一种适用于垃圾分类回收用分离装置的制作方法
1.本发明涉及垃圾分类领域,尤其涉及一种适用于垃圾分类回收用分离装置。
背景技术:
2.烟头是香烟抽完后剩下的烟蒂,烟头上的过滤嘴可以回收利用,过滤嘴的材料是醋酸纤维,醋酸纤维经过回收加工后可以用于制造纺织品、烟用滤嘴、塑料制品等,然而大部分烟头上的烟草并不会消耗完,被丢弃的烟头不单只剩下过滤嘴,烟头上还会剩余部分未消耗完的烟体,因此在回收烟头时需要将烟头上的烟体和过滤嘴分离。
3.现有的烟头分离装置在分离烟体与过滤嘴时,部分变形的过滤嘴会和烟体一同被带出,导致部分变形的过滤嘴混合到烟体收集装置中,然而变形的过滤嘴和未变形的过滤嘴有一样的回收价值,现有的分离装置在将烟体与过滤嘴分离后,为了不浪费混入烟体中部分变形的过滤嘴,还需要人工挑出混入烟体中部分变形的过滤嘴,增加了一道处理工序,造成了不必要的麻烦。
4.如何设计一种可以防止部分过滤嘴混合到烟体中、能够将烟头上的过滤嘴和烟体平整地分离、便于将过滤嘴和烟体分开收集的适用于垃圾分类回收用分离装置,成为目前要解决的问题。
技术实现要素:
5.有鉴于此,本发明提出一种适用于垃圾分类回收用分离装置,包括有支撑架、竖直支撑板、开槽导向板、斜向导料斗、烟头平整下落部件、平整收集部件、方位调整部件和平直分离部件,支撑架下部后侧固接有两个竖直支撑板,竖直支撑板呈对称设置,竖直支撑板下部固接有开槽导向板,支撑架和开槽导向板上部之间共同固接有斜向导料斗,支撑架上设置有烟头平整下落部件且与斜向导料斗活动式连接,竖直支撑板上设有平整收集部件,开槽导向板上设有方位调整部件且与支撑架连接,开槽导向板上设有平直分离部件。
6.作为本发明的一种优选技术方案,烟头平整下落部件包括有锥形落料斗、复位弹簧一、推动杆、竖板、六面槽杆、内导槽圆盘、斜面活动杆架、导向拉动板、拉伸弹簧一和六面杆架,支撑架上部滑动式连接有锥形落料斗,锥形落料斗与斜向导料斗活动式连接,锥形落料斗内下部开有多个平直孔,平直孔呈线性分布,锥形落料斗与斜向导料斗相通,锥形落料斗与支撑架之间连接有两根复位弹簧一,锥形落料斗下部前侧固接有推动杆,支撑架顶部固接有竖板,竖板上部转动式连接有六面槽杆,六面槽杆后端固接有内导槽圆盘,内导槽圆盘后侧开有滑槽,内导槽圆盘与推动杆滑动式连接,竖板下部滑动式连接有斜面活动杆架,斜面活动杆架前侧固接有导向拉动板,导向拉动板与竖板之间连接有拉伸弹簧一,导向拉动板上部转动式连接有六面杆架,六面杆架与六面槽杆滑动式连接。
7.作为本发明的一种优选技术方案,平整收集部件包括有收料斗、扭力弹簧和摆动杆架,竖直支撑板上部之间共同转动式连接有摆动杆架,摆动杆架上固接有收料斗,摆动杆架与竖直支撑板之间连接有扭力弹簧。
8.作为本发明的一种优选技术方案,方位调整部件包括有凸轮盘、从动盘、复合斜面推动板架、压缩弹簧一、电动推杆、推动条和l型支撑板,开槽导向板下部内侧转动式连接有凸轮盘,凸轮盘外侧固接有从动盘,凸轮盘内侧设有推动条,支撑架下部前侧设有两块l型支撑板,l型支撑板呈对称设置,l型支撑板上滑动式连接有复合斜面推动板架,复合斜面推动板架与从动盘滑动式配合,复合斜面推动板架与l型支撑板之间连接有两根压缩弹簧一,支撑架下部外侧固接有两个电动推杆,电动推杆的伸缩轴与复合斜面推动板架接触,同时电动推杆的伸缩轴与斜面活动杆架接触。
9.作为本发明的一种优选技术方案,平直分离部件包括有活动板、切割刀片、限位板、缓冲弹簧和拉伸弹簧二,开槽导向板上部之间共同滑动式连接有活动板,活动板底部固接有切割刀片,活动板上滑动式连接有限位板,限位板与活动板之间连接有两根缓冲弹簧,限位板与切割刀片接触,切割刀片位于限位板前方,活动板与开槽导向板之间连接有拉伸弹簧二。
