一种工件除胶系统的制作方法
1.本公开涉及工业领域,尤其涉及一种工件除胶系统。
背景技术:
2.干冰清洗是将介质干冰颗粒在高压气流中加速,喷射冲击要清洗的表面。干冰颗粒的动量在冲击瞬间消失,干冰颗粒与清洗物表面间迅速发生热交换。其独特之处在于干冰颗粒在冲击瞬间气化,相较于传统清洗方式具备无二次污染、保护镀膜、速度快、环保、安全等优势,极大的降低人工成本,满足安全生产的要求。
3.现阶段,在对工件进行生产中,工件会在生产的过程中接触到的黏性大、胶质硬胶体难以清除,需耗费大量的人工。
技术实现要素:
4.为了解决上述技术问题中的至少一个,本公开提供了一种工件除胶系统。
5.根据本公开的一种工件除胶系统,包括上下料工位、除胶工位、移件工位和控制系统,所述除胶工位、所述上下料工位和所述移件工位均与所述控制系统通信连接;
6.待清洗的工件和已清洗的工件均放置在所述上下料工位内,正在进行清洗的工件放置在所述除胶工位内,所述移件工位固定设置在所述上下料工位和所述除胶工位之间,且所述移件工位的移件端可在所述上下料工位和所述除胶工位之间移动;
7.所述除胶工位包括箱体、干冰清洗组件、固定组件和夹持组件,所述固定组件和所述夹持组件均固定设置在所述箱体内,所述夹持组件通过所述固定组件与所述箱体固定连接;
8.所述干冰清洗组件包括清洗机构、干冰存储机构和干冰输送机构,所述清洗机构设置在所述箱体内,且通过所述固定组件固定在所述夹持组件的上方,所述干冰存储机构设置在所述箱体外,所述清洗机构通过所述干冰输送机构与所述干冰存储机构连通。
9.具体地,所述固定组件包括固定板和n型固定架,所述固定板水平设置在所述箱体内,且与所述箱体固定连接,所述n型固定架的两个竖杆与所述固定板垂直固定连接。
10.具体地,所述夹持组件包括转台、x轴移动组件和夹持卡爪,所述x轴移动组件固定设置在所述固定板上,所述夹持卡爪通过所述转台与所述x轴移动组件的移动端固定连接,所述x轴移动组件与所述n型固定架的横杆垂直设置。
11.优选地,所述夹持组件的数量至少为两个,多个所述夹持组件均平行设置,且均固定在所述固定板上,并位于所述n型固定架的横杆的下方。
12.具体地,所述清洗机构包括干冰喷嘴、水平滑轨和水平气缸,所述水平滑轨与所述n型固定架的横杆固定连接,所述干冰喷嘴竖直设置且所述干冰喷嘴的上端与所述水平滑轨可滑动连接,所述水平气缸的与所述n型固定架的横杆固定连接且与所述水平滑轨平行设置,所述水平气缸的伸缩端与所述干冰喷嘴的上端固定连接。
13.优选地,所述干冰存储机构为干冰机,所述干冰输送机构为气管,所述移件工位为
协作型机械臂,所述协作型机械臂的移件端为自适应工件尺寸的前端夹爪。
14.进一步,所述夹持组件还包括用于检测工件是否存在的工件有无检测传感器。
15.根据本公开的一种工件除胶系统,其结合了干冰清洗设备和协作型机械臂,并通过控制系统的控制全自动地完成对工件表面胶体的清除工作,环境要求简单、成本低、可靠性高、安全等特点,能够自适应多尺寸工件,最大限度保护镀膜的前提下,保障洁净度,降低人工成本,是一个能够实现多种工件表面精细除胶工作的系统。
附图说明
16.附图示出了本公开的示例性实施方式,并与其说明一起用于解释本公开的原理,其中包括了这些附图以提供对本公开的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
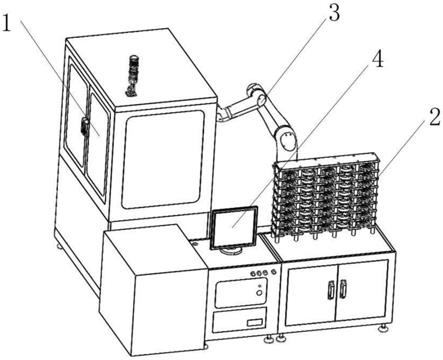
17.图1是根据本公开所述的一种工件除胶系统的结构示意图。
18.图2是根据本公开所述除胶工位的结构示意图。
19.附图标记:1
‑
除胶工位,2
‑
上下料工位,3
‑
移件工位,4
‑
控制系统,5
‑
固定板,6
‑
转台,7
‑
n型固定架,8
‑
水平滑轨,9
‑
干冰喷嘴,10
‑
x轴移动组件,11
‑
夹持卡爪,12
‑
工件。
具体实施方式
20.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
21.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开。
