烃类气体处理的制作方法
烃类气体处理
背景技术:
1.本发明涉及用于分离含烃类气体的方法和设备。申请人根据美国法典标题35的119(e)节,要求2019年3月11日提交的先前美国临时申请号62/816,711的权益。
2.乙烯、乙烷、丙烯、丙烷和/或较重的烃可从多种气体中回收,诸如天然气、炼油厂气体和从其他烃类材料诸如煤、原油、石脑油、油页岩、焦油砂和褐煤获得的合成气体料流。天然气通常具有很大部分的甲烷和乙烷,即,甲烷和乙烷一起占天然气的至少50摩尔%。天然气还包含相对较少量的较重烃类诸如丙烷、丁烷、戊烷等,以及氢气、氮气、二氧化碳和/或其他气体。
3.本发明整体涉及改善乙烯、乙烷、丙烯、丙烷和较重烃类从此类气体料流中的回收。按摩尔%计,根据本发明待处理的气体料流的典型分析将为79.1%的甲烷、10.0%的乙烷和其他c2组分、5.4%的丙烷和其他c3组分、0.7%的异丁烷、1.6%的正丁烷和1.1%的戊烷+,余量由氮气和二氧化碳组成。有时还存在含硫气体。
4.本发明整体涉及乙烯、乙烷、丙烯、丙烷和较重烃类从此类气体料流中的回收。天然气及其天然气液体(ngl)成分两者的价格的历史周期性波动有时会降低乙烷、乙烯、丙烷、丙烯和作为液体产物的较重组分的增量价值。这导致对以下项的需求:可提供更有效地回收这些产物的工艺、可提供具有较低资金投入的有效回收的工艺、以及可容易地被调适或调整以在宽泛范围内改变特定组分的回收的工艺。用于分离这些材料的可用工艺包括基于气体的冷却和冷冻、吸油和冷却吸油的那些。另外,低温工艺已经变得普遍,因为可使用产生电力同时从正在处理的气体中膨胀和提取热量的经济型设备。根据气源的压力、气体的丰度(乙烷、乙烯和较重烃类的含量)以及期望的最终产物,可采用这些工艺中的每一种工艺或它们的组合。
5.低温膨胀工艺现在一般优选用于天然气液体回收,因为它提供最大的简便性,并且易于启动、操作灵活、效率出色、安全性高且可靠性好。美国专利号3,292,380、4,061,481、4,140,504、4,157,904、4,171,964、4,185,978、4,251,249、4,278,457、4,519,824、4,617,039、4,687,499、4,689,063、4,690,702、4,854,955、4,869,740、4,889,545、5,275,005、5,555,748、5,566,554、5,568,737、5,771,712、5,799,507、5,881,569、5,890,378、5,983,664、6,182,469、6,578,379、6,712,880、6,915,662、7,191,617、7,219,513、8,590,340、8,881,549、8,919,148、9,021,831、9,021,832、9,052,136、9,052,137、9,057,558、9,068,774、9,074,814、9,080,810、9,080,811、9,476,639、9,637,428、9,783,470、9,927,171、9,933,207、9,939,195、10,227,273、10,533,794、10,551,118和10,551,119;再版美国专利号33,408;以及共同未决的已公布的专利申请号us20080078205a1、us20110067441a1、us20110067443a1、us20150253074a1、us20160069610a1、us20160377341a1、us20180347898a1、us20180347899a1和us20190170435a1描述了相关的工艺(尽管本发明的描述在一些情况下基于与所引用的美国专利和共同未决的专利申请中所述的那些不同的处理条件)。
6.在典型的低温膨胀回收工艺中,处于压力下的进料气体料流通过与该工艺的其他
