一种炒锅及其制作方法与流程
1.本发明属于炊具领域,具体地涉及一种炒锅及其制作方法。
背景技术:
2.随着人们对炒锅轻量化的需求越来越高,现有炒锅都是在铝基材上喷涂一层氧化铝钛涂层,再喷涂一层特制的特氟龙涂层。由于铝电位比较低,在进行氧化铝钛涂层喷涂时,由于氧化铝钛是导电的,其与铝基材之间存在电势差(1.5v左右),容易出现打火现象,引起电腐蚀,造成氧化铝钛涂层脱落。同时由于氧化铝钛涂层(at40)的孔隙率较大(10%以上),因此需要特制的特氟龙作为封孔剂喷涂在氧化铝钛涂层上,以避免油烟透过氧化铝钛涂层腐蚀铝基材,进而使氧化铝钛涂层脱落,影响使用寿命。而特制的特氟龙属于秘方,只有个别企业可以生产,造成市场垄断和成本高。
技术实现要素:
3.本发明旨在提供一种炒锅及其制作方法,以解决上述问题。为此,本发明采用的具体技术方案如下:
4.根据本发明的一方面,提供了一种炒锅,所述炒锅包括锅体,所述锅体包括铝基层、钛涂层、氧化钛涂层和特氟龙涂层,所述钛涂层冷喷涂在所述铝基层的内表面上,所述氧化钛涂层喷涂在所述钛涂层上,所述特氟龙涂层涂覆在所述氧化钛涂层上。
5.进一步地,所述铝基层的外表面通过阳极氧化形成一层氧化膜。
6.进一步地,所述钛涂层的厚度为0.1
‑
0.2mm,所述氧化钛涂层涂层的厚度为0.1
‑
0.2mm,以及所述特氟龙涂层为0.1mm。
7.进一步地,所述氧化钛涂层采用等离子喷涂工艺形成。
8.根据本发明的另一方面,提供了一种炒锅制作方法,其可包括以下步骤:
9.用铝材制成炒锅的坯体;
10.采用等离子喷涂工艺在所述坯体的内表面上涂覆一层钛涂层;
11.采用等离子喷涂工艺在所述钛涂层上涂覆一层氧化钛涂层;
12.在所述氧化钛涂层上涂覆一层特氟龙涂层,得到炒锅的锅体。
13.进一步地,方法还可包括步骤:通过阳极氧化在所述铝基层的外表面上形成一层氧化膜。
14.进一步地,所述钛涂层的厚度为0.1
‑
0.2mm,所述氧化钛涂层涂层的厚度为0.1
‑
0.2mm,以及所述特氟龙涂层为0.1mm。
15.进一步地,所述特氟龙涂层通过将特氟龙分散液用高压空气雾化并喷涂形成。
16.进一步地,方法还可包括步骤:制作把手并将所述把手固定安装在所述锅体上。
17.进一步地,所述坯体采用铸造或锻造方式制成。
18.本发明采用上述技术方案,具有的有益效果是:通过先在铝基层上冷喷涂一层钛涂层,由于钛涂层与铝基层结合力强,孔隙率小(一般在3%以下),使得油烟不会腐蚀铝基
层而引起涂层脱落,因此可以使用普通特氟龙作为不粘涂层,大大降低了成本。
附图说明
19.为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
20.图1是本发明的炒锅的立体示意图;
21.图2是图1所示的炒锅的锅体的截面示意图;
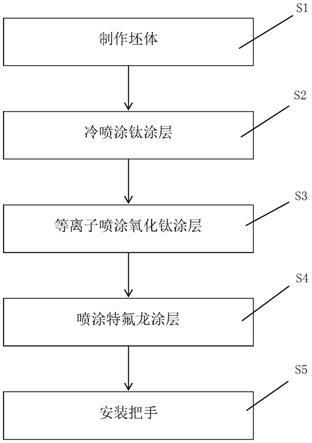
22.图3是本发明的炒锅制作方法的流程图。
具体实施方式
23.现结合附图和具体实施方式对本发明进一步说明。
24.如图1和2所示,本发明的炒锅可包括锅体1和安装在锅体1上的把手2,其中,锅体1可包括铝基层11、钛涂层12、氧化钛涂层13和特氟龙涂层14。铝基层11可以由铝或铝合金铸造或锻造而成。钛涂层12采用冷喷涂工艺喷涂在铝基层11的内表面上,氧化钛涂层13采用等离子喷涂工艺喷涂在钛涂层12上。特氟龙涂层14涂覆在氧化钛涂层13。本发明通过先在铝基层11上冷喷涂一层钛涂层12,由于钛涂层12与铝基层11结合力强,孔隙率小(一般在3%以下),使得油烟不会腐蚀铝基层11而引起涂层脱落,因此可以使用普通特氟龙作为不粘涂层,大大降低了成本。
25.优选地,铝基层11的外表面通过阳极氧化形成一层氧化膜,一般厚5
‑
20微米。
26.铝基层11、钛涂层12、氧化钛涂层13和特氟龙涂层14的厚度一般是递减的,并且铝基层11的厚度比其它涂层的厚度大得多,例如其它涂层的厚度一般都小于铝基层11的厚度的1/5。在一个具体实施例中,铝基层11的厚度为1mm,钛涂层12的厚度为0.1
‑
0.2mm,氧化钛涂层13的厚度为0.1
‑