22.如图1和图2所示,本公开描述的一种工件除胶系统,包括上下料工位2、除胶工位1、移件工位3和控制系统4,除胶工位1、上下料工位2和移件工位3均与控制系统4通信连接;
23.待清洗的工件和已清洗的工件均放置在上下料工位2内,正在进行清洗的工件12放置在除胶工位1内;上下料工位2包含控制系统4的操作台、各种启动控制按钮、显示装置、传感器等。其主要包括用于放置待清洗和已清洗工件的货架,该货架分为5列x8层共计40个货格,每个货格可同时容纳多种型号工件。
24.移件工位3固定设置在上下料工位2和除胶工位1之间,且移件工位3的移件端可在上下料工位2和除胶工位1之间移动,移件工位3为协作型机械臂,协作型机械臂的移件端为自适应工件尺寸的前端夹爪。
25.在工作时,通过控制前端夹爪使协作型机械臂将待清洗的工件从上下料工位2移动至除胶工位1内,将已清洗的工件从除胶工位1移动至上下料工位2内。
26.除胶工位1包括箱体、干冰清洗组件、固定组件和夹持组件,固定组件和夹持组件均固定设置在箱体内,夹持组件通过固定组件与箱体固定连接,夹持组件用于固定机械臂移动至除胶工位1内的工件12。
27.干冰清洗组件包括清洗机构、干冰存储机构和干冰输送机构,清洗机构设置在箱体内,且通过固定组件固定在夹持组件的上方,干冰存储机构设置在箱体外,清洗机构通过干冰输送机构与干冰存储机构连通,干冰存储机构为干冰机,干冰输送机构为气管。
28.清洗机构包括干冰喷嘴9、水平滑轨8和水平气缸,水平滑轨8与n型固定架7的横杆固定连接,干冰喷嘴9竖直设置且干冰喷嘴9的上端与水平滑轨8可滑动连接,水平气缸的与n型固定架7的横杆固定连接且与水平滑轨8平行设置,水平气缸的伸缩端与干冰喷嘴9的上端固定连接。
29.干冰清洗的清洗方式是将介质干冰颗粒在高压气流中加速,喷射冲击要清洗的表面。干冰颗粒的动量在冲击瞬间消失,干冰颗粒与清洗物表面间迅速发生热交换。其独特之处在于干冰颗粒在冲击瞬间气化,相较于传统清洗方式具备无二次污染、保护镀膜、速度快、环保、安全等优势,极大的降低人工成本,满足安全生产的要求。
30.通过干冰机制造干冰颗粒,并通过干冰输送机构将干冰颗粒输送至干冰喷嘴9内,通过干冰喷嘴9喷射而出。
31.夹持组件的数量至少为两个,多个夹持组件均平行设置,且均固定在固定板5上,并位于n型固定架7的横杆的下方。
32.夹持组件的数量为多个,则可以实现流水线式的工作,例如:
33.第二个夹持组件上的工件12正在进行干冰清洗;
34.第一个夹持组件上的工件12已经完成了干冰清洗,正在进行仪表风吹扫;
35.第三个夹持组件上的工件12正在进行安装。
36.则通过水平气缸推动干冰喷嘴9在水平滑轨8上滑动,可以实现在需要对某个夹持组件进行干冰清洗时,干冰喷嘴9可以移动至对应的位置,便于进行较好的清洗。
37.固定组件包括固定板5和n型固定架7,固定板5水平设置在箱体内,且与箱体固定连接,n型固定架7的两个竖杆与固定板5垂直固定连接。
38.夹持组件包括转台6、x轴移动组件10和夹持卡爪11,x轴移动组件10固定设置在固定板5上,夹持卡爪11通过转台6与x轴移动组件10的移动端固定连接,x轴移动组件10与n型固定架7的横杆垂直设置,夹持组件还包括用于检测工件12是否存在的工件有无检测传感器。
39.当工件有无检测传感器检测到有工件12时,夹持组件夹持住工件12,水平气缸带动干冰喷嘴9就位,启动干冰机,同时转台6带着工件12旋转,当旋转固定圈数/时间后,x轴移动组件10向指定方向行进设定的距离,确保整个工件12表面都能清洗到,完成预定的清洗圈数/时间,干冰机停止作业,启动仪表风对工件12表面进行吹扫,去除工件12表面的碎屑和水气。停止仪表风吹扫,停止转台6旋转,水平气缸带动干冰机喷嘴向另外工件12夹持机构运行,机械臂进入除胶工位1对工件12进行翻面操作。
40.x轴移动组件10可以为x轴电机和滚珠丝杠的组合,以及其余的可轴向移动的机械组合。
41.结合上述除胶装置,对除胶方法的一个实施例进行描述:
42.根据上下料工位2的结构,确定上下料工位2的各个货格的坐标,并将其存储至控制系统4;
43.上下料工位2包含控制系统4的操作台、各种启动控制按钮、显示装置、传感器等。其主要包括用于放置待清洗和已清洗工件的货架,该货架分为5列x8层共计40个货格,每个货格可同时容纳多种型号工件12,并且每个货格具有其独立的坐标,并将各个货格的坐标存储在控制系统4内。
44.通过控制系统4选择需要清洗的工件类型、数量、起始位置;
45.控制系统4是基于人机交互界面,并且实现对其他三个工位的控制和数据存储。
46.下面提供一个控制系统4的实施例:
47.打开控制系统4的系统软件并进入登陆界面,该界面用于确保信息安全与人员安全而设计,确保具有权限的用户登陆和操作系统。输入用户名和密码可进入控制系统4主界面。
48.用户可在启动系统前自定义起始任务位置、清洗工件数量和工件种类。点击启动按钮后,控制系统4发送工件位置坐标至机械臂,开始工件12清洗工作。任务完成情况实时显示,已完成清洗为绿色,未开始清洗为黄色,正在清洗为红色。历史查询按钮可通过自动生成的工作流水号对历史完成情况进行查询,查询结果显示在任务完成情况处。且支持未完成历史任务继续完成功能,且具备暂停、停止操作以及碰撞异常处理。
49.启动除胶系统,控制系统4将坐标信息发送至机械臂,机械臂的前端夹爪对工件进行抓取;
50.机械臂抓取控制系统4指定位置的工件,前端夹爪自适应工件尺寸,并反馈是否抓取到工件。若未抓取到工件,控制系统4发送下一个工件的位置信息,机械臂重新进行上述操作;若抓取到工件12,机械臂到达上下料准备位。
51.机械臂抓取工件后,将工件12移动至除胶工位1,并通过除胶工位1的夹持组件固定;
52.工件12移动至除胶工位1后,将工件12放至夹持组件,通过夹持组件对其固定,并可以通过工件有无检测传感器检测是否准确的对工件12进行了夹持。
53.夹持组件包括转台6、x轴移动组件10和夹持卡爪11,x轴移动组件10固定设置在固定板5上,夹持卡爪11通过转台6与x轴移动组件10的移动端固定连接,x轴移动组件10与n型固定架7的横杆垂直设置。
54.通过夹持卡爪11对工件12进行固定,并且通过转台6实现工件12的旋转,通过x轴移动组件10实现工件12在x轴上的移动,x轴移动组件10可以为x轴电机和滚珠丝杠的组合,以及其余的可轴向移动的机械组合。
55.控制清洗机构使干冰喷嘴9就位;
56.清洗机构包括干冰喷嘴9、水平滑轨8和水平气缸,水平滑轨8与n型固定架7的横杆固定连接,干冰喷嘴9竖直设置且干冰喷嘴9的上端与水平滑轨8可滑动连接,水平气缸的与n型固定架7的横杆固定连接且与水平滑轨8平行设置,水平气缸的伸缩端与干冰喷嘴9的上端固定连接。
57.通过水平气缸推动干冰喷嘴9在水平滑轨8上滑动,可以实现在机械臂安装工件12时,将干冰喷嘴9从夹持组件的上方移走,并需要对夹持组件上的工件12进行干冰清洗时,干冰喷嘴9可以移动至对应的位置,便于进行较好的清洗。
58.同时启动干冰机和转台6,使转台6的旋转固定圈数/时间,对工件12的这一面进行了充分的清洗后,控制x轴移动组件10工作,并使转台6向指定方向移动设定的距离,继续完成预定的旋转圈数/时间,确保对整个工件12表面进行了清洗后,干冰机停止工作,启动仪表风对工件12表面进行吹扫,去除工件12表面的碎屑和水气,吹扫完成后停止仪表风吹扫,停止转台6旋转。
59.此时完成了一面的清洗,然后通过控制水平气缸移走干冰喷嘴9,通过机械臂对工件12进行翻面,然后再重复上述不走进行第二面的清洗;
60.重复步骤上述步骤完成对工件12所有表面的清洗,然后控制系统4控制机械臂抓取工件12,按照上下料工位2至除胶工位1的逆方向轨迹将工件12放入上下料工位2原位。
61.在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
62.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
63.本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1