pressure absorber),德克萨斯州达拉斯2002年3月11日至13日举办的天然气加工者协会第八十一届年会会议记录。遗憾的是,除了脱甲烷装置中的附加精馏节段之外,这些工艺还需要使用压缩机来提供用于将回流料流再循环到脱甲烷装置的原动力,从而增加了使用这些工艺的设施的资本成本和运转成本。
11.然而,根据美国专利号4,157,904和4,278,457(以及其他工艺),在美国和其他国家/地区已构建了许多气体处理设施,这些设施不具有上部吸收器节段来提供上升蒸气的附加精馏,并且不能容易地被修改成添加该特征。另外,这些设施通常不具有允许再循环回流料流的过剩压缩容量,它们的脱甲烷装置或脱乙烷装置塔也不具有过剩分馏容量以适应在添加新回流料流时导致的进料速率的增加。因此,这些设施在运转以从气体中回收c2组分和较重组分时(通常被称为“乙烷回收”)效率不高,并且在运行以从气体中仅回收c3组分和较重组分时(通常被称为“乙烷排出”)特别低效。
12.本发明还采用上部精馏节段(或在一些实施方案中采用单独的精馏塔)和在压力下供应的残余气体的再循环料流。然而,通过将来源于进料气体的料流冷却至基本上冷凝,然后使料流膨胀至分馏塔的运转压力来提供该上部精馏节段的大部分回流。在膨胀期间,料流的一部分被蒸发,从而导致总料流的冷却。在上部塔中间进料点处,将冷却的膨胀料流与塔顶塔进料中再循环料流中的冷凝液体(其主要为液态甲烷)一起供应到塔中,然后它可用于吸收来自上升经过上部精馏节段的蒸气的c2组分、c3组分、c4组分和较重烃类组分,从而将这些有价值的组分捕集在来自脱甲烷装置的塔底液体产物中。
13.本发明还是一种提供额外精馏的新型装置,该装置可容易地添加到现有气体处理设施以增大期望的c2组分和c3组分的回收率,而不需要额外的压缩或分馏能力。这种增大的回收率的增量价值通常是显著的。
14.根据本发明,已发现可获得超过92%的c2回收率以及超过99%的c3和c4+回收率。此外,与现有技术相比,本发明使得在相同的能量需求下甲烷(或c2组分)和较轻组分与c2组分(或c3组分)和较重组分的基本上100%分离成为可能,同时增大回收率水平。本发明虽然适用于较低的压力和较高的温度,当在需要
‑
50
°
f[
‑
46℃]或更冷的ngl回收塔塔顶温度的条件下处理400psia至1500psia[2,758kpa(a)至10,342kpa(a)]或更高范围内的进料气体时,也是特别有利的。
[0015]
为了更好地理解本发明,参考以下示例和附图。参考附图:
[0016]
图1是根据美国专利号4,157,904或4,278,457的现有技术天然气处理设施的流程图;
[0017]
图2是适于根据美国专利号5,568,737运转的现有技术天然气处理设施的流程图;
[0018]
图3是根据本发明的天然气处理设施的流程图;并且
[0019]
图4至图6是示出将本发明的替代装置应用于天然气体料流的流程图。
[0020]
在以上附图的以下说明中,提供了汇总针对代表性工艺条件计算的流率的表。在本文所示的表中,为方便起见,流率(以摩尔/小时计)的值已四舍五入成最接近的整数。表中所示的总料流速率包括所有非烃组分,因此一般大于烃类组分的料流流率之和。所示的温度是四舍五入成最接近度数的近似值。还应当指出的是,为了比较附图所绘的工艺而执行的工艺设计计算是基于没有热量从周围环境泄漏到工艺或从工艺泄漏到周围环境的假设。市售绝热材料的质量使得这是非常合理的假设,并且是本领域的技术人员通常作出的
假设。
[0021]
为方便起见,以传统英制单位和国际单位制(si)单位两者报告工艺参数。表中给出的摩尔流率可解释为磅摩尔/小时或千克摩尔/小时。以马力(hp)和/或千英制热单位/小时(mbtu/hr)报告的能量消耗对应于以磅摩尔/小时为单位的所述摩尔流率。以千瓦(kw)为单位报告的能量消耗对应于以千克摩尔/小时为单位的所述摩尔流率。