0.2mm,以及特氟龙涂层14为0.1mm。
27.钛涂层12所使用的钛粉末的粒径可以在10
‑
45微米,优选地,20微米左右。氧化钛涂层13所使用的氧化钛粉末的粒径可以在10
‑
45微米,优选地,25微米左右。
28.把手2可以通过焊接、螺钉或铆钉等方式固定安装在锅体1上。优选地,把手2的末端可设有挂孔21,以方便摆放。挂孔21可以是u字形、圆形或椭圆形等形状。
29.锅体1可以是圆底或平底的,以适合不同的灶具。
30.下面参照图1
‑
3,描述本发明的炒锅制造方法,可包括以下步骤:
31.s1、制作坯体:通过铸造或锻造工艺将铝材制成锅体1的坯体(即,铝基层11),优选地,通过阳极氧化在坯体的外表面上形成一层氧化膜,其厚度一般为5
‑
20微米;
32.s2、冷喷涂钛涂层12:通过冷喷涂设备将粒径为20微米左右的钛粉喷涂在坯体的内表面上,形成厚度为0.1mm左右的钛涂层12,具体地冷喷涂工艺的参数为:工作气体为氩气,压力4mp左右,温度600度左右,喷射速度1000m/s左右;
33.s3、等离子喷涂氧化钛涂层13:通过等离子喷涂设备将粒径为25微米左右的氧化钛粉末喷涂在钛涂层12上,形成厚度为0.1mm左右的氧化钛涂层13;
34.s4、喷涂特氟龙涂层14:采用高压空气将特氟龙分散液雾化并喷涂在氧化钛涂层
13上,形成厚度为0.05微米的特氟龙涂层14;
35.s5、安装把手2,把手2可以通过焊接、螺钉或铆钉等方式固定安装在锅体1上。把手2是事先制作好的。优选地,把手2的末端可设有挂孔21,以方便摆放。挂孔21可以是u字形、圆形或椭圆形等形状。
36.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
技术特征:
1.一种炒锅,其特征在于,所述炒锅包括锅体,所述锅体包括铝基层、钛涂层、氧化钛涂层和特氟龙涂层,所述钛涂层冷喷涂在所述铝基层的内表面上,所述氧化钛涂层喷涂在所述钛涂层上,所述特氟龙涂层涂覆在所述氧化钛涂层上。2.如权利要求1所述的炒锅,其特征在于,所述铝基层的外表面通过阳极氧化形成一层氧化膜。3.如权利要求1所述的炒锅,其特征在于,所述氧化钛涂层采用等离子喷涂工艺形成。4.如权利要求1所述的炒锅,其特征在于,所述钛涂层的厚度为0.1
‑
0.2mm,所述氧化钛涂层涂层的厚度为0.1
‑
0.2mm,以及所述特氟龙涂层为0.1mm。5.一种炒锅制作方法,其特征在于,包括以下步骤:用铝材制成炒锅的坯体;采用冷喷涂工艺在所述坯体的内表面上涂覆一层钛涂层;采用等离子喷涂工艺在所述钛涂层上涂覆一层氧化钛涂层涂层;在所述氧化钛涂层涂层上涂覆一层特氟龙涂层,得到炒锅的锅体。6.如权利要求5所述的炒锅制作方法,其特征在于,还包括步骤:通过阳极氧化在所述铝基层的外表面上形成一层氧化膜。7.如权利要求5所述的炒锅制作方法,其特征在于,所述钛涂层的厚度为0.1
‑
0.2mm,所述氧化钛涂层涂层的厚度为0.1
‑
0.2mm,以及所述特氟龙涂层为0.1mm。8.如权利要求5所述的炒锅制作方法,其特征在于,所述特氟龙涂层通过将特氟龙分散液用高压空气雾化并喷涂形成。9.如权利要求5所述的炒锅制作方法,其特征在于,还包括步骤:制作把手并将所述把手固定安装在所述锅体上。10.如权利要求5所述的炒锅制作方法,其特征在于,所述坯体采用铸造或冲压方式制成。
技术总结
本发明涉及一种一种炒锅及其制作方法,所述炒锅包括锅体,所述锅体包括铝基层、钛涂层、氧化钛涂层和特氟龙涂层,所述钛涂层冷喷涂在所述铝基层的内表面上,所述氧化钛涂层喷涂在所述钛涂层上,所述特氟龙涂层涂覆在所述氧化钛涂层上。本发明通过先在铝基层上冷喷涂一层钛涂层,由于钛涂层与铝基层结合力强,孔隙率小(一般在3%以下),使得油烟不会腐蚀铝基层而引起涂层脱落,因此可以使用普通特氟龙作为不粘涂层,大大降低了成本。大大降低了成本。大大降低了成本。
技术研发人员:余成有
受保护的技术使用者:厦门佰顺兴自动化科技有限公司
技术研发日:2021.09.14
技术公布日:2021/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1