10.作为本发明的一种优选技术方案,还包括有下压驱动部件,下压驱动部件设于支撑架上且与l型支撑板连接,下压驱动部件包括有l型支杆、旋转轴、超越离合器、从动齿轮、开槽摆杆、单齿斜面推板架和压缩弹簧三,支撑架上部固接有两根l型支杆,l型支杆之间共同转动式连接有旋转轴,旋转轴上设有超越离合器,超越离合器上固接有从动齿轮,l型支杆的左端和右端都转动式连接有开槽摆杆,开槽摆杆与活动板活动式配合,l型支撑板之间共同滑动式连接有单齿斜面推板架,单齿斜面推板架会与从动齿轮接触,单齿斜面推板架与l型支撑板之间连接有两根压缩弹簧三。
11.作为本发明的一种优选技术方案,还包括有辅助支撑部件,辅助支撑部件设于支撑架上,辅助支撑部件包括有固定杆、斜槽导向板、斜支撑板和复位弹簧二,支撑架下部外侧固接有两根固定杆,支撑架下部后侧固接有两块斜槽导向板,斜槽导向板之间共同滑动式连接有斜支撑板,斜支撑板与收料斗接触,同时斜支撑板与凸轮盘接触,斜支撑板与斜槽导向板之间连接有复位弹簧二。
12.本发明的有益效果:
13.1、通过内导槽圆盘和推动杆及其上装置的配合,推动杆及其上装置会以不同的幅度抖动,可以改变锥形落料斗及其上装置的抖动力度,且不会消耗过多的电能,能够确保有足够的抖动力度使锥形落料斗内的烟头通过平直孔平整地下落,便于将烟头平整地堆积到收料斗上。
14.2、由于收料斗内底部的宽度刚好等于烟头上过滤嘴的长度,烟头在收料斗宽度以内的部分为过滤嘴,烟头超出收料斗宽度的部分为烟体,以区分烟头的过滤嘴和烟体,便于切割刀片精准地切除烟头上的烟体,避免出现烟头上的烟体未被完全切除的现象,便于该装置将烟头上的过滤嘴和烟体平整地分离。
15.3、通过限位板先将收料斗上的烟头压紧固定,防止在切割时烟头被挤出掉落,从而避免了切割后分离出的过滤嘴和烟体一同掉落,进而可以防止部分过滤嘴混合到烟体中,方便后续处理过滤嘴和烟体,省去了二次分离过滤嘴和烟体的工序。
16.4、被切割刀片切下的烟体可以直接落到烟体收集框内收集,留在收料斗上的过滤嘴会被倒入过滤嘴收集框内收集,便于将烟体和过滤嘴分开收集,进一步地防止了部分过滤嘴混合到烟体中。
附图说明
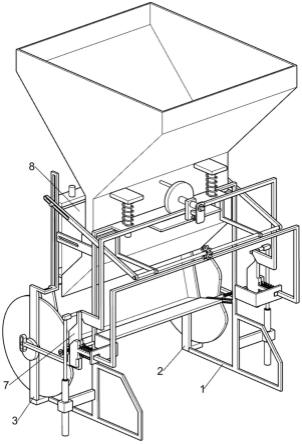
17.图1为本发明的第一种立体结构示意图。
18.图2为本发明的第二种立体结构示意图。
19.图3为本发明烟头平整下落部件的部分立体结构示意图。
20.图4为本发明烟头平整下落部件的部分剖视立体结构示意图。
21.图5为本发明a的放大立体结构示意图。
22.图6为本发明b的放大立体结构示意图。
23.图7为本发明平直分离部件的立体结构示意图。
24.图8为本发明下压驱动部件的立体结构示意图。
25.图9为本发明辅助支撑部件的立体结构示意图。
26.图中标记为:1-支撑架,2-竖直支撑板,3-开槽导向板,4-斜向导料斗,5-烟头平整下落部件,51-锥形落料斗,52-平直孔,53-复位弹簧一,54-推动杆,55-竖板,56-六面槽杆,561-内导槽圆盘,57-斜面活动杆架,58-导向拉动板,59-拉伸弹簧一,510-六面杆架,6-平整收集部件,61-收料斗,62-扭力弹簧,63-摆动杆架,7-方位调整部件,71-凸轮盘,72-从动盘,73-复合斜面推动板架,74-压缩弹簧一,75-电动推杆,76-推动条,77-l型支撑板,8-平直分离部件,81-活动板,82-切割刀片,83-限位板,84-缓冲弹簧,85-拉伸弹簧二,9-下压驱动部件,91-l型支杆,92-旋转轴,93-超越离合器,94-从动齿轮,95-开槽摆杆,96-单齿斜面推板架,97-压缩弹簧三,10-辅助支撑部件,101-固定杆,102-斜槽导向板,103-斜支撑板,104-复位弹簧二。