[0022]
现有技术描述
[0023]
图1是示出使用根据美国专利号4,157,904或4,278,457的现有技术从天然气中回收c2+组分的处理设施的设计的工艺流程图。在该工艺模拟中,入口气体作为料流31在120
°
f[49℃]和790psia[5,445kpa(a)]下进入设施。如果入口气体包含将妨碍产物料流符合规格的硫化合物浓度,则通过适当地预处理进料气体(未示出)除去硫化合物。此外,进料流通常被脱水以防止在低温条件下形成水合物(冰)。固体干燥剂通常用于此目的。
[0024]
进料流31在热交换器10中通过与冷却残余气体(料流39a)、48
°
f[9℃]下的泵送液体产物(料流42a)、21
°
f[
‑
6℃]下的脱甲烷装置再沸器液体(料流41)、
‑
42
°
f[
‑
41℃]下的脱甲烷装置侧再沸器液体(料流40)和丙烷制冷剂进行热交换来冷却。需注意,在所有情况下,交换器10和12代表大量单个热交换器或单个多通道热交换器,或它们的任何组合。(关于是否针对指示的冷却服务使用多于一个热交换器的决定将取决于多个因素,包括但不限于入口气体流率、热交换器尺寸、料流温度等。)料流31a随后进入处于
‑
28
°
f[
‑
33℃]和765psia[5,275kpa(a)]的分离器11中,其中从冷凝液体(料流33)中分离出蒸气(料流32)。
[0025]
来自分离器11的蒸气(料流32)被分流成两个料流34和37。来自分离器11的液体(料流33)被任选地分流成两个料流35和38。(如果料流35包含分离器液体的任何部分,则图1工艺根据美国专利号4,157,904。否则,图1工艺根据美国专利号4,278,457)。对于图1所示的工艺,料流35不包含总分离器液体的任何部分。包含总分离器蒸气的28%的料流34以与冷残余气体(料流39)热交换的关系经过热交换器12,其中它被冷却至基本冷凝。然后使处于
‑
141
°
f[
‑
96℃]的所得基本上冷凝的料流36a通过膨胀阀13闪蒸膨胀至分馏塔17的运转压力(203psia[1,398kpa(a)])。在膨胀期间,料流的一部分被蒸发,从而导致总料流的冷却。在图1所示的工艺中,离开膨胀阀13的膨胀料流36b达到
‑
174
°
f[
‑
114℃]的温度,并且被供应到分馏塔17的上部区域中的分离器节段17a。在其中分离的液体成为精馏节段17b的塔顶进料。
[0026]
来自分离器11的蒸气的剩余72%(料流37)进入功膨胀机器14,其中从高压进料的该部分中提取机械能。机器14使蒸气基本上等熵地膨胀至塔运转压力,其中功膨胀将膨胀料流37a冷却至
‑
115
°
f[
‑
82℃]。典型的可商购获得的膨胀器能够回收理论上在理想等熵膨胀中可获得的功的大约80%至85%。回收的功通常用于驱动离心式压缩机(诸如项目15),该离心式压缩机可用于例如重新压缩残余气体(料流39b)。部分冷凝的膨胀料流37a随后在上部塔中间进料点作为进料供应到分馏塔17。料流38中的剩余分离器液体(如果有的话)通过膨胀阀16膨胀至分馏塔17的运转压力,从而将料流38a冷却至
‑
72
°
f[
‑
58℃],然后其在下部塔中间进料点处被供应到分馏塔17。
[0027]
塔17中的脱甲烷装置是常规的蒸馏塔,其包括多个垂直间隔的塔盘、一个或多个填充床或塔盘和填料的一些组合。如天然气处理设施中通常的情况那样,分馏塔可由三个节段组成。上部节段17a是分离器,其中部分气化的塔顶进料被分成其相应的蒸气部分和液
