的加热柱(21)外侧。2.根据权利要求1所述的耐腐蚀坯体成型装置,其特征在于:底座(3)表面设置有第一固定环(1);一个以上的加热柱(21)与第一固定环(1)内圈相对;第一固定环(1)外侧设置有第一螺纹(2);盖形螺帽(8)与第一螺纹(2)啮合锁定。3.根据权利要求1所述的耐腐蚀坯体成型装置,其特征在于:底座(3)表面设置有一个以上的第二固定环(6);底座(3)内设置有供电组件;第二固定环(6)内设置有第一触点(7);加热柱(21)上安装有第二触点(20);加热柱(21)安装于第二固定环(6)内,第二触点(20)与第一触点(7)相对连接。4.根据权利要求3所述的耐腐蚀坯体成型装置,其特征在于:第二固定环(6)侧面设置有一个以上的定位槽(4),定位槽(4)底部侧面设置有限位槽(5);加热柱(21)侧面分设有一个以上的定位柱(19);定位柱(19)相对安装于定位槽(4)内,并旋转固定于限位槽(5)内。5.根据权利要求1所述的耐腐蚀坯体成型装置,其特征在于:盖形螺帽(8)侧面设置有一个以上的散热通孔(11);盖形螺帽(8)上端设置有圆槽(9);圆槽(9)内设置有螺纹孔(13);筒体(15)上端设置有第二螺纹(14);第二螺纹(14)与螺纹孔(13)相对装配锁定;圆槽(9)内安装有密封盖(16);密封盖(16)上表面相对两侧安装有拉环(18);拉环(18)与密封盖(16)支架安装有转轴(17)。6.根据权利要求1所述的耐腐蚀坯体成型装置,其特征在于:底座(3)和盖形螺帽(8)以及筒体(15)均采用镍铬钼合金材料。
技术总结
本实用新型公开了一种耐腐蚀坯体成型装置,包括底座和盖形螺帽以及筒体;底座表面分设有一根以上的加热柱;盖形螺帽表面嵌入式安装有筒体;底座与盖形螺帽相对安装,筒体设置于一根以上的加热柱外侧;本实用新型通过将底座和盖形螺帽以及筒体均采用镍铬钼合金材料制成,防止在胚体煅烧时,底座和盖形螺帽以及筒体发生溶化,同时防止胚体煅烧时产生易腐蚀的材料,将底座和盖形螺帽以及筒体进行腐蚀,保证筒体内胚体的正常煅烧;在底座表面的第一固定环外侧设置第一螺纹,将盖形螺帽与第一螺纹啮合锁定,实现便于安装,便于携带;在盖形螺帽表面嵌入式安装筒体,筒体设置于一根以上的加热柱外侧;一根以上的加热柱均匀的对筒体进行加热。行加热。行加热。
技术研发人员:雷慧仙
受保护的技术使用者:龙泉市慧仙瓷业有限公司
技术研发日:2022.03.16
技术公布日:2022/8/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1