具体实施方式
27.本发明中使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接、粘贴等常规手段,在此不再详述。
28.实施例1
29.一种适用于垃圾分类回收用分离装置,如图1、图2、图3、图4、图5、图6和图7所示,包括有支撑架1、竖直支撑板2、开槽导向板3、斜向导料斗4、烟头平整下落部件5、平整收集部件6、方位调整部件7和平直分离部件8,支撑架1下部后侧固接有两个竖直支撑板2,竖直支撑板2呈对称设置,竖直支撑板2下部固接有开槽导向板3,支撑架1和开槽导向板3上部之间共同固接有斜向导料斗4,支撑架1上设置有烟头平整下落部件5且与斜向导料斗4活动式连接,烟头平整下落部件5用于使烟头平整下落,竖直支撑板2上设有平整收集部件6,平整收集部件6用于使烟头平整地堆积,开槽导向板3上设有方位调整部件7且与支撑架1连接,开槽导向板3上设有平直分离部件8,平直分离部件8用于将烟头平整地分离。
30.烟头平整下落部件5包括有锥形落料斗51、复位弹簧一53、推动杆54、竖板55、六面槽杆56、内导槽圆盘561、斜面活动杆架57、导向拉动板58、拉伸弹簧一59和六面杆架510,支撑架1上部滑动式连接有锥形落料斗51,锥形落料斗51内装有待处理的烟头,锥形落料斗51与斜向导料斗4活动式连接,锥形落料斗51内下部开有多个平直孔52,平直孔52呈线性分布,锥形落料斗51内的烟头可以通过平直孔52下落,锥形落料斗51与斜向导料斗4相通,锥形落料斗51与支撑架1之间连接有两根用于复位的复位弹簧一53,锥形落料斗51下部前侧
固接有推动杆54,支撑架1顶部固接有竖板55,竖板55上部转动式连接有六面槽杆56,六面槽杆56后端固接有内导槽圆盘561,内导槽圆盘561后侧开有滑槽,内导槽圆盘561上滑槽的弧度不一致,内导槽圆盘561与推动杆54滑动式连接,竖板55下部滑动式连接有斜面活动杆架57,斜面活动杆架57前侧固接有导向拉动板58,导向拉动板58与竖板55之间连接有拉伸弹簧一59,拉伸弹簧一59处于被拉伸的状态,导向拉动板58上部转动式连接有六面杆架510,六面杆架510套接在外部电机输出轴上,六面杆架510与六面槽杆56滑动式连接。
31.平整收集部件6包括有收料斗61、扭力弹簧62和摆动杆架63,竖直支撑板2上部之间共同转动式连接有摆动杆架63,摆动杆架63上固接有收料斗61,收料斗61用于收集待处理的烟头,烟头会整齐地堆积在收料斗61上,摆动杆架63与竖直支撑板2之间连接有用于复位的扭力弹簧62。
32.方位调整部件7包括有凸轮盘71、从动盘72、复合斜面推动板架73、压缩弹簧一74、电动推杆75、推动条76和l型支撑板77,开槽导向板3下部内侧转动式连接有凸轮盘71,凸轮盘71外侧通过焊接的方式连接有从动盘72,凸轮盘71内侧设有推动条76,推动条76会推动摆动杆架63转动,支撑架1下部前侧通过焊接的方式连接有两块l型支撑板77,l型支撑板77呈对称设置,l型支撑板77上滑动式连接有复合斜面推动板架73,复合斜面推动板架73与从动盘72滑动式配合,复合斜面推动板架73与l型支撑板77之间连接有两根用于复位的压缩弹簧一74,支撑架1下部外侧固接有两个电动推杆75,电动推杆75的伸缩轴与复合斜面推动板架73接触,同时电动推杆75的伸缩轴与斜面活动杆架57接触,电动推杆75的伸缩轴用于将斜面活动杆架57抵住。