体部分,并且其中从中间精馏或吸收节段17b上升的蒸气与塔顶进料的蒸气部分组合以形成离开塔的顶部的冷脱甲烷装置塔顶馏出蒸气(料流39)。中间精馏(吸收)节段17b包括塔盘和/或填料以在膨胀料流37a和膨胀料流38a的向上升起的蒸气部分之间提供必要的接触,并且使冷液体向下落下以冷凝和吸收c2组分、c3组分和较重组分。下部脱甲烷或汽提节段17c包括塔盘和/或填料,并且提供向下落下的液体与向上升起的蒸气之间的必要接触。脱甲烷节段17c还包括再沸器(诸如前述再沸器和侧再沸器以及任选的补充再沸器18),再沸器加热并蒸发液体的沿塔向下流动的一部分,以提供沿塔向上流动的汽提蒸气,从而汽提甲烷和较轻组分的液体产物,即料流42。
[0028]
基于塔底产物中按体积计甲烷浓度为0.5%的典型规格,液体产物料流42在37
°
f[3℃]下离开塔底。残余气体(脱甲烷装置塔顶馏出蒸气料流39)与进入的进料气体在热交换器12中和热交换器10中逆流地通过,在热交换器12中残余气体从
‑
156
°
f[
‑
104℃]被加热到
‑
57
°
f[
‑
49℃](料流39a),在热交换器10中残余气体被加热到110
°
f[43℃](料流39b)。然后将残余气体分两个级重新压缩。第一级是由膨胀机14驱动的压缩机15。第二级是由补充电源驱动的压缩机19,该补充电源将残余气体(料流39d)压缩至销售管道压力。在排放冷却器20中冷却至125
°
f[52℃]之后,残余气体产物(料流39e)在1065psia[7,341kpa(a)]下流向销售气体管道,足以满足管道要求(通常为大约入口压力)。
[0029]
图1中示出的工艺的料流流率和能量消耗的汇总示于下表中:
[0030]
表i
[0031]
(图1)
[0032]
料流流率汇总
‑
磅摩尔/小时[千克摩尔/小时]
[0033][0034][0035]
回收率*
[0036]
乙烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
85.65%
[0037]
丙烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
99.68%
[0038]
丁烷+
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
99.99%
[0039]
功率
[0040][0041]
*(基于未四舍五入的流率)
[0042]
图2是工艺流程图,示出了改善图1工艺的性能以在塔底液体产物中回收更多c2组
分的一种装置。图1可适于使用如图2所示的美国专利号5,568,737的工艺。在图2所示的工艺中考虑的进料气体组成和条件与图1中的那些相同。因此,可将图2工艺与图1工艺进行比较。在该工艺的模拟中,如在图1工艺的模拟中一样,选择操作条件以使给定能量消耗的回收水平最大化。
[0043]
图2工艺所示的大多数工艺条件与图1工艺的对应工艺条件几乎相同。主要区别在于添加了精馏塔25,该精馏塔使用来自残余气体的再循环料流作为其塔顶进料以从分馏塔17塔顶馏出蒸气料流39回收额外的c2组分和较重组分,分馏塔塔顶馏出蒸气料流被供应到精馏塔25作为其塔底进料。
[0044]
精馏塔顶馏出蒸气料流152在
‑
156
°
f[
‑
105℃]下离开精馏塔25的上部区域并且被引导至热交换器23中,其中它向部分冷却的再循环料流151a和部分冷却的料流36a提供冷却,然后处于
‑
70
°
f[
‑
57℃]的加热料流152a被分流成料流156和料流157。料流156流向热交换器22,其中随着它向再循环料流151提供冷却而被加热至120
°
f[49℃],而料流157流向热交换器12和热交换器10,如前所述。所得的温热料流156a和157b重组以形成处于105
°
f[40℃]的料流152b,如前所述其将被压缩并冷却以形成料流152e。料流152e随后被分流以形成再循环料流151和残余气体产物(料流153)。
[0045]
再循环料流151被冷却至
‑
151
°
f[
‑
102℃]并在热交换器22和热交换器23中基本上冷凝,然后通过膨胀阀24闪蒸膨胀至精馏塔25的运转压力(227psia[1,563kpa(a)])(略低于分馏塔17的运转压力)。在膨胀期间,料流的一部分被蒸发,从而导致总料流的冷却。在图2所示的工艺中,离开膨胀阀24的膨胀料流151c被冷却至
‑
175
°
f[
‑
115℃]并作为塔顶进料供应到精馏塔25。
[0046]
精馏塔25为常规吸收塔,其包括多个竖直间隔的塔盘、一个或多个填充床或塔盘和填料的一些组合。如天然气处理设施中通常的情况那样,精馏塔可由两个节段组成。上部节段是分离器,其中部分气化的塔顶进料被分成其相应的蒸气部分和液体部分,并且其中从下部精馏节段上升的蒸气与塔顶进料的蒸气部分组合以形成离开塔的顶部的精馏塔顶馏出蒸气(料流152)。下部精馏节段包括塔盘和/或填料,并且提供向下落下的液体与向上升起的蒸气之间的必要接触,使得来自料流151c的冷液体回流吸收并冷凝在精馏塔25的精馏节段中上升的c2组分、c3组分和较重组分。离开精馏塔25的塔底的处于
‑
149
°
f[
‑
100℃]的液体(料流154)通过泵26被泵送至较高压力并与闪蒸膨胀料流36c组合,其中处于
‑
168
°
f[
‑
111℃]的所得料流155在分馏塔17的塔顶进料点处被供应到该分馏塔。
[0047]
图2中示出的工艺的料流流率和能量消耗的汇总示于下表中:
[0048]
表ii
[0049]
(图2)
[0050]
料流流率汇总
‑
磅摩尔/小时[千克摩尔/小时]
[0051]
[0052][0053]
回收率*
[0054]
乙烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
86.77%
[0055]
丙烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100.00%
[0056]
丁烷+
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100.00%
[0057]
功率
[0058][0059]
*(基于未四舍五入的流率)
[0060]
表i和表ii的比较显示,与图1工艺相比,图2工艺将乙烷的回收率从85.65%提高到86.77%,将丙烷的回收率从99.68%提高到100.00%,并且将丁烷+的回收率从99.99%提高到100.00%。表i和表ii的比较还显示,这些增加的产物收率是在不使用额外功率的情况下实现的。
具体实施方式
[0061]
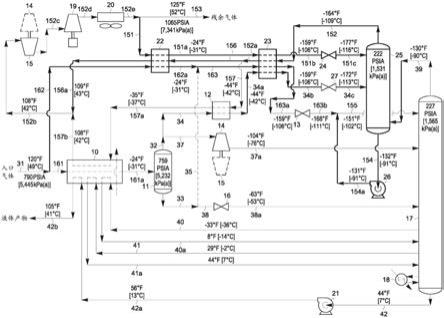
图3示出了根据本发明的工艺的流程图。在图3所示的工艺中考虑的进料气体组成和条件与图1和图2中的那些相同。因此,可将图3工艺与图1和图2工艺进行比较,来说明本发明的优点。
[0062]
图3工艺所示的大多数工艺条件与图2工艺的对应工艺条件几乎相同。主要区别在于闪蒸膨胀的基本上冷凝的料流34c的布置,以及由进料气体的一部分(料流162)和来自精馏塔25的泵送液体(料流154a)形成的分馏塔17的新塔顶进料。在图3工艺中,进料气体料流31被分流成两个料流,即料流161和料流162。料流161被引导至热交换器10以待冷却,如前所述,并且在
‑
24
°
f[
‑
31℃]和759psia[5,232kpa(a)]下进入分离器11,以分离成蒸气料流32和液体料流33。料流32和33随后接受的处理与之前几乎相同。
[0063]
然而,处于
‑
44
°
f[
‑
42℃]的部分冷却的料流34a被进一步冷却至
‑
159
°
f[
‑
106℃]并在热交换器23中基本上冷凝,然后通过膨胀阀27闪蒸膨胀至精馏塔25的运转压力(222psia[1,531kpa(a)])(略低于分馏塔17的运转压力)。在膨胀期间,料流的一部分可能被蒸发,从而导致总料流的冷却。在图3所示的工艺中,离开膨胀阀27的膨胀料流34c被冷却