33.平直分离部件8包括有活动板81、切割刀片82、限位板83、缓冲弹簧84和拉伸弹簧二85,开槽导向板3上部之间共同滑动式连接有活动板81,活动板81底部固定焊接有切割刀片82,切割刀片82用于对收料斗61上整齐堆积的烟头进行切割,活动板81上滑动式连接有限位板83,限位板83与活动板81之间连接有两根缓冲弹簧84,限位板83与切割刀片82接触,切割刀片82位于限位板83前方,活动板81与开槽导向板3之间连接有用于复位的拉伸弹簧二85。
34.六面杆架510套接在外部电机输出轴上,当需要将烟头上的烟体和过滤嘴分离时,通过其它设备将待处理的烟头倒入锥形落料斗51内,接着外部电机会带动六面杆架510及其上装置转动,通过内导槽圆盘561和推动杆54及其上装置的配合,推动杆54及其上装置会抖动,且由于内导槽圆盘561上滑槽的弧度不一致,推动杆54及其上装置抖动的幅度会发生改变,使得锥形落料斗51及其上装置的抖动力度发生改变,锥形落料斗51内烟头的受力会发生变化,防止锥形落料斗51及其上装置长时间保持同样的抖动力度而导致烟头不易通过平直孔52下落,便于锥形落料斗51内的烟头可以平整地下落,保证了锥形落料斗51及其上装置有足够的抖动幅度,同时不需要消耗外部电机过多的电能进行驱动,有利于节能。
35.锥形落料斗51内的烟头会通过平直孔52平整地下落到斜向导料斗4内,再通过斜向导料斗4的导向作用平整地落到收料斗61上,收料斗61内底部的宽度刚好等于烟头上过滤嘴的长度,烟头上的过滤嘴会位于收料斗61上,烟头超出收料斗61的部分为烟体,如此往复,收料斗61上会堆积较多的烟头,当收料斗61上的烟头堆积到足够的高度时,工作人员手动控制电动推杆75收缩,电动推杆75的伸缩轴会与斜面活动杆架57分离,使得电动推杆75的伸缩轴不再限制斜面活动杆架57,被拉伸的拉伸弹簧一59随之会复原并带动导向拉动板
58及其上装置向后运动,使得六面杆架510与外部电机的输出轴分离,此时六面杆架510及其上装置的动力会被切断,六面杆架510及其上装置停止转动,锥形落料斗51及其上装置停止抖动,锥形落料斗51内的烟头会停止向下落;接着电动推杆75的伸缩轴会与复合斜面推动板架73接触,电动推杆75的伸缩轴会推动复合斜面推动板架73向前运动,压缩弹簧一74随之会被压缩,复合斜面推动板架73向前运动会带动从动盘72及其上装置转动90
°
,推动条76会推动摆动杆架63及其上装置转动15
°
,扭力弹簧62随之会被压缩,由于收料斗61及其上装置初始状态呈15
°
倾斜,收料斗61及其上装置转动15
°
后会处于摆正的状态,此时收料斗61上的烟头整齐堆放,便于后续将收料斗61上烟头中的过滤嘴和烟体分离。
36.然后工作人员手动按压活动板81及其上装置向下运动,拉伸弹簧二85随之会被拉伸,限位板83会先与收料斗61上的烟头接触,收料斗61上的烟头会被限位板83挤压,使得收料斗61上的烟头被压紧固定,防止后续在切割烟头时烟头被挤出到收料斗61以外,确保切割后分离出的过滤嘴可以留在收料斗61上,避免了切割后分离出的过滤嘴和烟体一同掉落,当限位板83挤压收料斗61上的烟头时,工作人员继续向下按压活动板81,切割刀片82会向下运动将收料斗61上的烟头切割,缓冲弹簧84随之会被压缩,切割后烟头上的烟体会与过滤嘴分离,过滤嘴会留在收料斗61上,烟体则会落到收料斗61下方的烟体收集框内;再然后工作人员松开活动板81,活动板81及其上装置随之会反向复位,随后外部设备会将烟体收集框移开,外部设备会将过滤嘴收集框移到收料斗61下方,电动推杆75会继续收缩,电动推杆75的伸缩轴会推动复合斜面推动板架73继续向前运动,复合斜面推动板架73会带动从动盘72及其上装置继续转动90
°
,推动条76会推动摆动杆架63及其上装置继续转动15
°