至
‑
172
°
f[
‑
113℃]并被引导至精馏塔25上的塔中间进料点。
[0064]
进料气体的另一部分(料流162)被引导至热交换器22和热交换器23并被冷却至
‑
159
°
f[
‑
106℃]并基本上冷凝(料流163a)。料流163a随后通过膨胀阀13闪蒸膨胀至略高于分馏塔17的运转压力(227psia[1,565kpa(a)])。在膨胀期间,料流163b的一部分可能被蒸发,从而导致总料流冷却至
‑
168
°
f[
‑
111℃]。再循环料流151同样被冷却至
‑
159
°
f[
‑
106℃]并在热交换器22和热交换器23中基本上冷凝,然后通过膨胀阀24闪蒸膨胀至精馏塔25的运转压力。在膨胀期间,料流的一部分可能被蒸发,从而导致总料流的冷却。在图3所示的工艺中,离开膨胀阀24的处于
‑
177
°
f[
‑
116℃]的膨胀料流151c被引导至精馏塔25上的塔顶进料点。
[0065]
处于
‑
130
°
f[
‑
90℃]的塔顶馏出蒸气料流39从分馏塔17的上部区域被抽吸出并引导至精馏塔25的塔底进料点。精馏塔25为常规吸收塔,其包括多个竖直间隔的塔盘、一个或多个填充床或塔盘和填料的一些组合。如天然气处理设施中通常的情况那样,精馏塔可由两个节段组成。上部节段是分离器,其中部分气化的塔顶进料被分成其相应的蒸气部分和液体部分,并且其中从下部精馏节段上升的蒸气与塔顶进料的蒸气部分组合以形成离开塔的顶部的精馏塔顶馏出蒸气(料流152)。下部精馏节段包括塔盘和/或填料,并且提供向下落下的液体与向上升起的蒸气之间的必要接触,使得来自料流151c和34c的冷液体回流吸收并冷凝在精馏塔25的精馏节段中上升的c2组分、c3组分和较重组分。离开精馏塔25的塔底的处于
‑
132
°
f[
‑
91℃]的液体(料流154)通过泵26被泵送至较高压力并与闪蒸膨胀料流163b组合,其中处于
‑
151
°
f[
‑
102℃]的所得料流155在分馏塔17的塔顶进料点处被供应到该分馏塔。
[0066]
精馏塔顶馏出蒸气料流152在
‑
164
°
f[
‑
109℃]下离开精馏塔25的上部区域并被引导至热交换器23中,其中它向部分冷却的再循环料流151a、进料气体的部分冷却部分(料流163)和部分冷却的料流34a提供冷却,然后处于
‑
44
°
f[
‑
42℃]的加热料流152a被分流成流156和料流157。料流156流向热交换器22,其中随着它向再循环料流151和进料气体的部分(料流162)提供冷却而被加热至109
°
f[43℃],而料流157流向热交换器12和热交换器10,如前所述。所得的温热料流156a和157b重组以形成处于108
°
f[42℃]的料流152b,如前所述其将被压缩并冷却以形成处于125
°
f[52℃]和1065psia[7,341kpa(a)]的料流152e。料流152e随后被分流以形成再循环料流151和残余气体产物(料流153)。
[0067]
图3中示出的工艺的料流流率和能量消耗的汇总示于下表中:
[0068]
表iii
[0069]
(图3)
[0070]
料流流率汇总
‑
磅摩尔/小时[千克摩尔/小时]
[0071][0072][0073]
回收率*
[0074]
乙烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
92.40%
[0075]
丙烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100.00%
[0076]
丁烷+
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100.00%
[0077]
功率
[0078][0079]
*(基于未四舍五入的流率)
[0080]
本发明的性能提升相对于现有技术的性能提升的幅度出乎意料地大。表i和表iii的比较显示,与图1工艺相比,图3工艺将乙烷的回收率从85.65%提高到92.40%(提高接近7个百分点),将丙烷的回收率从99.68%提高到100.00%,并且将丁烷+的回收率从99.99%提高到100.00%。表i和表iii的比较还显示,这些增加的产物收率是在不使用额外功率的情况下实现的。就回收效率(由每单位功率回收的乙烷的量限定)而言,与图1工艺的现有技术相比,本发明表现出非常显著的8%改善。
[0081]
表ii和表iii的比较显示,与图2工艺相比,图3工艺将乙烷的回收率从86.77%提高到92.40%(提高超过5个百分点),并且丙烷和丁烷+的回收率不变(100.00%)。表ii和表iii的比较还显示,这些增加的产物收率是在不使用额外功率的情况下实现的。就回收效率(由每单位功率回收的乙烷的量限定)而言,与图2工艺的现有技术相比,本发明表现出非常显著的6%改善。
[0082]
通过检查本发明提供的精馏相比于图1和图2工艺的精馏节段17b和图2工艺的精馏塔25的改善,可理解本发明的回收效率相对于现有技术工艺的回收效率的改善。虽然图1工艺具有用于塔17中的其精馏节段17b的单一回流料流(料流36b),但本发明具有三个回流料流(精馏塔25的料流151c和料流34c,以及塔17中的精馏节段17b的料流155)。不仅本发明的回流总量更大(高出61%),其塔顶回流料流(料流151c)由于其几乎是纯甲烷而具有好得多的品质,而图1工艺的塔顶回流料流36b包含高出10%的c2组分和较重组分。
[0083]
虽然图2工艺相对于具有其双回流料流(精馏塔25的料流151c和塔17中精馏节段17b的料流155)的图1工艺有改善,但回流总量比本发明中的三重回流料流少23%。此外,为图2工艺供应给精馏塔25的单一回流料流仅为对本发明精馏塔25供应的总回流的25%,使得其不太能够精馏来自塔17的塔顶馏出蒸气料流39。本发明的精馏塔25还具有较少的要首先精馏的料流39,因为其使用进料气体的一部分(基本上冷凝的膨胀料流163b)以在塔17的精馏节段17b中提供塔蒸气的部分精馏,使得塔25中需要较少的精馏。这些因素的组合导致本发明的c2组分回收率的增加几乎超过图1工艺7个百分点并且超过图2工艺5个百分点。
[0084]
本发明的一个重要优点是其可如何容易地结合到现有气体处理设施中以实现上述优异的性能。如图3所示,在以下方面仅需要与现有设施的六个连接(通常称为“接入”):对于进料气体分流(料流162)、对于部分冷凝的料流(料流34a)、对于来自精馏塔25的泵送液体(料流154a)、对于分馏塔17塔顶馏出蒸气(料流39)、对于加热的残余气体(料流156a)、以及对于压缩再循环气体(料流151)。当新的热交换器22和热交换器23、塔25和泵26安装在分馏塔17附近时,现有设施可继续运行,当安装完成时,仅有短时间的设施关闭以形成这六个现有管道的新接入。然后可重新启动设施,其中所有现有设备保持在使用中并且完全如之前那样运转,不同的是产物回收率现在更高,而压缩功率没有增加。
[0085]
本发明的另一个优点是,由于进料气体的部分(料流162)围绕现有热交换器和分离器分流,因此通过现有设施的流量较少,这导致分馏塔17内的蒸气/液体料流量较少。这意味着如果存在可用于较高进料气体吞吐量的备用压缩功率,则有可能在没有消除现有设备瓶颈的情况下处理更多进料气体并增加处理设施收入。
[0086]
其他实施方案
[0087]
本发明也可应用于如图4和图6所示的新设施。取决于进料气体中较重烃类的量和进料气体压力,离开热交换器10的冷却的进料流161a(图4)或进料流31a(图6)可不包含任何液体(因为其高于其露点,或因为其高于其临界凝析压力)。在此类情况下,不需要显示于图4和图6中的分离器11。
[0088]