,此时收料斗61及其上装置处于倾斜的状态,收料斗61上的过滤嘴随之会落到过滤嘴收集框内;通过上述操作,可以将烟头排列整齐后平整地将其切割,便于将烟头上的过滤嘴和烟体平整地分离,同时便于将分离后的过滤嘴和烟体分开收集,防止部分过滤嘴混合到烟体中。
37.当处理完收料斗61上堆积的烟头时,工作人员手动控制电动推杆75伸长复位,上述操作会反向复位,六面杆架510会重新套入外部电机的输出轴内,外部电机的输出轴会带动六面杆架510及其上装置继续转动,重复上述操作,便于该装置处理锥形落料斗51内剩余的烟头。
38.实施例2
39.在实施例1的基础之上,如图8所示,还包括有下压驱动部件9,下压驱动部件9设于支撑架1上且与l型支撑板77连接,下压驱动部件9包括有l型支杆91、旋转轴92、超越离合器93、从动齿轮94、开槽摆杆95、单齿斜面推板架96和压缩弹簧三97,支撑架1上部固定焊接有两根l型支杆91,l型支杆91之间共同转动式连接有旋转轴92,旋转轴92上设有超越离合器93,超越离合器93上通过焊接的方式连接有从动齿轮94,l型支杆91的左端和右端都转动式连接有开槽摆杆95,开槽摆杆95与活动板81活动式配合,开槽摆杆95起传动的作用,l型支撑板77之间共同滑动式连接有单齿斜面推板架96,单齿斜面推板架96会与从动齿轮94接触,单齿斜面推板架96会带动从动齿轮94转动,单齿斜面推板架96与l型支撑板77之间连接有两根用于复位的压缩弹簧三97。
40.当收料斗61及其上装置摆正时,电动推杆75继续收缩会使其上的伸缩轴推动单齿斜面推板架96向前运动,压缩弹簧三97随之会被压缩,单齿斜面推板架96向前运动会带动从动齿轮94及其上装置转动九分之一圈,由于开槽摆杆95的传动作用,活动板81及其上装
置会向下运动,便于切割刀片82对烟头进行切割,代替人手动按压活动板81及其上装置向下运动,实现了能够自动地切割烟头的功能。随后单齿斜面推板架96会与从动齿轮94分离,拉伸弹簧二85随之会复位并带动活动板81及其上装置向上复位。当电动推杆75伸长复位时,电动推杆75的伸缩轴不再推动单齿斜面推板架96,压缩弹簧三97随之会复位并带动单齿斜面推板架96及其上装置向后复位,单齿斜面推板架96会带动从动齿轮94反向转动,由于超越离合器93的作用,旋转轴92及其上装置不会转动。
41.实施例3
42.在实施例2的基础之上,如图9所示,还包括有辅助支撑部件10,辅助支撑部件10设于支撑架1上,辅助支撑部件10用于辅助支撑下落到收料斗61上的烟头,辅助支撑部件10包括有固定杆101、斜槽导向板102、斜支撑板103和复位弹簧二104,支撑架1下部外侧通过焊接的方式连接有两根固定杆101,支撑架1下部后侧固接有两块斜槽导向板102,斜槽导向板102之间共同滑动式连接有斜支撑板103,斜支撑板103与收料斗61接触,同时斜支撑板103与凸轮盘71接触,斜支撑板103用于辅助支撑下落到收料斗61上的烟头,斜支撑板103与斜槽导向板102之间连接有用于复位的复位弹簧二104。
43.在凸轮盘71及其上装置转动的过程中,凸轮盘71会先推动斜支撑板103沿着斜槽导向板102运动,复位弹簧二104随之会被压缩,使得斜支撑板103被收起,随后推动条76会推动收料斗61及其上装置摆正,防止斜支撑板103挡住收料斗61上的烟头,便于切割刀片82对收料斗61上的烟头进行切割,当凸轮盘71及其上装置复位时,复位弹簧二104随之会复位并带动斜支撑板103及其上装置复位,便于辅助支撑下落到收料斗61上的烟头,避免烟体过长的烟头在堆积时由于外力或自身重力作用掉落,防止未分离的烟体过长的烟头掉落。
44.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1