根据本发明,进料气体的分流可以若干方式实现。在图3和图4的工艺中,进料气体的分流发生在进料气体的任何冷却之前。在此类情况下,多个热交换器中进料气体的一部分的冷却和基本冷凝在一些情形下可能是有利的,诸如图3所示的热交换器22和热交换器23或图4所示的热交换器22和热交换器12。然而,进料气体也可在冷却之后(但在分离可能已形成的任何液体之前)分流,如图5和图6所示。
[0089]
不需要将高压液体(图3和图4中的料流33)膨胀并进料至蒸馏塔上的塔中间进料点。相反,其全部或一部分可与离开图3和图4中的热交换器22的冷却的进料气体(料流162a)的部分组合。(这由图3和图4中的虚线料流35示出。)液体的任何剩余部分(图3和图4中的料流38)可通过适当的膨胀装置诸如膨胀阀16或膨胀机器膨胀,并且被进料至蒸馏塔
上的塔中间进料点(料流38a)。料流38还可在膨胀步骤之前或之后用于入口气体冷却或其他热交换服务,然后流到脱甲烷装置。
[0090]
如前所述,进料气体的一部分(料流162)和分离器蒸气的一部分(料流34)基本上被冷凝,并且所得的冷凝物用于吸收来自蒸气的有价值的c2组分、c3组分和较重组分,所述蒸气上升通过脱甲烷装置17(图4和图6)的精馏节段17b,或通过精馏塔25和塔17的精馏节段17b(图3和图5)。然而,本发明并不限于该实施方案。可能有利的是,例如,在其中其他设计考虑指示蒸气或冷凝物的部分应绕过脱甲烷装置17的精馏节段17b(图4和图6)的情况下或精馏塔25和/或塔17的精馏节段17b(图3和图5)的情况下,以这种方式仅处理这些蒸气的一部分或仅使用冷凝物的一部分作为吸收剂。
[0091]
进料气体条件、设施尺寸、可用设备或其他因素可指示消除工作膨胀机14或用另选的膨胀装置(诸如膨胀阀)进行替换是可行的。虽然在特定膨胀装置中示出了单独的料流膨胀,但在适当的情况下可采用另选的膨胀装置。例如,条件可保证分离器蒸气(图3和图5中的料流34b以及图4和图6中的料流34a)的基本上冷凝的部分或进料流(图3和图4中的料流163a和图5和图6中的料流162a)的基本上冷凝的部分的工作膨胀。
[0092]
根据本发明,可使用外部制冷来补充入口气体、分离器蒸气和/或来自其他工艺料流的再循环料流可用的冷却,尤其是在富含入口气体的情况下。用于工艺热交换的分离器液体和脱甲烷装置侧抽吸液体的使用和分配,以及用于入口气体和分离器蒸气冷却的热交换器的特定布置方式,以及用于特定热交换服务的工艺料流的选择,必须针对每个特定应用进行评估。
[0093]
还将认识到,存在于分流蒸气进料的每个分支中的进料的相对量将取决于若干因素,包括气体压力、进料气体组成、可从进料中以经济的方式提取的热量以及可用马力的量。针对塔的顶部的更多进料可增大回收率,同时减少从膨胀器回收的功率,从而增加再压缩马力需求。增加塔中较低部分的进料减少了马力消耗,但也可能减小产物回收率。塔中间进料的相对位置可取决于入口组合物或其他因素诸如期望的回收水平和入口气体冷却期间形成的液体量而变化。此外,可取决于相对温度和单个料流的量将两个或更多个进料料流或它们的部分组合,然后将组合料流进料至塔中间进料位置。
[0094]
本发明根据运转工艺所需的公用设施消耗量提供c2组分、c3组分和较重烃类组分或c3组分和较重烃类组分的改善的回收率。运转工艺所需的公用设施消耗的改善可以降低的压缩或再压缩功率要求、降低的外部制冷功率要求、降低的补充加热能量要求或它们的组合的形式呈现。
[0095]
虽然已经描述了据信是本发明的优选实施方案的内容,但本领域的技术人员将认识到,可对其进行其他和进一步的修改,例如,在不脱离以下权利要求书所限定的本发明的实质的情况下,使本发明适应各种条件、进料类型或其他要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1